Melitopolio profesionalus licėjus
Suvirinimas
tema:
Užbaigta:
Studentų grupė TU-6
Patikrinta:
Ivanovas O.K.
Melitopolis – 2014 m
Įvadas
Suvirinimo išilgai ir pjūvyje metodai
Sandarinis suvirinimas
Filė suvirinimas
Storojo metalo suvirinimas
Lakštinio metalo suvirinimas
Statybinės medžiagos: statybinės plytos ir smulkūs sienų blokeliai
statybinė plyta
maži sieniniai blokeliai
Reikalavimai šildymo sistemoms
Išvada
Naudotos literatūros sąrašas
Įvadas
Šiuo metu darbinės profesijos yra paklausios visose pramonės šakose. Plėtojant valstybės ūkį, didėja aukštos kvalifikacijos specialistų (suvirintojų, statybininkų, surinkėjų ir kt.) poreikis. Nuolat diegiant naujas technologijas, didėjant darbų apimčiai, plečiant materialinę bazę, reikia skirti didesnį dėmesį šių profesijų specialistų rengimui, perkvalifikavimui, tobulėjimui.
Metalo suvirinimas – tai technologinis procesas, skirtas nuolatiniam ryšiui gauti užmezgant tarpatominius ar tarpmolekulinius ryšius arba difuziją. Jis naudojamas vienarūšiams ir nepanašiems metalams ir jų lydiniams, metalams su kai kuriomis nemetalinėmis medžiagomis (keramika, stiklu ir kt.), taip pat plastikams jungti. Suvirinimas yra ekonomiškas, didelio našumo ir daugiausia mechanizuotas procesas. Jis plačiai naudojamas beveik visose mechaninės inžinerijos ir statybos pramonės šakose, laivų statyboje gaminant visiškai suvirintus laivų korpusus.
Visi pastatai ir inžineriniai statiniai yra statomi iš įvairių medžiagų. Statybinės medžiagos, todėl teisingas jų pasirinkimas, gebėjimas įvertinti jų kokybę ir išsisaugojimo laipsnį bei užtikrinti normaliomis sąlygomis iš šių medžiagų pagamintų konstrukcijų eksploatavimas – visa tai būtina bet kokios specialybės statybininkams.
Sunku įvardyti šalies ūkio šaką, kurioje šiluminė energija nebūtų naudojama. Užtikrinti normalias mikroklimato sąlygas gyvenamųjų, visuomeninių pastatų ir gamybinių pastatų patalpose, užtikrinti normalią technologinių procesų eigą pramonėje, užtikrinti atmosferos švarą patalpose ir darbo vietose toli gražu nėra pilnas sąrašasįvairios veiklos ir žmogaus gyvenimo aspektai, kuriems reikalinga šiluminė energija. Todėl šilumos ir dujų tiekimo bei vėdinimo technologijų plėtros klausimai yra tokie aštrūs.
Baigiamasis darbas susideda iš įvado, trijų dalių, išvados ir bibliografijos. Pirmoje dalyje apžvelgsime suvirinimo išilgai ir pjūviu būdus, būtent sandūrinių ir suvirinimo siūlių suvirinimo techniką, storo metalo ir plono lakštinio metalo suvirinimo įvairiose erdvinėse padėtyse techniką. Antrajame - statybinių medžiagų tipai - statybinės plytos ir nedideli sienų blokeliai (paskyrimas, matmenys, mūro rūšys, skiediniai). Trečioji dalis skirta šildymo sistemoms keliamiems reikalavimams.
Suvirinimo išilgai ir pjūvyje metodai
Suvirinimas įvairiose erdvinėse padėtyse
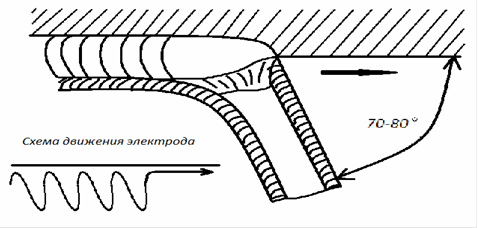
Suvirinimas prasideda nuo suvirinimo lanko užsidegimo, kuris įvyksta, kai elektrodo galas trumpam paliečia gaminį. Dėl srovės srauto trumpas sujungimas- "užpakaliuko" metodu arba slankiojančiu elektrodo galo judesiu trumpu gaminio prisilietimu - "degtuko" būdu (1 pav.). Lankui nutrūkus, jis vėl užsidega priešais kraterį ant netauriojo metalo, grįžtant prie nusėdusio metalo, kad krateryje susikaupę teršalai iškeliautų į paviršių. Po to suvirinimas atliekamas teisinga kryptimi.
Ryžiai. 1 Suvirinimo lanko uždegimas: a - trumpam palietus elektrodą prie gaminio paviršiaus; b - trenkiant elektrodo galu į gaminio paviršių.
Vieno ar kito lanko uždegimo būdo naudojimas priklauso nuo suvirinimo sąlygų ir nuo suvirintojo įgūdžių. Lankas judinamas taip, kad būtų užtikrintas suvirintų briaunų prasiskverbimas ir gaunama reikiama nusodinamo metalo kokybė geras formavimas siūlė. Tai pasiekiama išlaikant pastovaus ilgio lanką ir atitinkamai judant elektrodo galą (2 pav.). Suvirinant rankiniu būdu, lanko ilgis, priklausomai nuo elektrodo markės ir skersmens, suvirinimo sąlygų, yra 0,5-1,2 elektrodo skersmens. Dėl didelio lanko padidėjimo sumažėja įsiskverbimo gylis, pablogėja siūlės kokybė, padidėja purslų kiekis, o kartais ir susidaro poros; reikšmingas sumažėjimas - iki formavimo ir trumpojo jungimo pablogėjimo.
