Svařování tenký kov elektroda není snadný proces, protože hlavní problém zde je pravděpodobnost vytvoření díry v součásti, když v důsledku velká síla kov prostě vyhoří. Proto musí být všechny procesy prováděny extrémně přesně, efektivně a přesně. Nezapomeňte na rychlost práce, protože příliš dlouhá koupel na jednom místě může vést k velkým ztrátám.
Svařování tenkých kovů obloukové svařování používá minimum přídavných zařízení, takže nakonec všechno vyjde docela levně, ale zároveň může být spolehlivost horší než u jiných metod. V tomto procesu je třeba vzít v úvahu GOST 2246-70. Během procesu může dojít k deformaci obrobku, jak tomu bylo při změnách teploty velký vliv na plechy, které lze snadno deformovat.

Jiní jsou také vystaveni takovým negativním faktorům, ale tento je nejméně chráněn. Zde je nutné použít tenké elektrody, které budou mít odpovídající vinutí a materiál splňující požadavky technologie svařování konkrétního kovu. Práce s tenkým materiálem má své nevýhody i výhody.
Nedostatky
Jako nevýhody lze rozlišit takové vlastnosti, jako jsou:
- Potřeba použít další upevňovací prvky, aby části během procesu zůstaly na místě a nepohybovaly se;
- Zařízení musí mít jemné nastavení při práci s parametry nízkého proudu, abyste mohli přesně zvolit režim;
- Je nutné extrémně přesné dodržování zadaných režimů, aby nedošlo k poškození detailů;
- Počet výskytů vadných švů je zde statisticky vyšší než při práci s tlustým kovem;
- Musíte se zodpovědně rozhodnout ochranný nátěr elektrodou pro zvýšení bezpečnosti při svařování, která již závisí na tom, ve kterých kovech tento případ Jsou používány;
- Chcete-li pracovat, musíte mít dostatečné zkušenosti v této oblasti.
Výhody
Mezi výhody patří:
- Poměrně vysoká rychlost provádění procesu svařování;
- Vysoká ziskovost snížením množství spotřebního materiálu;
- Ohýbání a další přípravné postupy s deformací jsou rychlejší, jednodušší a lze je provádět ručně;
- Zde je potřeba minimum, protože prakticky odpadá opracování hran a vytváření rohů na svařované ploše.
Primární požadavky
Před svařováním tenkého kovu obloukovým svařováním musíte vybrat elektrody. Jejich velikost by měla odpovídat tloušťce svařovaných dílů. Síla proudu se nesmí odchylovat od jmenovitých poloh nastavených v parametrech, protože při práci s tenkými kovy může i malá odchylka vést k propálení. Kov elektrody musí odpovídat kovu obrobku a musí být pokud možno stejný. Kryt musí odpovídat technické požadavky svařování daného kovu.
Zařízení musí mít vynikající charakteristiku proudového napětí a pohodlné nastavení parametry. Svařovací teploty kovu musí být dosaženo postupně, nejprve zahřátím obrobku a poté použitím elektrického oblouku, aby se zabránilo tepelným deformacím. Povrch dílů musí být očištěn a odmaštěn tak, aby nedocházelo ke kontaktu švu a oblasti blízkého švu kyslíku. Je žádoucí přesunout obrobek do vodorovné polohy, protože neschopnost vytvořit dostatečnou hloubku průniku ztěžuje vytváření vertikálních švů. Je nutné používat pouze kvalitní, předem vysušené elektrody.
Základní a pomocné materiály
Hlavním materiálem pro svařování jsou elektrody. Mohou stačit velký počet odrůd, v závislosti na použitém kovu a jeho tloušťce. Lze použít i svařování tenkých kovů, pokud tloušťka obrobku začíná od 2,5 mm a více. Mohou být netavitelné, jako uhlí nebo wolfram, nebo tavitelné, jejichž kov vyplní mezeru mezi obrobky. Vybírají se podle složení tak, aby byl kov svařen s identickou hmotou, což zlepší kvalitu spoje.
