If there is a need for body repair, first of all, the question of auxiliary means will arise that would help correct the existing state of affairs (damage to the body). So, in particular, you will need to have equipment for straightening the body, welding equipment and, of course, painting and painting equipment.
Specifically, in this article, we wanted to talk about only one of the stages body repair. That is, only one type of equipment. This article will be devoted to welding equipment for do-it-yourself body work on a car. We will talk about the choice of a welding machine, safety precautions, the principles of operation of a welding machine, the materials used for body welding and welding technology.
AC welding machine with electrodes for car body welding (manual welding)
 For the most inexperienced, it may seem that you can get by with an ordinary welding machine for repairing a car body, and amenno with a welder alternating current with electrodes and the ability to set the current under them. I wanted to say frankly right away that if you want to achieve a durable, high-quality, aesthetic seam on a car body, then you cannot achieve this with such a welding machine. For car body repair, such a device will not work for you. On passenger car there are almost no places where you can crawl with an electrode without problems, or it’s impossible at all, or the electrode will have to be bitten off every time to get to the place of welding. Such a welding machine on electrodes is suitable if you need to weld rough iron, if you have torn off the tow hook or tow bar. Or wanted to hastily weld a broken frame on truck. If you need to weld a reinforcing mesh from a bar, so to speak, with a thickness of 10 mm or more, or another relatively thick metal, then this choice is just right.
For the most inexperienced, it may seem that you can get by with an ordinary welding machine for repairing a car body, and amenno with a welder alternating current with electrodes and the ability to set the current under them. I wanted to say frankly right away that if you want to achieve a durable, high-quality, aesthetic seam on a car body, then you cannot achieve this with such a welding machine. For car body repair, such a device will not work for you. On passenger car there are almost no places where you can crawl with an electrode without problems, or it’s impossible at all, or the electrode will have to be bitten off every time to get to the place of welding. Such a welding machine on electrodes is suitable if you need to weld rough iron, if you have torn off the tow hook or tow bar. Or wanted to hastily weld a broken frame on truck. If you need to weld a reinforcing mesh from a bar, so to speak, with a thickness of 10 mm or more, or another relatively thick metal, then this choice is just right.
Which welding machine is needed for welding car body parts?
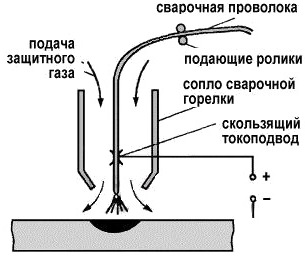
If it is necessary to weld thin body metal, about 0.8 -1 mm thick, and not burn holes in it, the welding machine must be a carbon dioxide semiautomatic device. In more detail, a carbon dioxide semiautomatic device is a welder that welds with a wire automatically fed into the welding zone, or an apparatus designed for welding with a non-consumable (tungsten) electrode in a shielding gas environment. In the West, such machines have the abbreviation MAG And TIG, more on what that means. Moreover, carbon dioxide semi-automatic can be called the main type of welding machines for garage workers, and services performing body repairs. The carbon dioxide apparatus is the most versatile and affordable among all welders, which can be used to perform high-quality body repairs. It can weld steel sheet with a thickness of 0.8 mm and up to 5-6 mm. That is, a carbon dioxide machine will completely replace the welding machine on the electrodes, but vice versa will not work. At the same time, it should be noted that the quality of welding (penetration and exclusion of metal stress in the heat-affected zone), even for coarse iron, will turn out to be an order of magnitude higher here.
It should be noted that if learning to cook with an electrode is a long and difficult process, then learning to cook with a carbon dioxide semiautomatic device is much faster and easier, since you do not need the ability to ignite and maintain the arc during welding. That is, the qualification of a semi-automatic welder may be lower, but the quality of the weld will be higher.
Summarizing all of the above, it can be convincingly stated that garage welding of a car body is, first of all, electric welding in a shielding gas environment performed by a semi-automatic device.
What can a semi-automatic machine do as welding of a car body and not only ...
Once again, we will repeat about the semiautomatic device more specifically, or rather, about its capabilities. Semi-automatic welding is the basis of car body repair. Just because you have a reliable carbon dioxide semi-automatic, repairing any car will not seem like a gamble. Whether it's an old, leaky and dead "penny", which instead of thresholds has only a rusty fringe, and the driver and passengers every second risk falling out of the cabin through huge holes in the floor, or a pretentious foreign car, flattened by an inattentive blonde in a fatal accident. With the help of a carbon dioxide semi-automatic machine, you will restore any body - weld any patches on any holes, weld in new body parts - fenders, sills, spars, repair inserts, straighten dents that cannot be accessed from the inside, and thereby give the car a new life.
In addition to repair car bodies, a carbon dioxide semi-automatic device will allow you to solve many other important problems:
1. Weld repair garden and household tools
2. Weld water pipes.
3. Make special tools for car repair - for example, a powerful socket wrench for loosening hub nuts
4. Make any metal structures for your garage, for example, shelving from a steel profile.
Technical abbreviations used in welding
MIG- metal - an inert gas (for example, argon). Welding takes place in an inert gas environment that does not interact with the molten metal.
MAG- metal - active gas (carbon dioxide). Welding takes place in a shielding gas that interacts with the molten weld metal. Some explanations: if you cook with a carbon dioxide semi-automatic device, then this means MAG welding. If you are tired of welding with carbon dioxide, and you connected the same semiautomatic device to a cylinder with argon, then this is already MIG welding.
TIG- welding with a non-consumable tungsten electrode in an inert gas (usually argon).
What gases are used for semi-automatic welding of a car body