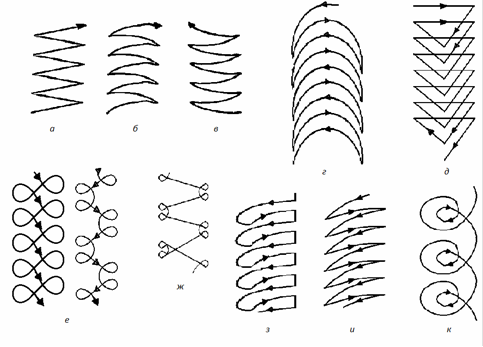
Ryžiai. 2. Pagrindiniai elektrodo darbinio galo skersinių judesių trajektorijos tipai
Nesant skersinių svyruojančių elektrodo galo judesių, volelio plotis yra 0,8-1,5 d elektrodo. Tokios siūlės (arba ritinėliai) vadinamos siauromis, arba siūlais. Jie naudojami suvirinimui. plonas metalas o dengiant pirmąjį sluoksnį daugiasluoksnėje siūlėje. Išgauti vidutines siūles (arba volelius), kurių plotis dažniausiai ne didesnis kaip 2-4 d elektrodo, galima dėl elektrodo galo svyruojančių judesių. Pagrindiniai elektrodo galo svyruojančių judesių variantai parodyti 2 paveiksle. Judesiai, kurie neprisideda prie sustiprinto abiejų suvirintų kraštų įkaitimo, parodyti 2 paveiksle. 2, in-g; prisidedant prie sustiprinto vieno krašto šildymo - pav. 2, s-i; prisidedantis prie suvirinimo šaknies įkaitimo – pav. 2, k.
Suvirinimas turėtų būti atliekamas apatinėje padėtyje, nes tai sudaro palankiausias sąlygas siūlėms gauti gera kokybė. Šioje padėtyje išlydytas metalas gravitacijos kryptimi perkeliamas į suvirinimo baseiną, kuris užima horizontalią padėtį. Be to, suvirinimas apatinėje padėtyje yra patogesnis ir lengviau stebimas procesas.
Egzistuoti įvairių būdų suvirinimo siūlės išilgai ir sekcijoje. Jų pasirinkimas priklauso nuo siūlės ilgio ir suvirinamo metalo storio. Iki 250 mm ilgio siūles sutartinai priimta vadinti trumpomis, 250–1000 mm – vidutinėmis, daugiau nei 1000 mm – ilgio.
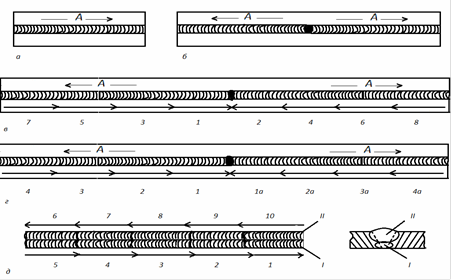
Ryžiai. 3. Įvairaus ilgio suvirinimo siūlės: a - trumpa siūlė; b - vidurinė siūlė; in-d - ilgos siūlės; I, II - siūlių sluoksniai; 1-10 - siūlės suvirinimo sekcijų tvarka ir kryptis; A - bendra suvirinimo kryptis
Trumpos siūlės suvirinamos prie praėjimo, t.y., nekeičiant suvirinimo krypties, nuo vieno siūlės galo iki kito (3 pav., a); vidutinio ilgio siūlės - nuo jungties vidurio iki galų (3 pav., b); ilgos siūlės – suvirinant atvirkštiniu žingsniu, kai suvirinama sekant viena po kitos atkarpas priešinga siūlės prieaugiui kryptimi (3 pav., c). Žingsnio (atkarpos) ilgis imamas 100-350 mm diapazone, suvirinant ploną metalą numatyti trumpesni žingsniai, o storam metalui – ilgesni.
Atvirkštinis suvirinimas daugiausia atliekamas bendra kryptimi A nuo vidurio iki galų ir jį gali atlikti vienas arba du suvirintojai (3 pav., d, 1 ir 1a, 2 ir 2a skyriai ir kt.).
Daugiasluoksnėms siūlėms (3 pav., e) taip pat naudojamas atvirkštinis suvirinimas, o gretimos viršutinių sluoksnių dalys atliekamos priešinga pogrindinių siūlių suvirinimui kryptimi. Gretimų sekcijų siūlių galai turi būti nustumti vienas kito atžvilgiu 25-30 mm.
Suvirinimo siūlės kitoje padėtyje nei apatinė turi keletą savybių.
Suvirinant vertikalioje padėtyje, metalas perkeliamas į suvirinimo baseiną statmenai gravitacijai. Todėl suvirinimas dengtais elektrodais turėtų būti atliekamas kuo trumpesniu lanku. Šiuo atveju elektrodų skersmuo turi būti ne didesnis kaip 4-5 mm, o srovė yra 15-20% mažesnė nei srovės vertės, kai suvirinama apatinėje padėtyje. Kai elektrodo metalas patenka į suvirinimo baseiną, jame padidėja skysto metalo kiekis ir, veikiant gravitacijai, metalas gali ištekėti. Todėl elektrodą reikia greitai nustumti į šalį, kad metalas sukietėtų. Vertikalias siūles virinu iš viršaus į apačią (4 pav. a) arba iš apačios į viršų (4 pav. b).
