Melitopol Professional Lyceum
Welding
on the topic of:
Completed:
Student group TU-6
Checked:
Ivanov O.K.
Melitopol - 2014
Introduction
Methods for making welds along the length and section
Butt welding
Fillet Welding
Thick metal welding
Sheet metal welding
Construction materials: building bricks and small wall blocks
building brick
small wall blocks
Requirements for heating systems
Conclusion
List of used literature
Introduction
Currently, working professions are in demand in all industries. With the development of the state economy, the demand for highly qualified specialists (welders, builders, assemblers, etc.) is increasing. The constant introduction of new technologies, the increase in the volume of work, the expansion of the material base requires increased attention to the training, retraining, and advanced training of specialists in these professions.
Metal welding is a technological process for obtaining a permanent connection by establishing interatomic or intermolecular bonds or diffusion. It is used to join homogeneous and dissimilar metals and their alloys, metals with some non-metallic materials (ceramics, glass, etc.), as well as plastics. Welding is a cost-effective, high-performance and largely mechanized process. It is widely used in almost all branches of mechanical engineering and the construction industry, in shipbuilding in the manufacture of all-welded ship hulls.
All buildings and engineering structures are built from a variety of materials. building materials, therefore, their correct choice, the ability to assess their quality and degree of preservation and ensure normal conditions operation of structures made of these materials - all this is necessary for builders of any specialty.
It is difficult to name a branch of the national economy in which thermal energy would not be used. Ensuring normal microclimatic conditions in the premises of residential, public buildings and industrial buildings, ensuring the normal course of technological processes in industry, ensuring the cleanliness of the atmosphere in rooms and workplaces is far from complete list aspects of various activities and human life that require the use of thermal energy. Therefore, the issues of developing heat and gas supply and ventilation technology are so acute.
Graduate work consists of introduction, three parts, conclusion and bibliography. In the first part, we will consider methods for making welds along the length and section, namely the technique of welding butt and fillet welds, the technique of welding thick metal and thin sheet metal in various spatial positions. In the second - types of building materials - building bricks and small wall blocks (appointment, dimensions, types of masonry, mortars). The third part is devoted to the requirements for heating systems.
Methods for making welds along the length and section
Welding in various spatial positions
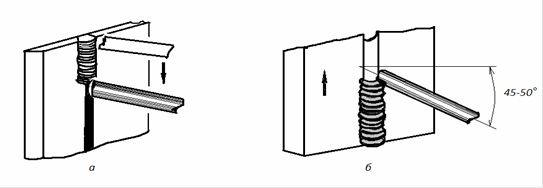
Welding begins with the ignition of the welding arc, which occurs when the end of the electrode touches the product for a short time. Due to current flow short circuit- by the "butt" method or sliding movement of the end of the electrode with a short touch of the product - by the "match" method (Fig. 1). When the arc breaks, it is re-ignited in front of the crater on the base metal with a return to the deposited metal to bring the contaminants accumulated in the crater to the surface. After that, welding is carried out in the right direction.
Rice. 1 Ignition of the welding arc: a - by briefly touching the electrode to the surface of the product; b - by striking the end of the electrode on the surface of the product.
The use of one or another method of ignition of the arc depends on the welding conditions and on the skill of the welder. The arc is moved in such a way that the penetration of the welded edges is ensured and the required quality of the deposited metal is obtained at good formation seam. This is achieved by maintaining the arc of constant length and moving the end of the electrode accordingly (Fig. 2). In manual welding, the arc length, depending on the brand and diameter of the electrode, welding conditions, is 0.5-1.2 of the electrode diameter. A large increase in the arc leads to a decrease in the depth of penetration, a deterioration in the quality of the seam, an increase in spatter, and sometimes to pore formation; a significant decrease - to the deterioration of the formation and short circuit.