NA doplňkové materiály zahrnují plyn a tavidlo. Tavidlo se používá ke zlepšení kvality svařování kovů. Nepoužívá se vždy, ale pouze tehdy, když to technologie vyžaduje. Často zlepšuje kvalitu svařování žáruvzdorných kovů a také pomáhá lépe zapálit elektrický oblouk. Obsahuje různé přísady a přídavné kovy, které se budou pro každý stupeň lišit. Někdy se jako tavidlo používají kovové hobliny ze stejného kovu jako samotný obrobek. K ohřevu součásti lze použít plyn, protože pokud se tak nestane, může během svařování dojít k deformaci kovu. Může také působit jako dodatečná ochrana z kyslíku z atmosféry, podobně jako povlak elektrody. Faktem je, že když je tenký kov svařován elektrodou o průměru 1,6 mm, může to být v prostředí ochranného plynu, a ne pouze ruční obloukové svařování. V posledních fázích zpracování lze plyn využít i k ohřevu při dlouhém chlazení.
Výběr elektrody
Při výběru jsou důležité dva parametry - jedná se o kov a povlak, který lze zahrnout obecný koncept značka produktu a tloušťka průměru. V ideálním případě by kov měl zcela odpovídat tomu, se kterým bude svařování probíhat. Pro něj byl již okamžitě vybrán vhodný nátěr. Počet možností je zde velmi velký, takže výběr se v každém případě provádí individuálně.
Abyste věděli, jak svařovat tenký kov obloukovým svařováním, musíte si vybrat ten správný. Často musí odpovídat tloušťce svařovaného dílu. Pouze pokud mluvíme o žáruvzdorných kovech, pak může být jeho tloušťka o 0,5 mm vyšší. Nepoužívejte příliš tenké např. na kov v elektrodě 2,5 mm o průměru 1 mm. To způsobí, že spotřební materiál dojde příliš rychle a šev bude muset být často přerušován. Materiály musí být před použitím vysušeny, protože s tenkým švem jsou všechny vady mnohem výraznější a mají více škodlivý účinek. V rámci jednoho švu musíte pracovat s elektrodami pouze jedné značky.
Režimy
Pokud nevíte, jak správně svařovat kov obloukové svařování, pak byste se měli uchýlit k tabulce režimů, která vám pomůže přesně určit, které parametry je nejlepší zvolit, aby bylo minimální riziko sňatku. Pro určité tloušťky obrobku již byly všechny tyto parametry vypočteny.
| Tloušťka obrobku, mm | Průměr výplňového materiálu, mm | Síla proudu, A |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |

Technologie svařování tenkých plechů elektrodou
Následující postup vám řekne, jak svařovat tenký kov obloukovým svařováním:
- Obrobek by měl být čištěn kovovým kartáčem. Čištění by mělo být prováděno, dokud se na povrchu neobjeví kovový lesk.
- Poté musíte místa, kde prochází budoucí šev, odmastit acetonem nebo jiným rozpouštědlem, které dokáže neutralizovat oxidační film.
- Tavidlo rozetřete na okraje obrobků.
- Pokud technologie svařování kovů vyžaduje, je žádoucí povrch zahřát plynovým hořákem. Totéž může platit pro elektrody, protože hlavní příčiny rozstřiku kovu při svařování nespočívají pouze v zvýšená teplota, ale také ve své silné odlišnosti.
- Když je vše připraveno, můžete přistoupit k přímému svařování. Pohyby musí být dostatečně rychlé, aby příliš dlouhá svarová lázeň nepropálila součást. Nemusíte však příliš spěchat, aby se kov rozvařil po celém obvodu. Zde musíte pokrýt co největší obvod, protože kvůli malé tloušťce není možné potápět se velmi hluboko. Šev by měl vypadat poměrně široký a jednotný a také sestávat z mnoha malých šupin, které následují jedna za druhou.
- Po dokončení práce musíte kov pomalu ochladit, zahřát ho hořákem a postupně snižovat teplotu.
Pokud při svařování tenkého kovu elektrodou 2 mm obrobek prohořel, měli byste přestat pracovat, zkontrolovat šev a rozhodnout, zda lze svařovat nebo ne.
Bezpečnostní opatření
Je třeba dodržovat standardní bezpečnostní opatření. Všechny práce by měly být prováděny ve speciálním ochranném oděvu, který bude chránit před stříkajícími kovy. Měli byste také použít speciální nástroje pro přenos horkých a žhavých dílů.