Ryžiai. 4 pav. Vertikalių siūlių suvirinimo schema: a - iš viršaus į apačią; b - iš apačios į viršų
Patogesnis suvirinimas iš apačios į viršų, kai lankas užsidega žemiausiame taške, kur susidaro platforma sukietėjusiam metalui, ant kurios laikomi kiti išlydyto metalo lašai. Iš viršaus į apačią suvirinti daug sunkiau nei iš apačios į viršų. Paprastai šis metodas naudojamas plonam metalui suvirinti. Suvirinimo pradžioje elektrodas pastatomas statmenai paviršiui ir sužadinamas lankas viršutinis taškas siūlė. Ant virinamo paviršiaus atsiradus pastebimam skysto metalo lašui, elektrodas pakreipiamas žemyn 10-15˚ kampu, o lankas nukreipiamas į išlydytą metalą.Horizontalias siūles suvirinti sunkiau nei vertikalias vienus, todėl juos atlieka aukštesnės kvalifikacijos suvirintojai. Kad išlydytas metalas negalėtų nutekėti, apatinio lakšto kraštai nėra nulenkti, o suvirinimas pradedamas nuo apatinio lakšto krašto, tada suvirinama suvirinimo šaknis ir lankas perkeliamas į viršutinio lakšto kraštą (pav. . 5). Taikant viršutinius praplatintus volelius, skersiniai elektrodo galo svyravimai atliekami 45˚ kampu siūlės ašies atžvilgiu. Suvirinimas atliekamas tokio paties skersmens elektrodais ir tais pačiais režimais, kaip ir vertikalių siūlių suvirinimas.
Pagal atlikimo techniką lubų siūlių suvirinimas yra pats sunkiausias. IN Ši byla gravitacija neleidžia elektrodų metalo lašams patekti į suvirinimo baseiną ir jie linkę tekėti žemyn. Nedideliu suvirinimo baseino tūriu galima įveikti gravitacijos jėgą ir neleisti išlydytam metalui ištekėti. Norėdami tai padaryti, suvirinama elektrodais, kurių skersmuo ne didesnis kaip 4 mm, kai srovės stipris yra 20–25% mažesnis nei suvirinant apatinėje padėtyje su trumpu lanku ir siaurais rutuliais. Lankas turi būti kuo trumpesnis, kad elektrodų metalo lašai pereitų prie suvirinimo metalo (6 pav.).
Ryžiai. 6. Lubų siūlių suvirinimas
Sandarinis suvirinimas
Sandarinės jungtys be nuožulnių kraštų suvirinamos praplatinta siūle vienoje arba abiejose jungties pusėse.
Sandarinės jungtys su grioveliais briaunomis daromos vienasluoksnės (vieno eigos) arba daugiasluoksnės (daugialypės), priklausomai nuo metalo storio ir briaunos paruošimo formos (7 pav.).
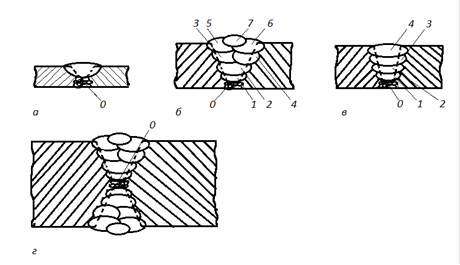
Ryžiai. 7. Sandarinių siūlių suvirinimas: a-d - siūlių skerspjūvio formos; 1-7 - siūlės sluoksnių vykdymo tvarka; 0 - suvirinimo siūlė
1 lentelė. Sluoksnių skaičius suvirinant sandūrines ir suvirinimo siūles
Daugiasluoksnių siūlių suvirinimas pradedamas atsargiai suvirinant siūlės šaknį ne didesnio kaip 4 mm skersmens elektrodu, o tolesnės siūlės nukreipiamos praplatintais voleliais, naudojant didesnio skersmens elektrodus.
Kritinėse konstrukcijose siūlės šaknis pašalinama pjaunant, kaltu arba dujiniu pjaustytuvu paviršiaus pjovimui, o tada uždedama atraminė siūlė.
Filė suvirinimas
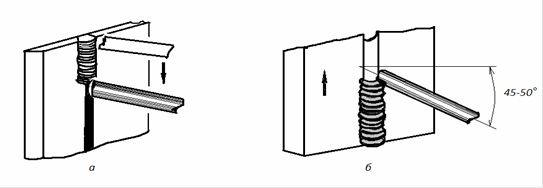
Geriausi rezultatai suvirinant filialo siūles, jos numatytos, kai jungiamų elementų plokštumos įrengiamos „valtelės“ padėtyje (8 pav., a), t.y. 45 kampu su horizontale. Tuo pačiu metu pasiekiamas geras elementų kampo ir sienelių įsiskverbimas be pavojaus, kad bus įpjovimas ar prasiskverbimas, taip pat sukuriama galimybė vienu praėjimu padengti didesnio skerspjūvio suvirinimo siūles. Tačiau ne visada įmanoma nustatyti elementus, kuriuos reikia sujungti į „valtelės“ padėtį.
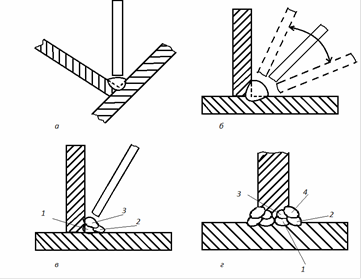
Ryžiai. 8. Filialinių siūlių suvirinimas: a-d - skerspjūvio formos ir detalių padėtis suvirinimo metu; 1-4 - siūlės sluoksnių atlikimo tvarka
Kai kuriais atvejais sujungti elementai erdvėje užima skirtingą (8 pav., b-d) padėtį. Suvirinant tokias suvirinimo siūles, kyla papildomų sunkumų, nes galimas sujungimo trūkumas jungties kampo arba horizontalios sienos viršuje, taip pat vertikalaus elemento sienelės įpjovimas. Tokiais atvejais vieno sluoksnio suvirinimo siūlės kojelės neturi viršyti 8 mm. Siūlės, kurių kojos viršija 8 mm, atliekamos dviem ar daugiau sluoksnių.