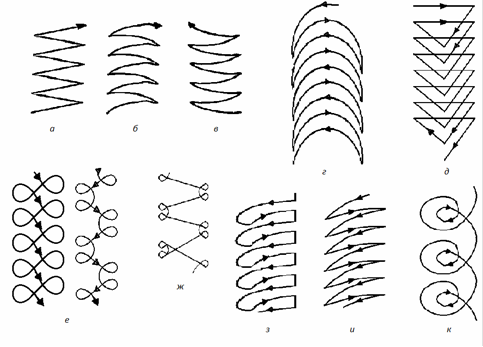
Rice. 2. The main types of the trajectory of the transverse movements of the working end of the electrode
In the absence of transverse oscillatory movements of the end of the electrode, the width of the roller is 0.8-1.5 d of the electrode. Such seams (or rollers) are called narrow, or thread. They are used for welding. thin metal and when applying the first layer in a multilayer seam. Obtaining medium seams (or rollers), the width of which is usually not more than 2-4 d of the electrode, is possible due to oscillatory movements of the end of the electrode. The main variants of oscillatory movements of the end of the electrode are shown in Figure 2. Movements that do not contribute to enhanced heating of both welded edges are shown in Figure 2. 2, in-g; contributing to enhanced heating of one edge - in fig. 2, s-i; contributing to the heating of the weld root - in fig. 2, k.
Welding should be strived to be performed in the lower position, since this creates the most favorable conditions for obtaining seams good quality. In this position, the molten metal is transferred to the weld pool, which occupies a horizontal position, in the direction of gravity. Moreover, welding in the lower position is more convenient and easier to observe the process.
Exist various ways welding seams along the length and section. Their choice depends on the length of the seam and the thickness of the metal to be welded. It is conventionally accepted to call seams up to 250 mm long short, 250-1000 mm - medium, more than 1000 mm - long.
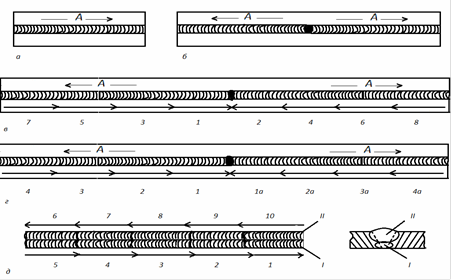
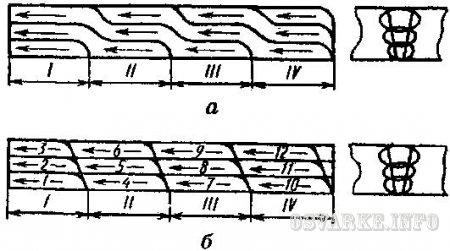
Rice. 3. Welding seams of various lengths: a - short seam; b - middle seam; in-d - long seams; I, II - seam layers; 1-10 - the order and direction of welding sections of the seam; A - general direction of welding
Short seams are welded to the passage, i.e., with the welding direction unchanged, from one end of the seam to the other (Fig. 3, a); seams of medium length - from the middle of the connection to the ends (Fig. 3, b); long seams - by reverse-step welding, in which the weld is made following one after the other sections in the direction opposite to the increment of the seam (Fig. 3, c). The length of the step (section) is taken in the range of 100-350 mm, with shorter steps prescribed for welding thin metal and longer ones for welding thick metal.
Reverse-step welding is carried out mainly in the general direction A from the middle to the ends and can be performed by one or two welders (Fig. 3, d, sections 1 and 1a, 2 and 2a, etc.).
For multilayer welds (Fig. 3, e), reverse-step welding is also used, while adjacent sections of the overlying layers are performed in the direction opposite to welding of the underlying welds. The ends of the seams of adjacent sections should be offset relative to each other by 25-30 mm.
Welding seams in a position other than the bottom has a number of features.