Proces svařování je navržen tak, aby vytvořil spojení tenkého kovu pomocí svar. U mnoha produktů mají tenké prvky tloušťku do 5 mm.
Svařování tenkého kovu je vysoce kvalitní s přihlédnutím k parametrům pevnosti, houževnatosti, tažnosti.
Svařování tenkých kovů vysoká kvalita, pokud parametry jako:
- síla;
- odolnost proti korozi;
- plastický;
- viskozita.
Jak vařit tenký kov s invertorem a jaké podmínky se používají při jeho svařování?
Druhy svařování tenkých plechů a jeho vlastnosti
Poměrně často je nutné spojovat plechy tenkého kovu. Mnoho částí a mechanismů je vyrobeno z následujících materiálů:
- čluny;
- motorové čluny;
- auta.
Dobře provedené svařování je možné pouze po naučení se složitosti tohoto procesu.
Hlavním rysem spojení tenkého kovu je pravděpodobnost jeho poškození elektrodami s tvorbou nepoužitelného produktu. Nešikovná manipulace s elektrodami vede k vytvoření slabého svaru a nekvalitního spojení kovových povrchů. Pouze zkušení řemeslníci, kteří mají dovednosti vybrat aktuální hodnotu pro svařování, mohou vytvořit správný svařovací oblouk.
Dalším znakem je příprava okraje plechu pro svařování. Zohledňuje se poloha spojovacího švu a tloušťka svařovaného plechu.
Podmínky, které je třeba dodržovat při svařování tenkých kovů
Před zahájením práce musíte zvolit velikost elektrody o průměru rovném tloušťce plechu. Hodnota intenzity proudu se volí v závislosti na průměru elektrody. velká pozornost věnujte pozornost povlaku elektrod, vybírejte prvky, které mají dlouhé období tání.

Pro připojení výrobků se používá svařovací invertor, který umožňuje zajistit Dobrá práce. Bez větších obtíží je svařování tenkého kovu prováděno moderním svařovacím strojem, který má nízkou hmotnost a vysokou produktivitu. Provoz střídače se provádí ze zdroje konstantního proudu. Pro připojení tenkého kovu se používají elektrody jakékoli značky. Při práci s přístrojem se doporučuje upravit proud v rozmezí 10-15 A. Při použití elektrod o průměru 1,6 mm se získá vysoce kvalitní.
Střídač má ideální vlastnosti podle "voltampérového" systému, nastavitelné pro určitý typ svařování. Výkon spotřebovaný zařízením je menší než výkon usměrňovače nebo transformátoru a účinnost je 90 %.
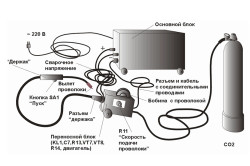
Zařízení zařízení pro spojování tenkého kovu
Nejprve je nutné prostudovat strukturu mechanismu pro svařování, což je velmi obtížné kvůli použití vysokých napětí, proudů a maximálních frekvencí v práci. Při provozu dochází k dvojí přeměně napětí ze střídavého, na 220 V, na konstantní a vysokofrekvenční. Střídač obsahuje impulsní baterie, skládající se z modulů. Činnost prvků svářečky koordinují digitální procesory s programovacími mikroobvody.
Střídač je schopen spouštět několik programů:
- odstranit napětí na svařovacím oblouku při zkratu;
- vytvořit další proudový impuls;
- zajistit zničení bariér z tekutého kovu při svařování krátkým obloukem.
Proces práce pomocí svářečky
Pomocí svařování můžete vytvořit spoustu věcí vlastníma rukama v bytě nebo ve venkovském domě. Oprava auta, připojení kovu je mnohem jednodušší, pokud používáte měnič.
Chcete-li pracovat, musíte se připravit:
- elektrody;
- svářečka;
- rukavice;
- svěrák;
- kladivo;
- štětec;
- obličejová maska;
- kombinézy vyrobené z husté tkaniny;
- nádobu s vodou k odstranění možných zdrojů vznícení.
Před zahájením svařování je důležité se ujistit, že napětí ve stroji a pracovní síti souhlasí. Je nutné zkontrolovat zástrčku, zásuvku a kabel a zkontrolovat jejich provozuschopnost. Je přísně zakázáno pracovat na vadném zařízení.