Tvirtinimo siūlės su dviem simetriškais vienos briaunos nuožulniais siūlės virinamos vienu sluoksniu arba keliais sluoksniais, priklausomai nuo virinamo metalo storio.
Filtrinių siūlių suvirinimo vertikalioje ir viršutinėje padėtyje technologija labai nesiskiria nuo suvirinimo sandūrinių siūlių su nuožulniais kraštais. Norint užtikrinti reikiamą kampo viršaus įsiskverbimą, pirmasis sluoksnis yra pagamintas 3-4 mm skersmens elektrodais.
Suvirinant juosmeninių jungčių filialo siūles, neturėtų būti leidžiama pernelyg prasiskverbti (perpjauti) viršutinio elemento kraštą ir metalo antplūdį (esant nepakankamam lydymui) apatinio elemento plokštumoje.
Suvirinimo išilgai ir pjūvyje metodai
Suvirintojui labai svarbu įvaldyti lanko mušimo įgūdžius. Lankas užsidega trumpai paliečiant elektrodo galą prie ruošinio arba atmušant elektrodo galą į metalinį paviršių.
Lankas „vadinamas“ taip, kad suvirinamų detalių kraštai išsilydo, susidarant reikiamam nusodinto metalo kiekiui ir tam tikrai suvirinimo formai.
Yra įvairių būdų, kaip padaryti siūles išilgai ir sekcijoje. Siūlių darymo būdo pasirinkimą lemia siūlės ilgis ir suvirinamo metalo storis. Tradiciškai iki 250 mm ilgio siūlės laikomos trumpomis, 250-1000 mm ilgio – vidutinėmis ir daugiau nei 1000 mm – ilgio.
Trumpos siūlės išilgai dažniausiai suvirinamos „ant praėjimo“. Vidutinio ilgio siūlės virinamos nuo vidurio iki kraštų arba atvirkštiniu būdu. Vieno eigos sandūrinių jungčių ilgos siūlės ir pirmasis kelių eilių suvirinimo siūlės suvirinamos nuo vidurio iki galų atvirkštiniu būdu, o siūlėse su filialinėmis siūlėmis taip pat nuo vidurio iki galų atvirkštiniu būdu.
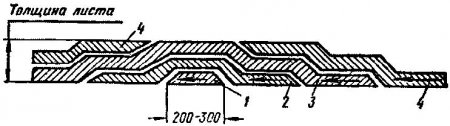
Atgalinis suvirinimas yra labiausiai efektyvus metodas liekamųjų įtempių ir deformacijų mažinimas.
Ankstesnė siūlė atšąla iki 200-300 laipsnių temperatūros. Aušinant, kartu mažėjant siūlės pločiui, mažėja ir iš pradžių išsiplėtęs tarpas, todėl liekamosios deformacijos tampa minimalios.
Suvirinant didelio skerspjūvio sandūrines arba suvirinimo siūles, suvirinama keliais sluoksniais. Be to, kiekvienas vidurinės ir viršutinės siūlės dalies sluoksnis gali būti atliekamas tiek vienu, tiek 2 ar daugiau kartų.
Liekamųjų deformacijų mažinimo požiūriu pirmenybė teikiama suvirinimui vienu praėjimu. Jei siūlės plotis siekia 14-16 mm, tada dažniau naudojamas daugialypis siūlės suvirinimo būdas.
Suvirinant didelio storio metalą - daugiau nei 15 mm, kiekvieno sluoksnio atlikimas "per praėjimą" yra nepageidautinas. Šis metodas lemia reikšmingas deformacijas ir įtrūkimų susidarymą pirmuosiuose sluoksniuose, nes pirmasis sluoksnis turi laiko atvėsti. Kad nesusidarytų įtrūkimų, rankinio lankinio suvirinimo griovelių užpildymas turi būti atliekamas kaskadiniu arba „slydimo“ metodu. Tokiu atveju kiekvienas paskesnis sluoksnis uždedamas ant ankstesnio sluoksnio, kuris dar nespėjo atvėsti, o tai leidžia sumažinti suvirinimo įtempius ir deformacijas.
Taikant kaskadinį siūlės užpildymo metodą, visa siūlė padalinama į trumpas 200 mm dalis, o kiekviena sekcija suvirinama šiuo metodu. Baigus suvirinti pirmos sekcijos pirmąjį sluoksnį, nesustojus, pirmasis tęsiamas gretimoje sekcijoje. Tokiu atveju kiekvienas paskesnis sluoksnis uždedamas ant ankstesnio sluoksnio metalo, kuris neturėjo laiko atvėsti.
Suvirinimas "slinkis" yra savotiškas kaskadinis metodas, kurį vienu metu atlieka du suvirintojai, nuo vidurio iki kraštų. Abu šie siūlės sudarymo būdai yra atvirkštinis suvirinimas ne tik išilgai, bet ir išilgai siūlės skerspjūvio.
Prieš pradedant suvirinimą, būtina susipažinti su technine dokumentacija. Pateikiamas bet kokio dizaino gamybos procesas technologiniai žemėlapiai Oi. Be technologinių žemėlapių į technologinis procesas pridedami gaminio brėžiniai: bendras vaizdas ir detalės su reikalingais paaiškinimais ir specifikacijas. Įjungta bendras vaizdas nurodyti suvirintų siūlių pavadinimai.
Suvirinant rankiniu būdu mažai anglies turintį plieną, priklausomai nuo metalo stiprumo charakteristikų, plačiai naudojami elektrodai su rutilo danga E42 ir E46 tipų, pavyzdžiui, ANO-6, ANO-4 ir kt. Pagrindinės E42A ir E46A tipų dangos naudojamos kritinėms plieninėms konstrukcijoms suvirinti. Pavyzdžiui, UONI-13/45, SM-11, E-138/45N ir kt.