When welding in a vertical position, the metal is transferred into the weld pool perpendicular to gravity. Therefore, welding with coated electrodes should be carried out with the shortest possible arc. In this case, the diameter of the electrodes should be no more than 4-5 mm, and the current is 15-20% lower than the current values when welding in the lower position. When the electrode metal passes into the weld pool, the amount of liquid metal in it increases and, under the action of gravity, the metal can leak out. Therefore, the electrode must be quickly moved aside so that the metal hardens. I weld vertical seams from top to bottom (Fig. 4 a) or from bottom to top (Fig. 4 b).
Rice. Fig. 4. Scheme of welding of vertical seams: a - from top to bottom; b - from bottom to top
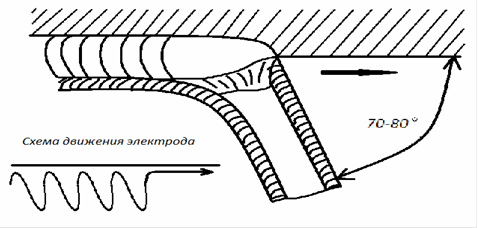
More convenient is welding from the bottom up, when the arc is ignited at the lowest point, where a platform for solidified metal is formed, on which the next drops of molten metal are held. It is much more difficult to weld from top to bottom than from bottom to top. Usually this method is used for welding thin metal. At the beginning of welding, the electrode is placed perpendicular to the surface and the arc is excited in top point seam. After the appearance of a noticeable drop of liquid metal on the surface to be welded, the electrode is tilted down at an angle of 10-15˚, and the arc is directed to the molten metal. Horizontal seams are more difficult to weld than vertical ones, therefore they are performed by welders of higher qualification. So that the molten metal cannot drain, the edges on the bottom sheet are not beveled, and welding is started at the edge of the bottom sheet, then the weld root is welded and the arc is transferred to the edge of the top sheet (Fig. 5). When applying the upper broadened rollers, the transverse oscillations of the end of the electrode are performed at an angle of 45˚ to the axis of the seam. Welding is carried out with electrodes of the same diameters and in the same modes as welding of vertical seams.
According to the technique of execution, welding of ceiling seams is the most difficult. IN this case gravity prevents the transfer of drops of electrode metal into the weld pool and they tend to flow down. It is possible to overcome the force of gravity and keep the molten metal from flowing out with a small volume of the weld pool. To do this, welding is carried out with electrodes with a diameter of not more than 4 mm at a current strength of 20-25% less than when welding in the lower position with a short arc and narrow beads. The arc should be as short as possible for the transition of electrode metal drops to the weld metal (Fig. 6).
Rice. 6. Ceiling seam welding
Butt welding
Butt joints without beveled edges are welded with a broadened seam on one or both sides of the joint.
Butt joints with grooved edges are made single-layer (single-pass) or multi-layer (multi-pass), depending on the thickness of the metal and the shape of the edge preparation (Fig. 7).
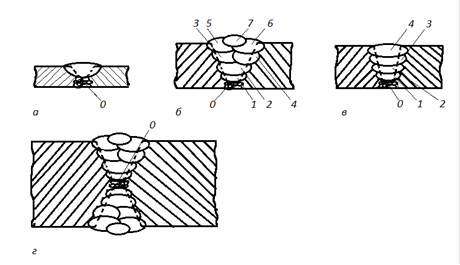
Rice. 7. Welding of butt welds: a-d - cross-sectional shapes of the welds; 1-7 - the order of execution of the layers of the seam; 0 - welding seam
Table 1 Number of layers in welding of butt and fillet welds
Welding of multilayer seams is started by carefully welding the root of the seam with an electrode with a diameter of not more than 4 mm, and subsequent seams are guided with broadened rollers using electrodes of a larger diameter.
In critical structures, the root of the seam is removed by cutting, a chisel or a gas cutter for surface cutting, and then a backing seam is applied.