Svařovací stroj se po kontrole uzemnění umístí na tvrdý povrch. Po prostudování tloušťky výrobků vyberte elektrody. Pomocí rukojeti na zařízení se zafixuje požadované množství proudu.
Před připojením kovu s invertorem je nutné očistit obrobky od nečistot a rzi. Poté se plechy upnou do svěráku. Elektroda je umístěna v otvoru držáku. Oblouk vzniká dotykem a poklepáním na kovovou desku. Po vytvoření oblouku je nutné jej neuvolňovat průchodem elektrody přes plech. Je nutné sledovat velikost proudu, aby byl oblouk nepřetržitý a jasný. Po ochlazení svaru se částice strusky odstraní kladivem a povrch se leští, dokud se neobjeví trvalý lesk.
Proces řízení oblouku
Během svařování je nutné kontrolovat mezery mezi kovovým výrobkem a elektrodou, která se ho dotýká.
Stejné rozměry výsledné mezery jsou stabilní zárukou dobrého vedení technologický postup. Zmenšením velikosti dané mezery se získá obloukově zakřivený svar s úseky jeho roztavené boční části. Se zvětšující se vzdáleností se svařovací proces stává nemožným: velikost samotného oblouku je zkreslená a kov je svařován s určitým zkosením do strany. Pouze dodržení stanovené mezery během svařování umožňuje svařit rovnoměrný, krásný šev.
Vytvoření standardního svaru invertorem
Během svařování je nutné díly spojovat, aby nedošlo ke změně rychlosti elektrody, jinak nebude možné vytvořit rovnoměrný šev. Kapalný stav svaru je hluboko pod hlavním tělesem kovu.
Výsledný oblouk je schopen zachytit celý základní kov, přesunout celou lázeň na původní místo a vytvořit svarový šev. Úkolem svářeče je umístit šev v souladu s kovem. Vytvořením cikcaků rukama a popisováním oblouků můžete snadno položit rovnoměrný šev.

Celý proces svařování závisí na kvalitě elektrody.
V takových případech je nutné neustále neztrácet ze zřetele rozměry umístění svaru. Stojí za to vyzkoušet a uspořádat koupel přísně v kruhu. Díky rovnoměrným výkyvným pohybům vzniká šev, je však nutné sledovat jeho tvorbu na jedné hraně plechu a následně řídit jeho tvorbu v horní části vany.
Nasměrováním elektrody blíže ke kovovému obrobku se vytvoří zvýšený šev. Většina svářečů dosahuje plochého svaru a pohybu lázně výraznou změnou úhlu elektrody. Nejlepší možnost: ovládejte úhel sklonu v rozmezí 45-90° pro vytvoření dokonalého švu a kontrolu nad vanou.
Vlastnosti spojení kovu malé tloušťky s invertorem
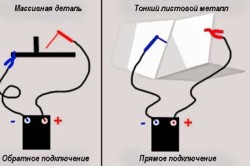
Svářeč při práci se zaměřuje na polaritu elektrod. Jejich hodnota ovlivňuje trvanlivost svaru a pevnost celého spoje.
Elektrody s obrácenou polaritou tvoří hluboký šev. Při práci určují, který náboj použít a jak jej připojit. Kladný náboj se zahřívá silněji. Pokud jej pozorujete při svařování, vytvoří se vysoce kvalitní šev. Vytvořením pracovního úhlu pro elektrodu do 30° se elektroda přiblíží ke kovu a vytvoří se červená skvrna, dokud se neobjeví kapka roztaveného kovu. Svar se vytvoří po spojení všech kapek na pracovních listech k sobě.
Výhody svařování s invertorovými usměrňovači
Svařování tenkého kovu provádějí stroje v mnoha oblastech průmyslu z důvodu nízké spotřeby materiálu. Svařování kovu není obtížné kvůli vysoké stálosti oblouku a získání vysoce kvalitních konečných indikátorů. Invertory se používají pro argonové obloukové svařování, u kterého je hlavní hodnotou kvalita svaru.
Pokud se provádí poloautomatické svařování, pak je invertor schopen řídit pohyb kovu, snížit jeho rozstřik.