1 klausimas. Suvirinimo transformatoriaus įrenginys ir paskirtis.
Dėl lankinio suvirinimo naudokite ir kintamąjį, ir pastovųjį suvirinimo srovė. Suvirinimo transformatoriai naudojami kaip kintamos suvirinimo srovės šaltinis, o suvirinimo lygintuvai ir suvirinimo keitikliai – kaip tiesioginis šaltinis.
Suvirinimo lanko maitinimo šaltinis - suvirinimo transformatorius - žymimas taip:
TDM-317, kur:
T - transformatorius;
D - lankiniam suvirinimui;
M - mechaninis reguliavimas;
31 - vardinė srovė 310 A;
7 - modelis.
Suvirinimo transformatorius skirtas sumažinti tinklo įtampą nuo 220 arba 380 V iki saugios, bet pakankamos lengvam užsidegimui ir stabiliam elektros lanko (ne daugiau kaip 80 V) degimui, taip pat suvirinimo stiprumui reguliuoti. srovė.
Transformatorius (22 pav.) turi plieninę šerdį (magnetinę šerdį) ir dvi izoliuotas apvijas. Apvija, prijungta prie tinklo, vadinama pirmine, o apvija, sujungta su elektrodo laikikliu ir suvirinamu ruošiniu, vadinama antrine. Kad būtų užtikrintas patikimas lanko uždegimas, suvirinimo transformatorių antrinė įtampa turi būti ne mažesnė kaip 60-65 V; įtampa rankinio suvirinimo metu paprastai neviršija 20-30 V.
8 apatinėje šerdies 1 dalyje yra pirminė apvija 3, susidedanti iš dviejų ritių, esančių ant dviejų strypų. Pirminės apvijos ritės yra pritvirtintos nejudančios. Antrinė apvija 2, kurią taip pat sudaro dvi ritės, yra dideliu atstumu nuo pirminės. Tiek pirminės, tiek antrinės apvijos ritės yra sujungtos lygiagrečiai. Antrinė apvija yra judama ir gali judėti išilgai šerdies varžto 4, su kuriuo ji yra prijungta, ir rankenos 5, esančios ant transformatoriaus korpuso dangtelio, pagalba.
Suvirinimo srovė reguliuojama keičiant atstumą tarp pirminės ir antrinės apvijų. Kai rankena 5 pasukama pagal laikrodžio rodyklę, antrinė apvija artėja prie pirminės, nuotėkio magnetinio srauto ir indukcinė reaktyvumas sumažėja, suvirinimo srovė didėja. Sukant rankeną prieš laikrodžio rodyklę, antrinė apvija tolsta nuo pirminės, padidėja nuotėkio magnetinis srautas (didėja indukcinė varža) ir sumažėja suvirinimo srovė. Suvirinimo srovės reguliavimo ribos - 65-460 A. Pirminės ir antrinės apvijų ritių nuoseklusis sujungimas leidžia gauti nedideles suvirinimo sroves, kurių reguliavimo ribos yra 40-180 A. Srovės diapazonai perjungiami rankena, atnešta į dangtelį .
Ryžiai. 22. Suvirinimo transformatorius:
A - išvaizda; b - suvirinimo srovės valdymo grandinė
Maitinimo šaltinio savybes lemia jo išorinė charakteristika, kuri parodo santykio tarp srovės (I) grandinėje ir įtampos (U) maitinimo šaltinio gnybtuose kreivę.
Maitinimo blokas gali turėti išorinė charakteristika: kyla, sunku, krenta.
Rankinio lankinio suvirinimo maitinimo šaltinis turi krentančios srovės įtampos charakteristiką.
Įtampa tuščiąja eiga maitinimo šaltinis - įtampa išėjimo gnybtuose su atvira suvirinimo grandine.
Nominali suvirinimo srovė ir įtampa – srovė ir įtampa, kuriai suprojektuotas įprastai veikiantis šaltinis.
2 klausimas. Siūlės išilgai pjūvio užpildymo būdai.
Pagal užpildymo būdą išilgai siūlių dalies:
vienkartinis, vieno sluoksnio (23 pav., a);
daugiasluoksnis daugiasluoksnis (23 pav., b);
daugiasluoksnis (23 pav., c).

Ryžiai. 23. Suvirinimo siūlės siūlės atkarpai užpildyti
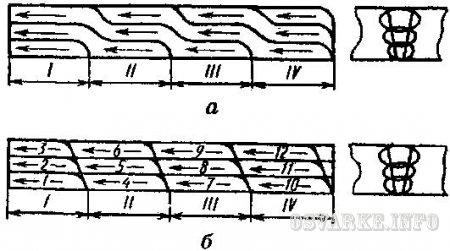
Jei sluoksnių skaičius yra lygus lanko praėjimų skaičiui, tada tokia siūlė vadinama daugiasluoksnis.
Jei kai kurie sluoksniai atliekami keliais žingsniais, tada siūlė multipass.
Daugiasluoksnės siūlės dažniau naudojamos sandūrose, daugiasluoksnės – kampuose ir trišakiuose.
Siekiant tolygesnio suvirinimo metalo kaitinimo per visą jo ilgį, atliekamos suvirinimo siūlės:
dvigubas sluoksnis;
kaskados;
blokai;
skaidrė.
Visi šie metodai yra pagrįsti atvirkštinio suvirinimo principu.
Dvisluoksnio metodo esmė slypi tame, kad antrasis sluoksnis dedamas ant neataušusio pirmojo pašalinus suvirinimo šlaką: suvirinama 200-400 mm ilgio priešingomis kryptimis. Tai apsaugo nuo karštų įtrūkimų siūlėje suvirinant 15–20 mm storio metalą, kuris turi didelį standumą.