Fillet Welding
Best Results when welding fillet welds, they are provided when the planes of the elements to be joined are installed in the “boat” position (Fig. 8, a), i.e. at an angle of 45 to the horizontal. At the same time, good penetration of the corner and walls of the elements is achieved without the danger of undercutting or lack of penetration, and it also creates the possibility of surfacing welds of a larger cross section in one pass. However, it is not always possible to set the elements to be connected to the “boat” position.
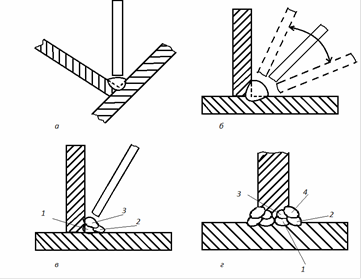
Rice. 8. Welding of fillet welds: a-d - cross-sectional shapes and position of parts during welding; 1-4 - the order of execution of the layers of the seam
In some cases, the connected elements occupy a different (Fig. 8, b-d) position in space. Welding of such fillet welds is accompanied by additional difficulties, since lack of fusion at the top of the joint angle or horizontal wall, as well as undercutting of the wall of the vertical element, is possible. In these cases, the legs of a single-layer fillet weld should not exceed 8 mm. Seams with legs over 8 mm are performed in two or more layers.
Fillet welds of a tee joint with two symmetrical bevels of one edge are welded in one layer or in several layers, depending on the thickness of the metal being welded.
The technology for welding fillet welds in vertical and overhead positions does not differ significantly from welding butt welds with beveled edges. To ensure the necessary penetration of the corner top, the first layer is made with electrodes with a diameter of 3-4 mm.
When welding fillet welds of lap joints, excessive penetration (undercutting) of the edge of the upper element and metal influx (in case of insufficient fusion) on the plane of the lower element should not be allowed.
Methods for making welds along the length and section
It is very important for a welder to master the skill of striking an arc. The arc is ignited by briefly touching the end of the electrode to the workpiece or by striking the end of the electrode against the metal surface.
The arc is “guided” in such a way that the edges of the parts to be welded are melted with the formation of the required amount of deposited metal and a given weld shape.
There are various ways to make seams along the length and section. The choice of method for making seams is determined by the length of the seam and the thickness of the metal to be welded. Conventionally, seams up to 250 mm long are considered short, 250-1000 mm long - medium, and more than 1000 mm - long.
Short seams along the length are usually welded "on the pass". Seams of medium length are welded from the middle to the edges or in the reverse step way. Long seams of single-pass butt joints and the first pass of multi-pass welds are welded from the middle to the ends in a reverse step way, and in joints with fillet welds also from the middle to the ends in a reverse step way.
Back step welding is the most effective method reduction of residual stresses and deformations.
The previous seam cools down to a temperature of 200-300 degrees. During cooling, simultaneously with a decrease in the width of the seam, the initially expanded gap also decreases, which is why residual deformations become minimal.
When welding butt or fillet welds of large cross section, the weld is made in several layers. Moreover, each layer of the middle and upper part of the seam can be performed both in one pass and in 2 or more passes.
From the point of view of reducing residual deformations, welding in one pass is preferable. If the width of the seam reaches 14-16 mm, then the multi-pass method of seam welding is more often used.
When welding metal of great thickness - more than 15 mm, the execution of each layer "per pass" is undesirable. This method leads to significant deformations and the formation of cracks in the first layers, since the first layer has time to cool. To prevent the formation of cracks, the filling of the grooves in manual arc welding should be done in a cascade or "slide" method. In this case, each subsequent layer is superimposed on the previous layer that has not yet had time to cool down, which makes it possible to reduce welding stresses and deformations.
With the cascade method of filling the seam, the entire seam is divided into short sections of 200 mm, and each section is welded using this method. Upon completion of welding of the first layer of the first section, without stopping, the first one is continued in the adjacent section. In this case, each subsequent layer is superimposed on the metal of the previous layer that has not had time to cool.
Welding "slide" is a kind of cascade method and is carried out by two welders at the same time, from the middle to the edges. Both of these methods of making a seam are reverse-step welding not only along the length, but also along the cross section of the seam.