Nejvíc pokročilá technologie– svařování plazmovým obloukem. Při jeho použití se zvyšuje produktivita práce v důsledku změny řezné rychlosti, vzniká konstantní svařovací oblouk.
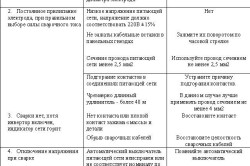
Práce se svařovacím strojem vyžaduje kompetentní manipulaci se složitým zařízením, jinak dochází k poruchám. Zařízení nefunguje správně, pokud jsou nastavení provedena nesprávně, jsou porušena pravidla pro provoz produktu. Pokud nelze provést svařování, když je zařízení zapnuté, může být problém s kabelem.
Absence proudu v síti vede k tomu, že se střídač nezapne. Někdy je pozorováno slepení elektrody. Proces je spojen s nízké napětí online. Nedostatečné kontakty vzniklé při oxidaci sloučenin vedou k poruše svařovacího stroje. Čím tenčí a menší je oblouk, tím je pravděpodobnější, že měnič bude chybně fungovat. Ve zvláštních případech dochází k narušení provozu modulu, které je odstraněno servisním oddělením.
Jak vybrat správný svařovací stroj?
Výrobci svářecích invertorů musí v dokumentech uvést dobu trvání stroje na.
Po prostudování celého rozsahu navrhované práce můžete začít kupovat svařovací stroj. Nejprve se berou v úvahu parametry svařovaných obrobků. Elektrody se volí v závislosti na tloušťce plechů, které se mají svařovat. Hodnota síly proudu se nastavuje v závislosti na značce kovu a jeho rozměrech.
Režimy, ve kterých bude zařízení pracovat:
- extrémní;
- průměrný;
- zdlouhavý.
Nízké napětí sítě do 190 V vede k podhodnocené hodnotě proudu pro svařování. Neměly by se používat pracovní kabely delší než 15 m. Poskytují nízký svařovací proud.
Další hodně důležitý detail- s přihlédnutím k vlastnostem elektrické napájecí sítě. Pokud je jeho hodnota nízká, je nutné použít zařízení pracující při kolísání napětí 220+/-5 %.
Tepelná ochrana zařízení závisí na dodržení provozního režimu. Je určen pro 20 výjezdů a může rychle selhat.
Dalším důležitým detailem pro udržení střídače v provozním stavu je zohlednění vlastností vedení svářečské práce. Přístroj s redukcí nečinný pohyb použití při práci ve vlhkých místnostech, studnách, nádržích.
Střídač není provozován při teplotách pod 0°C a ostré kapky přispívají k tvorbě kondenzátu uvnitř desek.
Při nákupu invertoru je třeba mít na paměti, že se používá v každodenním životě pro jakékoli svařovací práce, má dobrý výkon a v mnoha ohledech lepší než ostatní svařovací zařízení.
komentáře:
- Role zkušeností v invertorovém svařování
- Svařování tenkého kovu s invertorem: rady zkušených řemeslníků
- Výběr elektrod pro svařování tenkých kovů
- Některé závěry pro ty, kteří chtějí zvládnout svařování tenkého kovu
Od nástupu svařovacích invertorů přestalo být svařování údělem výhradně profesionálů. Staré přístroje byly poměrně náročné na obsluhu, jak svou hmotností (hlavně kvůli starým transformátorům), tak náročností práce. Střídač je naopak extrémně jednoduchý a snadný a práci s ním zvládne i začátečník, kterému stačí seznámit se s řadou pravidel a tipů, podívat se na pár videonávodů. Ale jako v každém podnikání, zkušenosti získané s měničem nikdy nepřijdou nazmar.
Vaření s invertorem je na rozdíl od jiných svařovacích strojů jednoduché a snadné.
Existují určité úkoly, které není pro nezkušeného svářeče vůbec jednoduché vyřešit – mezi ně patří například svařování tenkého kovu invertorem. To je obtížné z mnoha důvodů, ale ten hlavní je ten, že pro nezkušeného svářeče je velmi obtížné zvolit proudovou sílu a dopad na kov tak, aby jej nepropálil tam, kde má být. připojeno.
Svařování tenkého kovu tedy vyžaduje určité dovednosti a pozornost k detailu, z nichž každá může zvýšit šanci na správné provedení.