Kai plieno lakštų storis yra 20–25 mm ar didesnis, suvirinimas naudojamas siekiant išvengti įtrūkimų:
kaskados;
blokai;
kryžminė skaidrė.
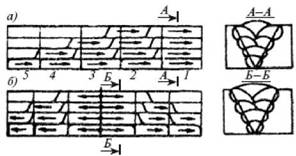
Daugiasluoksnės siūlės, skirtos suvirinimui slydikliu ir kaskadu, užpildymas atliekamas per visą suvirinto storio tam tikrą žingsnio ilgį. Žingsnio ilgis parenkamas taip, kad metalo, esančio siūlės šaknyje, temperatūra per visą siūlės storį būtų ne mažesnė kaip 200°C. Šiuo atveju metalas turi didelį lankstumą, o įtrūkimai nesusidaro. Kaskadinio suvirinimo žingsnio ilgis yra 200-400 mm (24 pav., a).
Suvirinant blokais, atskirais žingsniais suvirinama daugiasluoksnė siūlė, tarpai tarp jų užpildomi sluoksniais per visą storį (24 pav., b).
Sujungiant detales iš suvirinimo metu grūdintų plienų, rekomenduojama naudoti blokinį suvirinimą. Iš nekietėjančių (mažai anglies) plienų geriau atlikti kaskadinį suvirinimą.
Ryžiai. 24. Siūlės užpildymas išilgai atkarpos:
a - kaskadas; b - blokai
Ryžiai. 25. Suvirinimo stiklelis
Taigi, suvirinimas (griovelio užpildymas) atliekamas iš abiejų centrinio slydimo pusių trumpomis siūlėmis. Kaskadinis metodas yra skaidrių metodo variantas.
Suvirinant slydimo metodu (25 pav.), pirmasis sluoksnis dedamas 200-300 mm atkarpoje, nuvalius nuo šlako, ant jo dedamas antras sluoksnis, 2 kartus ilgesnis nei pirmasis. Tada, atsitraukus nuo antrojo sluoksnio pradžios 200-300 mm, nusodinamas trečiasis sluoksnis ir pan.
3. Užduotis. Paaiškinkite sieros ir fosforo įtaką suvirinimo kokybei.
Siera ir fosforas yra kenksmingos plieno ir ketaus priemaišos. Jų perteklinė suma sukelia įtrūkimus suvirinimo siūlėje. Siera sukelia įtrūkimus karštoje siūlės būsenoje (raudonojo trapumo reiškinys), fosforas – šaltoje būsenoje (šalto trapumo reiškinys).
Pradedančiam suvirintojui labai svarbu įvaldyti lanko mušimo įgūdžius. Lankas užsidega trumpai paliečiant elektrodo galą prie ruošinio arba atmušus elektrodo galą į metalinį paviršių (64 pav.). Lankas „vadinamas“ taip, kad suvirinamų detalių kraštai išsilydo, susidarant reikiamam nusodinto metalo kiekiui ir tam tikrai suvirinimo formai. Pagrindiniai, plačiausiai naudojami elektrodo galo judinimo būdai RDS metu parodyti fig. 65. Yra įvairių būdų, kaip padaryti siūles išilgai ir atkarpoje. Siūlių darymo būdo pasirinkimą lemia siūlės ilgis ir suvirinamo metalo storis. Tradiciškai iki 250 mm ilgio siūlės laikomos trumpomis, 250-1000 mm – vidutinėmis, o ilgesnės nei 1000 mm – (66 pav.).
Ryžiai. 66. Siūlės darymo būdai: a - siūlių suvirinimas "ant praėjimo"; b - vidutinio ilgio siūlių suvirinimas; in - siūlių suvirinimas atvirkštiniu būdu; g, e - ilgų siūlių suvirinimas
Trumpos siūlės išilgai dažniausiai suvirinamos „ant praėjimo“ (66 pav.,
|
Ryžiai. 68. Griovelių užpildymo didelio storio metalo RDS schema: a - kaskadinis metodas; b - pjūvio užpildymo "skaidriu" būdas Taikant kaskadinį siūlės užpildymo metodą, visa siūlė padalinama į trumpas 200 mm dalis, o kiekviena sekcija suvirinama šiuo metodu. Užbaigus pirmos sekcijos pirmojo sluoksnio suvirinimą, be sustojimo tęsiamas pirmojo sluoksnio vykdymas gretimoje sekcijoje. Tokiu atveju kiekvienas paskesnis sluoksnis uždedamas ant ankstesnio sluoksnio metalo, kuris neturėjo laiko atvėsti. Suvirinimas "slinkis" yra savotiškas kaskadinis metodas, kurį vienu metu atlieka du suvirintojai, nuo vidurio iki kraštų. Abu šie siūlės sudarymo būdai yra atvirkštinis suvirinimas ne tik išilgai, bet ir išilgai siūlės skerspjūvio. Prieš suvirindami, turite |
A). Vidutinio ilgio siūlės virinamos nuo vidurio iki kraštų (66 pav., b) arba atvirkštiniu žingsniu (66 pav., c). Vieno eigos sandūrinių jungčių ilgos siūlės ir pirmaeilis kelių eilių suvirinimo siūlės suvirinamos nuo vidurio iki galų atvirkštiniu būdu (66 pav., d), o jungtyse filialinėmis siūlėmis taip pat nuo vidurio iki galo. galai atvirkštiniu būdu (66 pav., e). Suvirinimas atvirkštiniu žingsniu yra efektyviausias būdas sumažinti liekamuosius įtempius ir deformacijas. Ankstesnė siūlė atšąla iki 200-300 °C temperatūros. Aušinant, kartu mažėjant siūlės pločiui, mažėja ir iš pradžių išsiplėtęs tarpas, todėl liekamosios deformacijos tampa minimalios. Didelio skerspjūvio sandūrinėmis arba filialinėmis siūlėmis siūlė daroma keliais sluoksniais (67 pav.). Be to, kiekvienas siūlės vidurinės ir viršutinės dalių sluoksnis gali būti atliekamas tiek vienu praėjimu (67 pav., a), tiek dviem ar daugiau kartų (67 pav., b). Liekamųjų deformacijų mažinimo požiūriu pirmenybė teikiama suvirinimui vienu praėjimu. Jei siūlės plotis siekia 14-16 mm, tada dažniau naudojamas daugialypis siūlės suvirinimo būdas. Suvirinant storą metalą (> 15 mm), nepageidautina kiekvieno sluoksnio atlikimas "per praėjimą". Šis metodas veda prie didelių deformacijų ir įtrūkimų susidarymo
pirmuosius sluoksnius, nes pirmasis sluoksnis turi laiko atvėsti. Kad nesusidarytų įtrūkimų, griovelių užpildymas RDS metu turėtų būti atliekamas kaskadiniu metodu arba "slydimu". Tokiu atveju kiekvienas paskesnis sluoksnis uždedamas ant ankstesnio sluoksnio, kuris dar nespėjo atvėsti, o tai leidžia sumažinti suvirinimo įtempius ir deformacijas. Griovelių užpildymo kaskadiniu metodu schemos ir "slankiklis" parodytos fig. 68, a, b.