Before proceeding with welding, it is necessary to familiarize yourself with the technical documentation. The manufacturing process of any design is presented in technological maps Oh. In addition to technological maps to technological process drawings of the product are attached: general view and detailing with the necessary explanations and specifications. On general view designations of welded seams are specified.
In manual arc welding of low-carbon steels, depending on the strength characteristics of the metal, electrodes with a rutile coating of types E42 and E46, for example, ANO-6, ANO-4, etc. are widely used. Electrodes with a basic coating of types E42A and E46A are used for welding critical steel structures. For example, UONI-13/45, SM-11, E-138/45N, etc.
Question 1. The device and purpose of the welding transformer.
For arc welding use both variable and constant welding current. Welding transformers are used as a source of alternating welding current, and welding rectifiers and welding converters are used as a direct source.
The power source of the welding arc - welding transformer - is designated as follows:
TDM-317, where:
T - transformer;
D - for arc welding;
M - mechanical regulation;
31 - rated current 310 A;
7 - model.
The welding transformer is used to lower the mains voltage from 220 or 380 V to a safe one, but sufficient for easy ignition and stable burning of an electric arc (no more than 80 V), as well as to adjust the strength of the welding current.
The transformer (Fig. 22) has a steel core (magnetic circuit) and two insulated windings. The winding connected to the network is called primary, and the winding connected to the electrode holder and the workpiece to be welded is called secondary. For reliable arc ignition, the secondary voltage of welding transformers must be at least 60-65 V; voltage during manual welding usually does not exceed 20-30 V.
8 of the lower part of the core 1 is the primary winding 3, consisting of two coils located on two rods. The coils of the primary winding are fixed motionless. Secondary winding 2, also consisting of two coils, is located at a considerable distance from the primary. The coils of both the primary and secondary windings are connected in parallel. The secondary winding is movable and can move along the core with the help of the screw 4 with which it is connected, and the handle 5 located on the cover of the transformer casing.
The welding current is regulated by changing the distance between the primary and secondary windings. When the handle 5 is rotated clockwise, the secondary winding approaches the primary, the leakage magnetic flux and inductive reactance decrease, the welding current increases. When the handle is rotated counterclockwise, the secondary winding moves away from the primary, the leakage magnetic flux increases (inductive resistance increases) and the welding current decreases. Limits of regulation of welding current - 65-460 A. Serial connection of the coils of the primary and secondary windings allows to obtain small welding currents with regulation limits of 40-180 A. The current ranges are switched by the handle brought to the cover.
Rice. 22. Welding transformer:
A - appearance; b - welding current control circuit
The properties of a power source are determined by its external characteristic, which represents the curve of the relationship between the current (I) in the circuit and the voltage (U) at the terminals of the power source.
The power supply may have external characteristic: rising, hard, falling.
The power source for manual arc welding has a falling current-voltage characteristic.
Voltage idle move power source - voltage at the output terminals with an open welding circuit.
Rated welding current and voltage - the current and voltage for which a normally operating source is designed.
Question 2. Ways to fill the seam along the section.
According to the method of filling along the section of the seams:
single-pass, single-layer (Fig. 23, a);
multi-pass multilayer (Fig. 23, b);
multilayer (Fig. 23, c).

Rice. 23. Welds for filling the section of the seam
If the number of layers is equal to the number of arc passes, then such a seam is called multilayer.
If some of the layers are performed in several passes, then the seam multipass.
Multi-layer seams are more often used in butt joints, multi-pass - in corner and tee.
For more uniform heating of the weld metal along its entire length, the welds are performed:
double layer;
cascade;
blocks;
slide.
All these methods are based on the principle of reverse-step welding.
The essence of the double layer method lies in the fact that the second layer is applied over the uncooled first one after removal of welding slag: welding over a length of 200-400 mm is carried out in opposite directions. This prevents the appearance of hot cracks in the seam when welding metal with a thickness of 15-20 mm, which has significant rigidity.