Role zkušeností v invertorovém svařování

Svařování s invertorem je vždy balancování mezi dvěma extrémy: propálením kovové části a přilepení elektrody k ní. To znamená, že v závislosti na vzdálenosti mezi elektrodou a svařovaným povrchem, na síle proudu použitého při svařování, na rychlosti elektrody a její hladkosti závisí účinnost svařování a jeho výsledek. Bez ohledu na to, jak je život invertorového svářeče jednodušší, je svařování tenkého kovu dostatečnou překážkou jeho nezkušenosti. Zkušení svářeči, kromě toho, že znají mnoho drobných nuancí svařování, které jim pomáhají dělat jejich práci jemněji a lépe, mají také plnou ruku, zkušenosti a oko. A ty tvoří minimálně polovinu úspěchu v takové práci.
Nezkušený svářeč nebude schopen rychle a spolehlivě vybrat sílu proudu ve střídači tak, aby na jedné straně nepropálil plechy a na druhé je bezpečně spojil. Svařování tenkého kovu s invertorem pro začátečníky i zkušené svářeče je nadměrná zkouška a raději používají pulzní svařování TIG. V tomto případě se riziko propálení kovu sníží na extrémně nízké hodnoty a šev zbývající na křižovatce bude hladký a krásný. Někdy ale musíte svařovat s invertorem i tenké plechy, a proto je lepší zvýšit šanci na dobrou práci přečtením řady tipů od zkušených svářečů.
Zpět na index
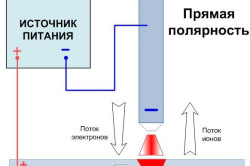
Při práci s měničem použijte DC. elektrony tvořící elektrický oblouk. Zdroj má kladný i záporný náboj a toho lze využít při svařování tenkých kovových prvků. Faktem je, že pokud se na kovu, který je třeba svařit, vytvoří kladný náboj, bude to on, kdo se zahřeje více, a pokud mají elektrody kladný náboj, pak budou mít hlavní zatížení a jsou to oni kdo se zahřeje a vyhoří. Odkud a jaké nabíjení se připojujete, hodně záleží na vaší práci. Zkušení svářeči doporučují instalaci obrácená polarita s plusem na elektrodách, pak bude účinek svařování šetrnější ke kovu, ale musí být kombinován s správná volba proudová síla. Pokud je vše provedeno správně, zůstane za elektrodou široký, ale mělký pás roztaveného kovu a riziko propálení produktu bude minimalizováno.
Aby bylo možné provádět vysoce kvalitní svařování tenkého kovu, je nutné pečlivě sledovat elektrodu a výsledný šev, v tomto případě nejen výrazně zvýšíte šance na správné svařování, ale také zanecháte čistý a rovnoměrný šev na kov. A aby byla dobrá viditelnost, je nutné udržovat elektrody ve sklonu cca 30-35° k povrchu svařovaných prvků. Doporučujeme vám nejprve přiblížit elektrodu co nejblíže ke svařovanému prvku a počkat, až se objeví červená kovová kapka, která obě části spojí. Poté pohybujte elektrodou plynule a rychlostí, kdy kapka zůstane stejně velká a barevná a bude vás následovat. To znamená, že šev sepnete řadou takových kapek, které tvoří souvislou rovnoměrnou linii. Od prvního okamžiku je nepravděpodobné, že by nezkušený mistr v takovém švu uspěl, ale s trochou praxe můžete všechno překonat a dosáhnout svého cíle. Hlavní je nevzdávat se.

Při svařování tenkých ocelových plechů umísťují zkušení svářeči silné měděné plechy pod obrobek, aby odstranily přebytečné teplo a pomohly udržet rovnoměrnou teplotu ve svarové zóně. Mezi ocelovými plechy by neměly být žádné mezery, okraje by měly těsně a rovnoměrně přiléhat. Při průchodu elektrodou neprovádějte pohyby příčně k linii kloubu, pohybujte se pouze podél kloubu rovnoměrnou rychlostí a sledujte kontaktní zónu.