The main gas used for semi-automatic welding is CO2 (carbon dioxide), also referred to as carbon dioxide, carbonic anhydride.
Carbon dioxide is supplied to the welding zone under pressure, while displacing the usual air environment, which prevents the metal from excessive oxidation. To be completely honest, oxygen is also released from carbon dioxide in this case, but in a much smaller amount than if welding was carried out without it.
Prevention of oxidation allows you to save a larger amount of metal that has not turned into oxides (FeO). As a result, the metal does not burn, but only melts, less slag (oxides) is released.
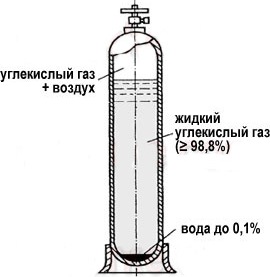
As a rule, carbon dioxide is obtained from carbon dioxide (GOST 8050 - 76), in fact, it is a liquefied gas. Carbon dioxide is stored in special cylinders with a volume of 40 kg, while only 25 kg of carbon dioxide is filled into the cylinder. When evaporating 1 kg of liquid carbon dioxide at 0°C and 760 mm Hg. Art. 506.8 liters of gas are formed, that is, 25 kg of carbon dioxide will amount to 12.67 m3 of gas. But what should be the cylinders for storing carbon dioxide, we will talk further. Carbon dioxide is technical or food. In principle, any is suitable, but in technical terms, the content of water vapor is less, which is completely useless in the area of \u200b\u200bthe parts to be welded.
If instead of carbon dioxide, argon is used as a protective one, then non-ferrous metals can also be welded - stainless steel, aluminum, brass and other alloys and metals. With one obligatory condition that you will be using the correct welding wire – i.e. stainless steel or aluminium. As for welding with a non-consumable electrode (TIG welding), this type of welding requires more skill, and is less convenient for welding. body metal. Although, the quality of welding in this way is unrivaled.
There are options here. You can buy a small-sized imported carbon dioxide cylinder, but it's a little expensive. A more common case is a standard domestic cylinder with a volume of 40 or 25 liters. Carbon dioxide, or rather carbon dioxide in cylinders, is in a liquid state and occupies a little more than half of their volume. The remaining half contains gas in its natural phase - gaseous.
If for you welding is not an accidental episode, but a matter of life, buy a small cylinder, 20 liters per liter. Such a balloon will last for a long time - for a year or even more, while you can drag it alone. And further. This balloon fits easily back seat almost any car.
As for the 45 liter bottle, it certainly works even longer. But it is heavy for operational movement. It is very difficult to drag such a cylinder alone, especially when filled, - you can get stuck. It remains to slowly roll ...
Is it possible to use a conventional gas cylinder for semi-automatic welding
Some people would probably really like to save money by using the usual gas bottle, when carrying out welding works by semi-automatic welding. And if the volume of a conventional gas cylinder is all right, then you can’t say the same about its pressure and connecting thread.
Firstly operating pressure the cylinder for carbon dioxide is about 14.7 MPa (150 atmospheres). In a conventional gas cylinder, the working pressure is only 1.6 MPa (16 atmospheres).
Secondly, the connecting thread on a conventional gas cylinder will not provide a reducer connection high pressure with a cylinder without the use of an adapter.
That is, a conventional gas cylinder cannot be used to store carbon dioxide and cannot be used in semi-automatic welding.
Reducer for semiautomatic welding machine
A reducer for domestic cylinders can be bought in the welding departments of tool stores. The gearbox housing is painted black (like the carbon dioxide cylinder itself), and has a gas pressure regulator at the outlet and a pressure gauge.
The manometer has two scales and shows both the gas pressure at the outlet and its flow rate in liters per minute.
The reducer is attached to the cylinder with a union nut at 32. Do not forget to install a paronite gasket, otherwise the connection will “leak”
An oxygen reducer is also suitable. Such a reducer has two pressure gauges - one shows the pressure directly in the cylinder, and the other at the outlet of the reducer. The gas pressure at the outlet is regulated in the same way as with a carbon dioxide reducer. The main difference is that the body of the oxygen reducer is painted blue.
Welding wire for semi-automatic
The wire must be copper-plated, ours, or imported. Our wire can be called SV08G2S, or SV08G2 (diameter 0.8 mm). Welding will be successful with any wire, as long as it is copper-plated and free of dirt and rust.
In some cases, welding can be carried out with the so-called "flux", or "self-shielded" wire. It is made using powder metallurgy techniques and contains a shielding flux, and therefore does not require the use of a shielding gas.
But such a wire is much more expensive than usual, and welds do not look as beautiful as when welding with ordinary wire in a carbon dioxide environment.
The most common welding wire diameter is 0.8 mm. It can be bought in almost any welding department of any tool and even hardware store. This wire can weld both thin (0.7 - 0.8 mm) and fairly thick metal - 4 mm and thicker.
If you specialize in welding thin (from 0.6 mm) metal, it is more convenient to use a wire with a diameter of 0.6 mm. With the same wire, you can also weld thick metal - from 4 mm and thicker.
By the way, wire with a diameter of 0.6 mm is only imported. In any case, I personally did not come across a domestic wire of such a diameter.
Is it possible to use ordinary wire in a semiautomatic device
As we discussed above, the main job of carbon dioxide is to prevent oxidation. The fact is that the welding wire is also partly involved in this process. When the metal is oxidized, the first components that are involved in the oxidation of the metal are manganese and silicon. In order to keep the useful volume of silicon and manganese in the metal of the structure, these elements are also added to the welding wire. At the same time, silicon and manganese from the wire are oxidized first of all, replacing the metal elements of the structure that we weld. Thereby preserving the volume of metal in the parts to be welded.
That is, using ordinary wire will not give the desired results.
Semiautomatic carbon dioxide welding - examples of semiautomatic devices and basic controls for body welding.
Further in the article, we will touch on the principle of using the semi-automatic welding controls for car body repair in more detail, in the case of do-it-yourself welding of the car body, and also clearly demonstrate all the connections necessary to start welding.