With a thickness of steel sheets of 20-25 mm or more, welding is used to prevent cracks:
cascade;
blocks;
cross slide.
The filling of a multilayer seam for welding with a slide and a cascade is carried out over the entire welded thickness at a certain step length. The length of the step is selected so that the metal at the root of the weld has a temperature of at least 200°C during the entire thickness of the weld. In this case, the metal has high ductility, and cracks do not form. The length of the step in cascade welding is 200-400 mm (Fig. 24, a).
When welding in blocks, a multilayer seam is welded in separate steps, the gaps between them are filled with layers throughout the entire thickness (Fig. 24, b).
When joining parts made of steels hardened during welding, it is recommended to use block welding. From non-hardening (low-carbon) steels, it is better to perform cascade welding.
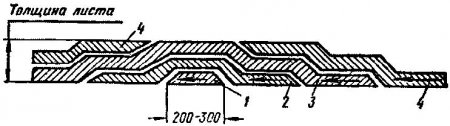
Rice. 24. Filling the seam along the section:
a - cascade; b - blocks
Rice. 25. Welding slide
Thus, welding (filling the groove) is performed on both sides of the central slide with short seams. The cascade method is a variation of the slide method.
When welding by the slide method (Fig. 25), the first layer is applied in a section of 200-300 mm, after cleaning it from slag, a second layer is applied to it, 2 times longer than the first. Then, stepping back from the beginning of the second layer by 200-300 mm, the third layer is deposited, etc.
3. Task. Explain the effect of sulfur and phosphorus on the quality of the weld.
Sulfur and phosphorus are harmful impurities in steel and cast iron. Their excess amount causes cracks in the weld. Sulfur causes cracks in the hot state of the seam (the phenomenon of red brittleness), phosphorus - in the cold state (the phenomenon of cold brittleness).
For a novice welder, it is very important to master the skill of striking an arc. The arc is ignited by briefly touching the end of the electrode to the workpiece or by striking the end of the electrode against the metal surface (Fig. 64). The arc is “guided” in such a way that the edges of the parts to be welded are melted with the formation of the required amount of deposited metal and a given weld shape. The main, most widely used methods of moving the end of the electrode during RDS are shown in fig. 65. There are various ways to make seams along the length and section. The choice of method for making seams is determined by the length of the seam and the thickness of the metal to be welded. Conventionally, seams up to 250 mm long are considered short, 250-1,000 mm long are medium, and more than 1,000 mm are long (Fig. 66).
Rice. 66. Methods for making a seam: a - welding of seams "on the pass"; b - welding of seams of medium length; in - welding of seams in the reverse step way; g, e - welding of long seams
Short seams along the length are usually welded “on the pass” (Fig. 66,
|
Rice. 68. Scheme of filling the grooves with RDS of metal of great thickness: a - cascade method; b - method of filling the cut with a "slide" With the cascade method of filling the seam, the entire seam is divided into short sections of 200 mm, and each section is welded using this method. Upon completion of welding of the first layer of the first section, without stopping, the execution of the first layer in the adjacent section is continued. In this case, each subsequent layer is superimposed on the metal of the previous layer that has not had time to cool. Welding "slide" is a kind of cascade method and is carried out by two welders at the same time, from the middle to the edges. Both of these methods of making a seam are reverse-step welding not only along the length, but also along the cross section of the seam. Before welding, you must |
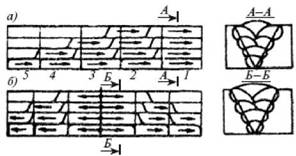
A). Seams of medium length are welded from the middle to the edges (Fig. 66, b) or in the reverse step way (Fig. 66, c). Long seams of single-pass butt joints and the first pass of multi-pass welds are welded from the middle to the ends in a reverse step way (Fig. 66, d), and in joints with fillet welds, also from the middle to the ends in a reverse step way (Fig. 66, e). Reverse step welding is the most effective method for reducing residual stresses and deformations. The previous seam cools down to a temperature of 200-300 °C. During cooling, simultaneously with a decrease in the width of the seam, the initially expanded gap also decreases, which is why residual deformations become minimal. With butt or fillet welds of large cross section, the seam is made in several layers (Fig. 67). Moreover, each layer of the middle and upper parts of the seam can be performed both in one pass (Fig. 67, a), and in two or more passes (Fig. 67, b). From the point of view of reducing residual deformations, welding in one pass is preferable. If the width of the seam reaches 14-16 mm, then the multi-pass method of seam welding is more often used. When welding thick metal (> 15 mm), the execution of each layer "per pass" is undesirable. This method leads to significant deformations and the formation of cracks in