Někteří řemeslníci vkládají zbývající pásy oceli do spoje a vedou po něm elektrický oblouk, který jej roztaví tak, že jeho materiál spojí šev a na samotné plechy působí pouze zbytkové teplo elektrického svařování.
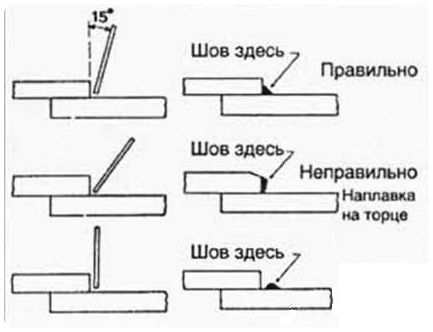
Plechy o tloušťce menší než 1 mm lze připevnit nikoli z jedné strany na druhou, ale překrýt, pak elektrický oblouk, který nataví horní vrstvu, ji připevní ke spodní bez nadměrného rizika spálení dvou plechů najednou.
Zpět na index
Výběr elektrod pro svařování tenkých kovů

Důležitou roli u invertorového svařování obecně a zejména tenkých kovových prvků hraje výběr elektrod. Kromě povlaku se elektrody liší také tloušťkou průměru, což je také důležité, pokud chcete výrobek svařit bez poškození a popálenin.
Vezměte si například elektrodu OMA-2. Je krytý speciální složení, který hoří při nízkých proudech a poskytuje rovnoměrné a pomalé hoření, což zvyšuje vaše šance na zatavení tenkých kovových dílů bez větších problémů. Povlak poskytuje dobrou tekutou kovovou hmotu, díky níž je šev mělký a dobře přilnavé povrchy. Povlak tvoří z třetiny titanový koncentrát, téměř polovina z mouky, 15 % z tekuté sklo a má také tak důležité přísady jako mangan, ledek a železnaté sloučeniny křemíku a manganu. Takové kompozice byly vypočteny a empiricky vybrány velkým počtem specialistů pro konkrétní úkoly a podmínky.
Pro svařování tenkých plechů oceli se dobře hodí elektroda MT-2, tato elektroda vznikla již dávno, ale u nás ji svářeči stále používají.
Je velmi obtížné svařovat tenký kov s kontinuálním švem, takže svařování se provádí pod úhlem dopředu s přerušeným obloukem. Nezapomeňte, že v okamžiku, kdy jste elektrodu odtrhli, je nutné ji vrátit na stejné místo, než začne proces krystalizace svarové lázně. Pokud kov ztvrdne a přidáte přídavný materiál z elektrody, svařování půjde přes strusku. V tomto případě musíte zastavit proces svařování, odbít strusku a teprve poté pokračovat. Ovládejte svarovou lázeň. Pokud máte pocit, že kov neplave a nepřepálíte ho, můžete vařit se zpožděním, není nutné každou vteřinu trhat elektrodu. Neexistuje tak jednoznačné pravidlo, že musíte svařit celý šev s mezerou.
Se svařováním tenkého kovu v garáži se nejčastěji setkáváme při výkonu oprava karoserie auto. Samozřejmostí je tloušťka těla 0,8 mm, in nejlepší případ 1mm, je mnohem snazší svařovat poloautomaticky, ale pokud nemáte peníze na nákup poloautomatického svařování, nebo pokud jej nepotřebujete kupovat kvůli jedné malé záplatě, zcela zvládnete ruční obloukové svařování . Překrývají se souvislým švem (ale u této metody budou velká vodítka), nebo s body s určitým krokem. U tupých spojů je svařovací proud mírně snížen Svařování natupo se provádí POUZE bez mezery. Na kvalitu švu nedbejte, v každém případě budete mít někde větší váleček, někde menší, každopádně švy v budoucnu podléhají mechanickému čištění bruskou, popř. přístupným způsobem a penetrace bude zajištěna v každém případě, protože list je tenký.
Nebojte se to zkusit, každý začínal se špatnými, nekvalitními švy a dělal velké množství chyb.
Při svařování svislých švů, protože elektroda je dlouhá, je velmi obtížné udržet krátký oblouk. Elektrodu se nebojte držet rukou, pouze ochranným chráničem paže, jinak se popálíte. Usnadní vám to kontrolu procesu.