(in the photo semi-automatic - Blue Weld 4.135)
Initially, take a look at the front panel of the semi-automatic. As a rule, there is a switch, a welding current regulator, and a wire feed speed adjustment.
Now let's move on to connecting the high pressure cylinder.

Cylinder and reducer without which high-quality welding work bodies are not possible
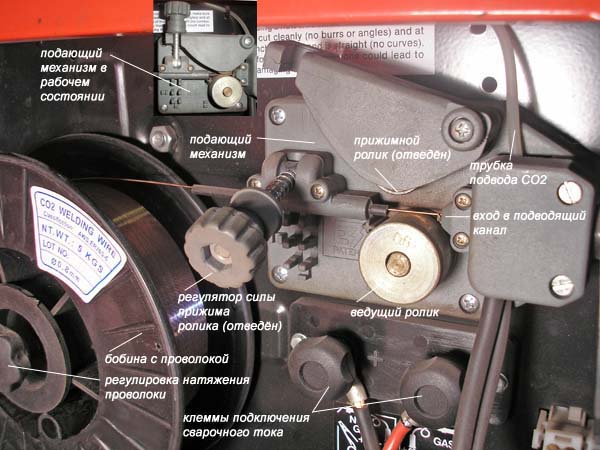
Feeder and reel with wire semiautomatic welding body Panther 132
Second possible variant"filling" the wire into the semi-automatic
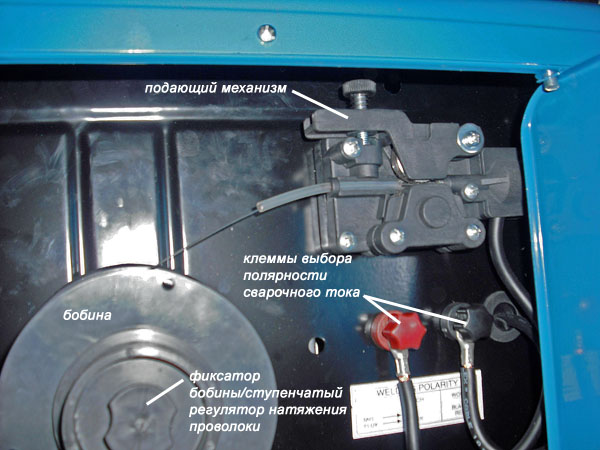
Feeding mechanism and bobbin for body welding Blue Weld 4.135.
Preparing a semi-automatic machine for welding car body parts.
What you need to do before connecting the semi-automatic welding machine.
Before you start arguing about how to properly connect a semiautomatic device, you must conduct a test - a garage network test for load capacity.
Speaking in Russian, you must find out whether the garage network will pull such a load, the current that a semi-automatic welding machine consumes.
The essence of this test is as follows: you must measure the voltage in the garage network, to which a load of 2.5-3 kW is connected, with a tester. It can be an electric stove, an iron, or a combination of both.
If the voltage under load is less than 205 - 210 Volts, then the operation of a conventional semiautomatic device becomes problematic.
If you have an inverter semiautomatic device, then it tolerates low voltage somewhat better.
But if the garage network under load is only 170 - 180 volts, then normal welding is impossible.
This means that you must first resolve the issue with the network, or rather with the current, and then think about the future
About how to prepare a semiautomatic device for work, it is written in the manual for it. But, you may have a second-hand machine purchased from your hands, or you may simply have certain questions, therefore, about preparing for welding the car body further:
1. At the first stage, we “charge” the semiautomatic device with a welding wire. For this you will have to:
a) Remove (or unscrew) the gas nozzle welding torch.
b) Unscrew the copper tip of the welding torch. This is done with a key or pliers.
c) Remove the pressure roller of the feed mechanism.
d) Install the eurobobbin with wire.
e) Set the desired polarity welding current, namely: when welding with flux-cored wire - plus on the clamp, minus - on the burner. In this case, the maximum heat release will be on the wire, which is necessary to activate the flux contained in it. This polarity is called direct.
If you are welding with carbon dioxide with an ordinary wire, then the polarity will be reversed - plus on the burner, minus on the clamp. In this case, the maximum heat release will be on the metal being welded.
Polarity switching is done by rearranging the terminals (see photo).
f) Put the end of the wire into the feed channel by 10 - 20 centimeters with your hands. Do this carefully so that the wire does not “fall off” the spool. The wire must be absolutely flat, without any sharp bends. If there are bends, then bite off the defective end with sharp wire cutters, and only then continue to work.
g) Keeping the wire from “sloughing”, move the pressure roller. Make sure that the wire falls into the groove on the drive roller.
By the way, there can be two grooves - one for a wire with a diameter of 0.6 mm, the other for 0.8 mm. This means that the feed roller must be set so that the wire falls into the "correct" groove.
If there is only one groove on the roller, it means that the roller is universal and there is nothing to worry about.
i) We connect the semiautomatic device to the network, and press the key on the handle of the welding torch. The wire starts to move, and after a while appears at the outlet of the welding torch. To speed up the wire drawing process, you can set top speed wire feed. Usually, for this it is enough to turn the smooth regulator of the welding current value all the way to the right. The feeder begins to squeal loudly and the wire flies out of the feed channel very soon.
By the way, about the key: when you press it, the gas supply first opens, and only the next moment the wire and welding current feed turns on. The gas supply is opened by a gas valve located usually (but not always) in the burner.
j) We put the desired copper tip on the wire, and screw it with a key or pliers. By the way, the tip must have an appropriate hole diameter - either for 0.6 mm wire, or for 0.8 mm, or for another. Usually on the branded tip there is a stamp with the diameter of the wire.
m) Install the gas nozzle.