perskaitykite techninę dokumentaciją. Bet kokio dizaino gamybos procesas pateikiamas technologiniuose žemėlapiuose. Be technologinių žemėlapių, prie technologinio proceso pridedami gaminių brėžiniai: bendras vaizdas ir detalizacija su reikalingais paaiškinimais ir techninėmis specifikacijomis. Bendras vaizdas rodo suvirinimo siūlių pavadinimus. Mažai anglies turinčių plienų RDS, priklausomai nuo metalo stiprumo charakteristikų, plačiai naudojami elektrodai su rutilo danga E42 ir E46 tipų, pvz., ANO-6, ANO-4 ir kt. Kritinių plieninių konstrukcijų suvirinimui , naudojami E42A ir E46A tipų elektrodai su pagrindine danga, pvz.: UONI-13 /45, SM-11, E-138/45N ir kt.
Norint išvengti gaisrų, reikia laikytis šių priešgaisrinių priemonių. Nuolat stebėti gaisro gesinimo įrangos (gesintuvų, sauso smėlio dėžių, kastuvų, gaisrinių žarnų, asbesto antklodžių ir kt.) prieinamumą ir geros būklės. …
Siūlės užpildymo išilgai ilgio ir atkarpos būdai.
Siūlės išilgai ilgio ir atkarpos atliekamos perėjimu ir nugaroje pakopiniu būdu. Praėjimo suvirinimo metodo esmė yra ta, kad siūlė yra padaryta iki galo viena kryptimi. Atvirkštinis pakopinis metodas susideda iš to, kad ilga siūlė, skirta atlikti, yra padalinta į gana trumpus žingsnius.
Pagal siūlių užpildymo išilgai pjūvio metodą išskiriamos vieno praėjimo, vieno sluoksnio, daugiasluoksnės ir daugiasluoksnės siūlės. Jei sluoksnių skaičius lygus lanko praėjimų skaičiui, tokia siūlė vadinama daugiasluoksne.
Daugiasluoksnės siūlės dažniau naudojamos sandūrose, daugiasluoksnės – kampuose ir trišakiuose. Siekiant tolygesnio suvirinimo metalo kaitinimo per visą jo ilgį, jis atliekamas dvigubu sluoksniu, sekcijomis, kaskadomis ir blokais, o visi šie metodai yra pagrįsti užpakalinio suvirinimo principu.
Siūlės galas.
Suvirinimo pabaigoje neįmanoma iš karto sulaužyti lanko ir palikti kraterio suvirinimo metalo paviršiuje.
Dėl kraterio jungtyje gali atsirasti įtrūkimų dėl priemaišų, pirmiausia sieros ir fosforo. Suvirinant švelnų plieną, krateris užpildomas metaliniu elektrodu arba nukeliamas į šoną ant netauriojo metalo.
Suvirinant plieną, linkusį formuotis kietėjančioms mikrostruktūroms, kraterio pašalinimas į šoną yra nepriimtinas dėl galimo įtrūkimo.
Geriausias būdas užbaigti siūlę yra užpildyti kraterį metalu dėl nutraukimo judėjimas į priekį elektrodus į lanką ir lėtai ilginant lanką, kol jis nutrūks.
10. Deformacijų prevencija.
Deformacija – tai gaminio formos ir dydžio pasikeitimas, veikiamas vidinių ir išorinių jėgų. Deformacijos gali būti elastinės ir plastinės.
Jie skirstomi į tempimo, gniuždymo, sukimo, lenkimo ir šlyties deformacijas. Deformacijos suvirinimo metu atsiranda netolygiai kaitinant ir aušinant metalą. Deformacija mažinama konstruktyviais ir technologiniais metodais.
Konstrukcinis – sumažinantis suvirinimo siūlių ir jų sekcijų skaičių, dėl to sumažėja šilumos įvedimo kiekis. Tarp šilumos kiekio ir deformacijos yra tiesioginis ryšys.
Technologinis metodas – taikymas suvirinamo gaminio metalo galios apdirbimas jo suvirinimo procese.
Taikomų jėgų tipai:
1) Išorinė statinė arba pulsuojanti jėga, veikianti suvirintą ruošinį
2) Suvirinto metalo, karščio paveikto metalo vietinis kalimas ir valcavimas.
Deformacijos išreiškiamos keičiant detalės formą ir matmenis, palyginti su planuotais prieš pjovimą.