the first layers, as the first layer has time to cool. To prevent the formation of cracks, the filling of the grooves during RDS should be carried out by the cascade method or "slide". In this case, each subsequent layer is superimposed on the previous layer that has not yet had time to cool down, which makes it possible to reduce welding stresses and deformations. The schemes for filling the grooves by the cascade method and the “slide” are shown in fig. 68, a, b.
read the technical documentation. The manufacturing process of any design is presented in technological maps. In addition to technological maps, product drawings are attached to the technological process: a general view and detailing with the necessary explanations and technical specifications. The general view indicates the designations of welds. For RDS of low-carbon steels, depending on the strength characteristics of the metal, electrodes with a rutile coating of types E42 and E46, for example, ANO-6, ANO-4, etc. are widely used. For welding critical steel structures, electrodes with a basic coating of types E42A and E46A are used, for example: UONI-13 /45, SM-11, E-138/45N, etc.
To prevent fires, the following fire prevention measures must be observed. Constantly monitor the availability and good condition of fire fighting equipment (fire extinguishers, dry sand boxes, shovels, fire hoses, asbestos blankets, etc.). …
Ways to fill the seam along the length and section.
Seams along the length and section are performed on the passage and back in a stepped way. The essence of the welding method for the passage is that the seam is made to the end in one direction. The reverse stepwise method consists in the fact that the long seam intended for execution is divided into relatively short steps.
According to the method of filling the seams along the section, single-pass, single-layer seams, multi-pass and multi-layer seams are distinguished. If the number of layers is equal to the number of arc passes, then such a seam is called multilayer.
Multi-layer seams are more often used in butt joints, multi-pass - in corner and tee. For more uniform heating of the weld metal along its entire length, it is performed in a double layer, sections, cascade and blocks, and all these methods are based on the principle of back-stage welding.
Seam end.
At the end of the weld, it is impossible to immediately break the arc and leave a crater on the surface of the weld metal.
A crater can cause cracks in the joint due to the presence of impurities, primarily sulfur and phosphorus. When welding mild steel, the crater is filled with electrode metal or brought to the side on the base metal.
When welding steel prone to the formation of hardening microstructures, the removal of the crater to the side is unacceptable due to the possibility of cracking.
The best way to finish the seam is to fill the crater with metal as a result of the termination forward movement electrodes into the arc and slowly lengthening the arc until it breaks.
10. Deformation prevention.
Deformation is a change in the shape and size of the product under the influence of internal and external forces. Deformations can be elastic and plastic.
They are subdivided into tensile, compression, torsion, bending, and shear deformations. Deformations during welding occur with uneven heating and cooling of the metal. Deformation is reduced by constructive and technological methods.
Constructive - reducing the number of welds and their sections, which reduces the amount of heat input. There is a direct relationship between the amount of heat and deformation.
Technological method - application power processing of the metal of the welded product in the process of its welding.
Types of applied forces:
1) An external static or pulsating force applied to the weld-assembled workpiece
2) Local forging and rolling of the weld metal, heat-affected metal.