Burner CO-2 welding semi-automatic
2. At the second stage, we connect carbon dioxide.
For this you will have to:
a) Install the reducer on the carbon dioxide cylinder.
b) Connect the reducer and the semiautomatic device with a hose. Options are also possible here - either your device has a fitting for connecting a hose, or a thin long polypropylene tube comes out of the semi-automatic device.
In the first case, everything is simple - connect both fittings - both on the gearbox and on the apparatus with a rubber, preferably oxygen, hose (inner diameter 6 mm) of the required length. The fitting on the gearbox must have a diameter corresponding to the hose (the fittings are 6, 8 or 12 mm)
Attaching the hose to the fittings - using worm clamps.
In the case of a polypropylene tube, the connection is somewhat different: an adapter is included in the kit of such semi-automatic devices, with which a polypropylene tube can be connected to a rubber hose. And the hose is connected to the gearbox in a known way.
Adjustment of the semi-automatic welding machine during body welding
Before you start working, you must carry out a number of adjustment work:
a) Adjust the tension of the welding wire. This is done with a plastic nut mounted on the bobbin axle. By tightening the nut, you increase the friction between the bobbin and the support it sits on. As a result, during the pulling process, the wire is automatically tensioned in proportion to the friction force you set.
Or in another way, determined by the type of your semi-automatic. One way or another, the tension of the wire should be such that the wire does not “fall off” from the reel, but also does not make it particularly difficult to pull.
b) Adjust the pressing force of the pressure roller in the feed mechanism. The clamping force must be such that the wire is confidently, without slipping between the rollers, fed into the channel at any bends in the supply hose.
But, on the other hand, the wire should not break at the entrance to the supply channel, if for some reason it gets stuck in it.
For example, the wire was welded to the copper tip and “stood up”. If the roller is pressed too hard, then the wire will break in the gap between the roller and the entrance to the inlet channel, and if the pressure is normal, it will begin to slip.
c) Adjust the gas flow. To do this, slowly open the valve 1-2 turns on the gas cylinder. Using the pressure regulator on the reducer, we first set the outlet pressure to about 2 Kg/cm.
Further...
We press the button located on the handle of the welding torch. We press so that the wire remains “standing”, and gas valve opened. You will hear a slight hiss of gas coming out of the gas burner nozzle (you can smell it - it smells of sourness). Although it’s certainly not worth sniffing, since it’s still carbon dioxide, that is, oxygen starvation is possible.
At this time, the gas flow rate (see its value on the pressure gauge on the flow scale) should be 8-10 liters per minute.
If the flow rate is very different from the recommended, correct it.
Please note that the desired parameter is the gas flow rate, and not its pressure.
The gas consumption depends on the welding current. Simple rule: than more current, the higher the consumption. The flow rate of 8-10 liters is optimal when welding metal with a thickness of 0.8 mm. Therefore, finally adjust the gas flow rate based on the specific task.
d) the last and important adjustment is the adjustment of the welding current. But it is better to do it directly in the welding process.
Of course, it is worth noting that for high-quality welding work, practice is needed, with which experience and professionalism in welding body work will come later.
Necessary equipment to ensure the protection of life and health during welding
If you have a welding machine, then you must also have a mask. It will allow you to calmly look at the brightest electric arc and molten metal and control the welding process, as well as protect your face and eyes from harsh ultraviolet radiation (it is emitted by an electric arc), caustic smoke and splashes of molten metal. It is best if it is a "Chameleon" type mask. These masks have a protective electro-optical type filter controlled by photodiodes. That is, a light filter that is transparent under normal conditions at the moment of an arc flash instantly darkens, and your eyes do not have time to pick up “hares”. After the arc is extinguished, the light filter becomes transparent again. In the process of welding, you can change the amount of darkening of the light filter, which allows you to select comfortable working conditions.
Welder's protective mask - plain or "Chameleon"

Protective clothing - a special robe, or at least leggings to protect hands from burns.
After carrying out body repair operations using a welding machine, putty, priming and painting will be required in the future. Additional information on this topic can be found in the article "
The vehicle body is one of its main elements, which carries all other units and devices. In this regard, he needs the most thorough care, as well as the diagnosis of damage and recovery procedures. One of the effective methods of car body repair is welding. This procedure it can be done independently, but for this you need to prepare special equipment.
What welding unit is needed for repair work on the car body?
Most vehicle owners who have never done bodywork on their vehicle before might think that in order to similar works a standard welding machine that is powered by AC power is perfect. We hasten to disappoint you, this device is not suitable for bodywork, as it is designed to work with metal, the thickness of which is more than six millimeters. As a result, on the car body, after working with such a welding machine, there are not neat seams, plus, to some elements of the body, it is almost impossible to get close with the electrode of such a welding machine.