Deguonies pjovimo deformacijų pašalinimo būdai:
Racionali pjovimo technologija, standaus pjūvio galų tvirtinimo naudojimas, nupjautos dalies išankstinis pašildymas, dirbtinio aušinimo naudojimas ir kt.
Racionali pjovimo technologija apima: teisingas pasirinkimas pradėti pjaustyti, nustatyti teisinga seka pjovimas, atranka geriausias režimas pjaustymas. Suspaudus pjūvio galus, galima sumažinti deformaciją išilgai kraštų. Deformaciją galima sumažinti iš anksto pakaitinus detalės išpjovimo vietą, o tai lemia tolygesnį metalo aušinimą.
Taip pat sumažėja deformacija nuolatinis aušinimas vandens srove išilgai karščio paveiktos zonos ties pjaunama dalimi.
Kad būtų išvengta deformacijų už lakšto plokštumos ribų, pjovimo metu kaitinant jis neturi nuslūgti. Todėl pjovimas turi būti atliekamas ant lentynų su daugybe atramų.
11. Progresyvūs surinkimo būdai ir surinkimo suvirinimas.
Darbo našumui didinti ir suvirintojo darbui palengvinti naudojami įvairūs didelio našumo suvirinimo būdai.
Suvirinimas elektrodų sija (šukomis).
Šio metodo principas yra tas, kad du ar daugiau elektrodų sujungiami sija, kuri naudojama suvirinant naudojant įprastą elektrodų laikiklį.
Suvirinant elektrodų pluoštu, tarp virinamo ruošinio ir vieno iš jo strypų susidaro lankas, pastarajam tirpstant pereina į gretimą, tai yra, lankas dega pakaitomis tarp kiekvieno iš pluošto elektrodų. ir ruošinį.
Dėl to elektrodų strypų kaitinimas dėl vidinio karščio bus mažesnis nei suvirinant vienu elektrodu esant tokiai pačiai srovės vertei.
Todėl suvirinant sija galima nustatyti didesnę srovės vertę nei suvirinant vienu tokio paties skersmens elektrodu, o tai savo ruožtu leidžia padidinti darbo našumą.
Gilus įsiskverbimo suvirinimas
Kai kurių dangų kompozicijos, padengtos elektrodo strypu storesniu nei įprasta sluoksniu, leidžia sutelkti suvirinimo lanko šilumą, padidinti jo prasiskverbimo veiksmą: padidinti netauriojo metalo įsiskverbimo gylį.
Suvirinimas tokiais atvejais atliekamas trumpu lanku, kurio degimas palaikomas atremiant padangos skydelį ant netauriojo metalo.
Suvirinant pasvirusiu elektrodu, lydymosi elektrodo galas remiasi į suvirintus kraštus, o pats elektrodas juda išilgai jungties linijos, kai užpildomas griovelis.
12. Suvirinimo kokybės kontrolė.
Gaminant suvirintus gaminius išskiriami defektai:
išorinis, vidinis ir per, taisomas ir nepataisomas, intrashop ir išorinis.
a) išoriniai defektai: įtrūkimai, mikroįtrūkimai, nuosėdiniai apvalkalai, smegduobės, šaknų įdubimai, aklinos fistulės, garai, metalo purslai ir kt.
b) vidiniai defektai: susiliejimo trūkumas, vidinės poros ir kt.
c) per defektus: fistulės, nudegimai, įtrūkimai, nuolatinis prasiskverbimo trūkumas.
Pataisoma defektai – defektai, kurių pašalinimas yra techniškai įmanomas ir ekonomiškai pagrįstas.
Pagrindiniai valdymo tipai skirstomi pagal poveikio gamybai formą, aktyvūs ir pasyvūs. Kalbant apie nuolatinių ir atrankinių produktų aprėptį. Stacionarių ir mobilių renginių vietoje.
Yra šie suvirinimo kokybės kontrolės tipai:
Apžiūra-
tarnauja išoriniams suvirinimo siūlių defektams nustatyti ir atliekama plika akimi arba padidinamuoju stiklu, padidinant 5-10 kartų.
Žibalo bandymas -
naudojamas suvirinimo siūlių tankiui nustatyti. Apžiūrai prieinama siūlės pusė padengiama vandenine kreidos arba kaolino suspensija ir išdžiovinama. Kita pusė sutepama žibalu. Ant kreidos atsiradusi riebi dėmelė atskleidžia defekto vietą.
Oro pūtimo bandymas -
susideda iš to, kad viena pusė yra išpūsta suspaustas oras, o kitas uždengtas vandeninis tirpalas su muilu. Burbuliukų atsiradimas rodo siūlės defekto vietą.
Vakuuminis bandymas -
tam tikra siūlės atkarpa padengiama muiluotu tirpalu ir įrengiama vakuuminė kamera, burbuliukų ar putų atsiradimas rodo siūlės defekto vietą.
Vandens bandymas -
esant slėgiui, viena siūlės pusė užpilama vandeniu, jei iš kitos pusės atsiranda nuotėkių, lašelių, vadinasi, siūlė sugedusi.
Taip pat atliekami oro slėgio, hidraulinio slėgio, suvirintų jungčių peršvietimas, ultragarsas, magnetografinis metodas, technologiniai, cheminiai ir mechaniniai bandymai.
13. Sauga ir priešgaisrinė sauga adresu
suvirinimas.
1. Suvirinimas turi būti atliekami elektrinio suvirinimo dirbtuvėse arba specialiai įrengtose aikštelėse.
2. Suvirinimo stotis, esanti tiek patalpoje, tiek ant jos lauke, turi būti apsaugoti skydais arba ekranais, kad apsaugotų kitus nuo žalingo elektros lanko poveikio.
3. Virinant gaminius, sveriančius daugiau nei 20 kg, turi būti sumontuoti kėlimo ir transportavimo mechanizmai.