Deformations are expressed in a change in the shape and dimensions of the part compared to those planned before cutting.
Ways to deal with deformations during oxygen cutting:
Rational cutting technology, the use of rigid fastening of the ends of the cut, preheating of the cut part, the use of artificial cooling, etc.
Rational cutting technology includes, right choice start cutting, setting correct sequence cutting, selection best mode cutting. By pinching the ends of the cut, deformation along the edges can be reduced. The deformation can be reduced by preheating the place where the part is cut out, which leads to a more uniform cooling of the metal.
Deformation is also reduced continuous cooling a jet of water along the heat-affected zone at the part being cut.
In order to avoid deformations outside the plane of the sheet, it must not be allowed to sag under the action of heating during cutting. Therefore, cutting must be performed on racks with a large number of supports.
11. Progressive assembly methods and assembly welding.
To increase labor productivity and facilitate the work of the welder, various high-performance welding methods are used.
Welding with a beam (comb) of electrodes.
The principle of this method is that two or more electrodes are connected by a beam, which is used to weld using a conventional electrode holder.
When welding with a beam of electrodes, an arc occurs between the workpiece to be welded and one of its rods, as the latter melts, it passes to the neighboring one, that is, the arc burns alternately between each of the electrodes of the beam and the workpiece.
As a result, the heating of the electrode rods by internal heat will be less than when welding with one electrode at the same current value.
Therefore, when welding with a beam, it is possible to set a larger current value than when welding with a single electrode of the same diameter, and this, in turn, makes it possible to increase labor productivity.
Deep penetration welding
The compositions of some coatings, applied to the electrode rod with a thicker layer than usual, make it possible to concentrate the heat of the welding arc, increase its penetration action: increase the depth of penetration of the base metal.
Welding in such cases is carried out with a short arc, the combustion of which is maintained by resting the visor of the tire on the base metal.
When welding with an inclined electrode, the melting end of the electrode rests on the welded edges, and the electrode itself moves along the connection line as the groove is filled.
12. Weld quality control.
In the production of welded products, defects are distinguished:
external, internal and through, correctable and incorrigible, intrashop and external.
a) external defects: cracks, microcracks, sedimentary shells, sinkholes, root concavities, blind fistulas, vapors, metal splashes, etc.
b) internal defects: lack of fusion, internal pores, etc.
c) through defects: fistulas, burns, cracks, continuous lack of penetration.
Fixable defects - defects, the elimination of which is technically possible and economically feasible.
The main types of control are classified according to the form of impact on production, active and passive. In terms of coverage of products for continuous and selective. At the venue for stationary and mobile.
There are the following types of welding quality control:
Visual inspection-
serves to determine external defects in welds and is performed with the naked eye or with a magnifying glass, magnifying 5-10 times.
Kerosene test -
used to determine the density of welds. The side of the seam accessible for inspection is covered with an aqueous suspension of chalk or kaolin and dried. The other side is lubricated with kerosene. The appearance of a greasy spot on the chalk reveals the location of the defect.
Air blow test -
consists in the fact that one side is blown compressed air, and the other is covered aqueous solution with soap. The appearance of bubbles indicates the location of the defect in the seam.
Vacuum test -
a certain section of the seam is covered with a soapy solution and a vacuum chamber is installed, the appearance of bubbles or foam indicates the location of the defect in the seam.
Water test-
under pressure, one side of the seam is poured with water, if leaks, drops appear on the other side, this means that the seam is defective.
Air pressure, hydraulic pressure, transillumination of welded joints, ultrasound, magnetographic method, technological, chemical and mechanical tests are also carried out.
13. Safety and fire safety at
welding.
1. Welding must be carried out in electric welding shops or on specially equipped sites.
2. Welding station located both indoors and on outdoors, must be protected by shields or screens to protect others from the harmful effects of an electric arc.
3. When welding products weighing more than 20 kg, lifting and transport mechanisms must be installed.