To weld the metal of a vehicle body, which is in most cases less than one millimeter thick, you will need a carbon dioxide welding machine. It is worth noting that this welding device is much easier to learn than an AC welding machine. The essence of welding technology using a carbon dioxide welding machine boils down to the fact that a special wire in automatic mode is served in a place where it is necessary to boil the metal. Note that in some cases, a special tungsten electrode is used instead of a wire, this is due to the fact that it is more durable, since it does not melt under protective gas conditions.

I would also like to note that a carbon dioxide welding machine is used not only in a garage, when repair work on the body are carried out independently, but also in professional car workshops. The thing is that a more accurate and even seam on thin automotive metal cannot be obtained by any other welding machine.
Video. Operation of the welding machine
Also, it is worth noting the fact that if carbon dioxide is replaced with argon in such a welding installation, then it will be possible to cook not only iron, but also non-ferrous metals, which are increasingly used in bodywork.
Recall that in the previous article we told with our own hands. Repairs can be made at garage conditions The main thing is to follow our recommendations.
How to prepare the metal of the vehicle body?
Like any other process associated with a vehicle body, body welding requires mandatory surface preparation. To do this, you need to clean all the places of the body that will be cooked from dirt, oils, rust and any other contaminants, as they can affect the quality of the weld.

The main advantage of semi-automatic welding technology can be called the wire feed, which is the main element of the welding process, in automatic mode. Note that this wire is almost the best option welding of thin sheet metal, as the work takes place on a very high speed which prevents the metal from burning through. After welding, the resulting seam has excellent aesthetic properties, as well as high mechanical characteristics. When welding with carbon dioxide, the consumption of materials is very low, and the metal itself is practically not deformed.

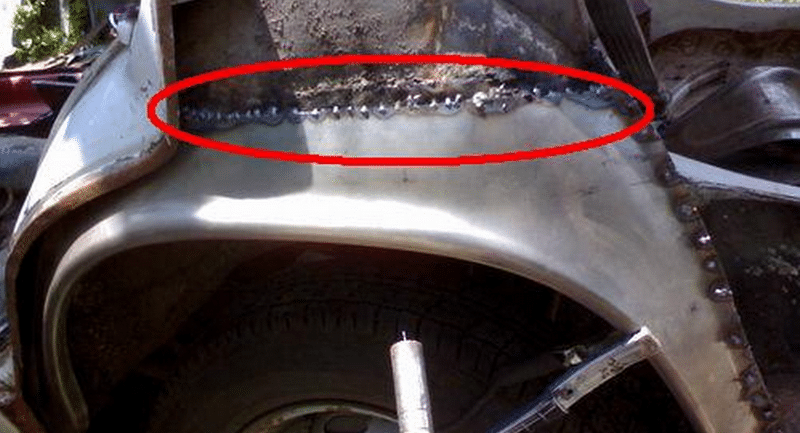
The body can be welded both with an intermittent seam and a solid one. The choice of the type of seam should be made on the basis of how accessible the body elements are, as well as how thick they are.
Video. Body repair by welding
Also, I would like to note that the heat supply to the sheet of metal, as well as electricity and wire must be fed at intervals, and not kept on the surface all the time. The choice of the length of the periods directly depends on how thick the metal is, and also on the basis of how big gap between the elements to be welded together.
First of all, you must check the specifications electrical circuit in your garage, as well as the requirements for it at the carbon dioxide welding machine, if everything matches, then you can proceed to the welding process.
Now, you need to bring the wire ten to twenty centimeters into the feed channel, and install it in standard position pressure roller. As a result, the wire should be in a hollow, which is located on the drive roller.
Then you need to replace the copper tip and gas nozzle, after which you can connect the carbon dioxide welding machine to the mains and start cooking. Further, it all depends on your accuracy.
The car body is an important part of the vehicle, like other components or parts. The hull is at risk, being a buffer in contact with the external environment - an inevitable mechanical impact surrounding objects, other vehicles and objects during traffic accidents is guaranteed to lead to breakages and violation of the shape of the elements of parts and the loss of an external attractive appearance. Do not forget about the aggressive impact environment Moisture, dirt and salt cause corrosion spots and cracks. In all of these cases, body repair of the car is required.
Welding a car body is a laborious process, whether it be arc welding or another. In any case, it requires a high-quality welding machine for body automotive works and highly qualified welder - only this combination guarantees a satisfactory result. The lack of proper experience and a good welding machine does not allow you to achieve an accurate and thin seam. Welding body work should be carried out in a specially equipped room, where there is a connection point to the network with the appropriate frequency, voltage and current parameters, a gas source, etc. Do-it-yourself welding of a car body is possible only in simple cases and for body repair in places where the aesthetics of the seam is not so important.
A professional approach to body processing in an equipped service station allows you to obtain a welding seam with the necessary criteria:
- selected depending on the location of the damage;
- taking into account the characteristics of the metal, the type of welding is selected;
- welding repair method - laser - is selected individually in each case.
Indeed, there is no universal option, the elements of the car after repair are subjected to different effects in strength, and they are made of different materials. Spot welding is used in the vast majority of cases for the repair of fenders, sills, while overlapping will be optimal for elements under high load. If it is necessary to partially replace any part, then it is reasonable to use a butt joint, for example, when patching holes on the bottom of a car.
Timely diagnostics of a car allows you to detect damage at an early stage, which makes it possible to solve the problem without serious financial costs.
What welding to cook the body?
As indicated above, the choice of which welding and what materials are suitable for welding a car body should be handled by professionals, as well as which apparatus to choose to implement the process. The car body is made of low-alloy steels with a small content of titanium or carbon steels with a carbon content in the range of 0.08 - 0.14%, and such steel with an average thickness of about 0.8 mm is excellently stamped, resistant to strong tension. As for the types of welding repairs, the specialist chooses from the following range:
- using a multi-station welding rectifier of the type "VDM 1202" or its analogue with electrodes with a diameter of 1.6 mm, brand UONI 13/45, the position of the seam is lower;
- the body of the car is carried out by a gas burner with an acetylene-oxygen flame and a filler wire with a diameter of 0.8 mm brand Sv-08G2S;
- auto body welding is also in high demand - it will require a carbon dioxide cylinder and a wire with a diameter of 0.8 mm brand Sv-08G2S. However, it is possible to weld semi-automatically and without gas, using flux-cored wire or wire with flux.
Is it possible to weld a car body with a welding inverter?
For body work with high frequency electric current, it is used to weld bumpers, additional frames, rear and front winches, bull bars and even fog lights if the customer wanted to place them on the roof of the vehicle. The basic advantage of welding a car body with an inverter is high speed- The work will be completed as soon as possible. The inverter in the process of creating welds on a vehicle has been actively used since Soviet times, however, only in places of the hull that do not make any claims to the aesthetic appearance. The resulting seams are reliable and durable, but only on metal with a thickness of more than 3 mm. To obtain a high-quality seam with an inverter, it is important to carry out the procedure in a clean room - the ingress of moisture and dust into the case will inevitably affect the quality of the seam.

Semi-automatic body welding
Which device to choose for the repair of the bottom? The semi-automatic welding machine for body work is optimal for patching rust-affected areas of the body. Body welding is carried out using a special wire and deservedly received the title of the most versatile body repair tool today. This method allows you to connect sheets of metal with a thickness of 0.8-6 mm. With regard to the types of work performed using a semi-automatic device, it is important to note the following:
- reliable connections on the spars;
- patches in place of corroding metal;
- restoration of the form by the welding machine in place of ordinary dents.
In addition to connecting the parts during the welding of the parts, the contact point gets rid of oxygen, and the car body gradually melts, but since the semi-automatic welding of the car body takes place under the control of the operator, the iron does not burn out.
Which welding machine is better to choose to create? Of course, this is a semi-automatic welding machine. Indeed, if not standard carbon dioxide is used for the welding process, but argon, then it is possible to weld non-ferrous metals such as aluminum and stainless steel.
Features of welding the car body with an electrode
 allows you to weld, but getting a neat seam requires not only a welding machine for body work, but also experience. In the absence of experience on your own with a welding machine, you can only patch rusted through areas of corrosion on the bottom - you can take any materials to perform such operations, the main thing is that they meet the requirements for thickness and reliability. The rest should be left to the professionals. This option for connecting metal parts is the oldest and most reliable, and at the same time the most versatile. Moreover, this option can be used for any spatial arrangement of the weld, even in places with limited access. A wide choose The range of electrode grades produced makes it possible to weld a wide variety of steels - both carbon steels of ordinary quality and high-quality steels with various contents of alloying elements. In this case, the quality of the weld directly depends on the qualifications of the welder, and in general, productivity is lower compared to other welding technologies, but the relevance of a manual welding machine with electrodes does not decrease due to the simplicity and transportability of such equipment.
allows you to weld, but getting a neat seam requires not only a welding machine for body work, but also experience. In the absence of experience on your own with a welding machine, you can only patch rusted through areas of corrosion on the bottom - you can take any materials to perform such operations, the main thing is that they meet the requirements for thickness and reliability. The rest should be left to the professionals. This option for connecting metal parts is the oldest and most reliable, and at the same time the most versatile. Moreover, this option can be used for any spatial arrangement of the weld, even in places with limited access. A wide choose The range of electrode grades produced makes it possible to weld a wide variety of steels - both carbon steels of ordinary quality and high-quality steels with various contents of alloying elements. In this case, the quality of the weld directly depends on the qualifications of the welder, and in general, productivity is lower compared to other welding technologies, but the relevance of a manual welding machine with electrodes does not decrease due to the simplicity and transportability of such equipment.
For obvious reasons, do-it-yourself welding of a car body is cheaper, but not better, especially if a semi-automatic welding machine for body work leaves much to be desired. Having decided to choose a device for body repair, a qualified specialist will take into account the chemical composition, metal thickness, location of the parts to be welded, so that the condition of the thresholds after welding will please the car owner for more than one year. Indeed, if you have a high-performance welding machine for body work and competent specialists in an equipped room, then it will not take much time to repair the body. So do not save on your car and your own safety - trust your vehicle professionals who have everything you need for auto body work.
When you buy a used car, be especially careful to avoid trouble later on. Pay attention to all the little things. The vast majority of buyers first of all pay attention to how the engine, gearbox and other parts that set the car in motion work. And very few people pay any serious attention to the condition of the car body, but this is also important.
Experienced motorists and specialists know that the body of a car manufactured in the CIS countries has been preserved for 10 years. Next, body repairs, welding, patches on the body are waiting for him - in general, everything that will help preserve the integrity of the car. For cars manufactured in Europe, the USA or Japan, this period is extended to 15 years: it all depends on the metal from which the body is made.
When a period of 10 or 15 years passes, the car needs to be repaired. Car body repair is an alternative to a complete body replacement, because not everyone has the money for it. Welding body work will help you in the absence Money on complete replacement body. You can do them in places where corrosion is likely to damage the body of the machine. Everyone knows that the lower part of the car is most at risk.
Despite the fact that all owners take care of their cars in different ways, corrosion appears in everyone at about the same time. In places where water lingers the longest, you can notice traces of corrosion to one degree or another. Let's name these places:
- fenders and sills;
- the front of the car;
- trunk.
The sills and fenders are the most affected environment, because when driving on a wet road, this is where dirt accumulates. At the front, the floor becomes fragile due to corrosion under the feet of the driver and front passenger. As for the trunk, the space under the spare tire is usually subject to corrosion in it: often, after changing the wheel, the driver does not wipe the tire, so the water that gets into the trunk slowly starts to do its job.
So, if your car has already been attacked by rust, you need to weld the parts of the car body in which it happened. You can take the car to the MOT station, but it is cheaper and faster to do the repairs yourself.
How best to weld
Traditionally, welding takes place using electrodes. This is the fastest and easiest way to weld. However, in the case of car body repairs, it is undesirable to use it. This is due to the fact that during electrode welding a very rough seam is obtained, which makes appearance car completely unaesthetic.

In addition, the devices required for electrode welding take up quite a lot of space. This will make it difficult to weld in hard-to-reach places. It is important to remember that welding must meet safety standards. Therefore, electrode welding is rarely used, for example, in cases where it is necessary to weld a body frame that has burst from the load.
Thus, modern welders often use an inverter or semi-automatic for body work.
Both welding methods have their pros and cons. If you want to weld yourself, you must have special work skills, be sure to also follow safety precautions. Think about how well equipped your workplace is.
Surely you will work in your garage, so organize the space properly, buy everything the right tools so as not to be distracted while working. It is also important how well the room is lit. For this job, you'd better bring an assistant, because it's quite difficult to cook the body alone.
Advantages of semi-automatic carbon dioxide welding
If you take a look domestic auto industry, one can note the terrible quality of the body of VAZ 2101, 2106, 2107, 2108 and 2109 cars. Cars manufactured before 1994 fall into the greatest risk group. The fact is that before this year, in principle, the primer was not applied, but simply painted metal.
Now it seems wild, but then, probably, there was a lack of soil. Now, of course, all such models have already been repainted and primed. If you come across such a body, then use a carbon dioxide semiautomatic device to repair the car body.

Welding work in this case is carried out using a wire. This is an affordable and fairly versatile welding. If the thickness of the metal ranges from 6 to 0.8 mm, the device will cope with it. With the help of a semiautomatic device, the following work is usually performed:
- Welding of thresholds and spars;
- Strengthening patches;
- Correction of dents.
The device works on the principle of supplying carbon dioxide under pressure. In this case, the air is knocked out of the welding zone, and the metal is not oxidized. This allows the metal not to burn out from the temperature, but to melt, thus firmly grasping the parts.
The unit is universal, it can be used with different metal alloys. If you change carbon dioxide to argon, you can also weld non-ferrous metals such as aluminum or stainless steel .
Welders advise working like this: apply small stitches - up to 2 centimeters every 5 centimeters of the seam. After that, the welds must be treated with a primer. Do not spare the primer in the area of the pallet, in the rear of the car and in the places where the pillars are attached.
Inverter welding
For several decades, the citizens of the former Soviet Union the UAZ 469 car model is very popular. It is great for off-road and extreme conditions operation.
Unlike many Soviet cars, 469th has a very strong body. However, even such a mastodon is exposed to corrosion over time. In the workshops, you can often see UAZs in which the body part is changed or reinforced with frames.
Independent body repair of such a car can be done using an inverter. The essence of the functioning of this unit is that it uses high-frequency current.
Its main advantages are small size and very fast welding. The inverter, in addition, has many modes of operation. Despite this, even a beginner can master working with it. However, it was not without drawbacks:
- high price;
- the inability to weld metal thicker than 3 mm;
- often fails due to dust.
It is important not to be stingy and buy not the cheapest device. An inexpensive inverter will fail faster.
Do-it-yourself welding work on the body
It is not easy for beginners to carry out body welding on their own, in addition, it is required to skillfully handle welding machines, you need to skillfully localize problem areas that need to be corrected during welding. At the same time, the repair of the hull can be conditionally divided into local and major repairs.
The full one is characterized by the replacement of a significant part of the car body, and the local one, in turn, costs only the treatment of rust pockets on the body. If a person has practiced several times local repair, over time, holding capital for him will not be a problem.
If the process of corrosion of the body occurs in a place that is invisible to a cursory review, for example, on the body, then any metal can be used as a patch, as long as it matches the millimeter and quality. Well, if corrosion is located outside, then be sure to use the type of metal from which the body part is made.
Try to make the seam as inconspicuous as possible. Straighten it if necessary.
If you notice that corrosion has affected a small area, it is possible to do without welding the case. You will need, however, special mixtures based on epoxy and fiberglass. They are applied to the site of damage, previously cleaned, and the body looks like new again, without losing strength. To increase the reliability of such a patch, reinforce the edges from the inside of the crack.
Therefore, to protect the body from corrosion, monitor its condition very closely. Every time after washing the machine, wipe it clean and dry with a dry cloth. Be sure to remove dirt from the thresholds and the bottom, this is especially important in spring and autumn, when it is cold. The better you take care of the condition of the body, the longer your car will last.
Welding steps
The last thing we will consider is the welding stages themselves with a semi-automatic device:
- Charge the device with wire;
- Adjust the required current polarity. If you have fluxed wire, put a minus on the torch and a plus on the clamp. If it is an ordinary wire, then the order is reversed;
- Connect the carbon oxygen supply hose by connecting the cylinder to the inverter using a reducer;
- Connect the semiautomatic device to the power supply and hold the lever on the burner. Watch how the gas goes, then the supply of electricity and wire will turn on;
- Pass the wire through the copper tip and install the gas nozzle;
- Start welding as we recommended above.
The rules for body repair for argon arc welding are similar, the only difference is in the gas burned.
If you need to weld on the bottom of the car, be aware that in addition to the need to ensure smooth welds, you must also ensure the correct temperature regime. The patch on the bottom should usually be no thicker than two millimeters.
Position the metal on the hole evenly. Use the help for exact location. Once you've welded the patch, file down the edges and apply primer. If the bottom is bent at the same time, treat it with a mallet. Remember that domestic cars the bottom is the most weakness, and its condition must be constantly checked in the pit.
By reading this article, you have learned a few things about welding. Take advantage of our tips, and you will weld the body of your car well. Do not forget that you must use protective equipment if you do not want the welding to end badly.
Mechanical damage body elements car often lead to cracks and breaks. If this defect is ignored, the problem will be aggravated - the noise level will increase and the likelihood of the final failure of the component will increase. To restore integrity, it is necessary to choose correctly which welding is best for welding the car body.
Features of welding body elements
Most of the hinged protective elements of the machine have a relatively small thickness - 0.8-1 mm. The exception is the power parts, thresholds, spars, cross beam - up to 2 mm. This difference explains the difficulty of applying the same type of welding to restore the integrity of the car body. Therefore, it is necessary to analyze the damage and determine optimal performance future seam.
You also need to consider the following points:
- The nature of the damage is point, in the form of a crack or rupture. Determines the dimensions of the weld.
- The location of the defect. It affects the convenience of work and, accordingly, the choice of welding method.
- The need to use a "patch". Actual in case of global damage to the body.
Having determined the degree of damage, taking into account the above factors, you can proceed to the choice of welding machine. If available model does not meet the minimum technological requirements for the work - it is recommended to contact a professional car service.
Carbon dioxide semi-automatic
The best option for restoring the integrity of the body. The principle of operation of a carbon dioxide semiautomatic device is that the seam is formed using a special wire heated by a gas nozzle. Additive supply - in semi-automatic or automatic mode. The presence of gas in the treatment area eliminates the negative impact of the air environment.

To perform the work, you must follow these recommendations:
- Semiautomatic pre-setting. The mode depends on the thickness of the metal, its type (alloy), wire grade, width and depth of the seam.
- If the welding experience is small, you need to make several test seams on sheets with characteristics similar to body components.
- Maintaining speed. The hot wire should fill the seam evenly.
- After carrying out the work, we remove the scale and check the integrity of the structure.
This technique is relevant for the formation of sealed seams. With the help of a carbon dioxide semi-automatic device, both point and seam joints can be made. When changing the gas mixture to argon, and using a different type of wire, it becomes possible to weld non-ferrous metals.
How to weld a body with an inverter
The use of an inverter welding machine to restore the integrity of body elements is not recommended. But in some cases, this is the only way to repair. The disadvantage of this method is the high probability of through-burning of the metal, splashing of the additive, which can lead to damage to the paint layer.

Features of body welding with an inverter:
- Work on the minimum values of welding current. Error - the appearance of through holes in the metal.
- To reduce the heating of the steel sheet, it is recommended to reverse the polarity. A terminal with a negative charge is connected to the metal, a positive one to the electrode.
- Using a clamp if "patches" are installed on the body. It will provide a tight grip.
- The choice of welding direction - the molten metal must evenly fill the seam, which is difficult in a vertical or overhead position.
For operation, it is necessary to ensure a stable voltage in the network. This is done using special devices. Alternative - this function is in the inverter. ABOUT .

Spot welding machine
If the tightness of the seam is not the main task, you can use spot welding machines. But due to the specifics of the application, they are not very common, like the models described above. The electrodes are located on both sides of the sheet, after the current is applied, the material is melted and welded.

- impossible to work in hard-to-reach places;
- it is not advisable to purchase a spot welding machine for home use;
- high current is required.
This option is relevant if the damage to the body is on the edge and there is a welding machine available.
Regardless of the chosen method of eliminating the defect, it is necessary to ensure the safety of the work. Be sure to use a mask welder, gloves.