Po odizolování kovu se mohou objevit mezery. Pokud jde o tělo kovové, mohou být uvařené nebo tmelové. Pokud se bavíme například o tlakové nádobě, respektive, takové vady je potřeba odstranit pouze svařováním.
K deformacím při svařování může dojít nejen díky enormnímu zahřátí svarové lázně, ale také díky tzv. „kovové paměti“, pokud se karoserie opravuje v místě, kde došlo k nárazu.
Jak svařit tenký plech na tlustý
Režimy by měly být stejné jako při svařování tenkého kovu, není třeba nastavovat sílu proudu přes tlustý plech (začátečníci svářeči často dělají takovou nešťastnou chybu a propálí kov).Ohřejí kov na tlustém plechu, a pak to přeneste na tenkou. To je snadné, pokud je tlustý plech nahoře, a docela obtížné, pokud je dole.
Patří k cenově nejdostupnějším. Nejčastěji se používají pro domácí účely k provádění malého množství práce. Ale často, s nedostatečnými zkušenostmi, řemeslníci čelí mnoha problémům - od spálení obrobku po nedostatečně pevný šev.
Časově nejnáročnější je svařování tenkého kovu – naše tipy pro začátečníky vám pomohou vyhnout se nejčastějším chybám.
Základní pravidla
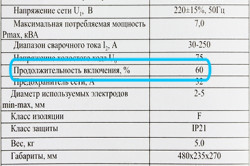
V první řadě je nutné pečlivě prostudovat možnosti konkrétní model střídač. Patří mezi ně maximální (minimální) průměr elektrody, síla proudu (pro domácí použití stačí 160 A) a hodnota napětí naprázdno (do 80 V). Na základě toho je možné určit provozní režim zařízení pro svařování kovu o určité tloušťce.
Kromě výše uvedených parametrů je třeba vzít v úvahu následující faktory:
- Specifikace svarový kov. Na tom bude záležet.
- Volba provozního režimu v závislosti na síle proudu a směru svařování. Pro každou značku elektrody jsou tyto parametry individuální. Nejčastěji jsou uvedeny na obalu.
- Připravte si místo pro práci. Nejlepší je provádět je venku, protože během procesu svařování se uvolňuje plyn.
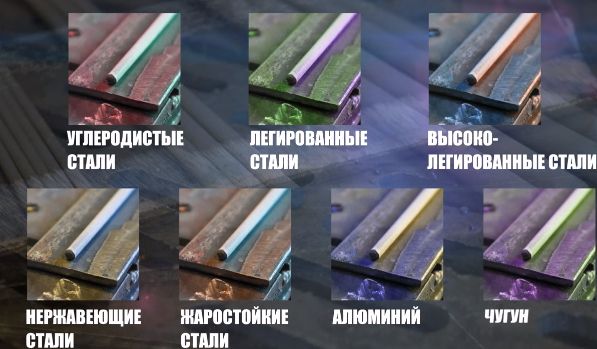
Zvláštní pozornost by měla být věnována značce elektrod. Pokud je potřeba svařovat nízkouhlíkové oceli nebo kovy s průměrným obsahem této složky, volí se uhlíkové elektrody. Stejný princip se používá pro výběr Spotřební materiál k vytváření svarových spojů legovaných a vysoce legovaných ocelí.
Po přípravě pracoviště a kovu si můžete přečíst proces svařování. Pro vytvoření pohodlných podmínek se doporučuje použít speciální. S jeho pomocí můžete kontrolovat kvalitu švu bez zastavení procesu.
Kov by měl být umístěn ve vhodné vzdálenosti od pracovníka. V případě potřeby jsou listy (díl) upevněny svorkami. Pro nejlepší kvalita svarového spoje se doporučuje dodržovat doporučení od profesionálů.
Polarita
Elektrody by měly být připojeny ke kladné svorce. Na kovový povrch tak nebude působit nadměrné tepelné zatížení. Pomocí takového spojení můžete získat vysoce kvalitní široký šev s mělkou penetrací.
Pozice
Při provádění prací musí být místo svařování v dohledu. Bez ohledu na směr je úhel sklonu elektrody 30-35° vzhledem ke švu. Takže můžete kontrolovat stav kovu a plynové lázně. Je třeba dbát na to, aby roztavená hmota unikla z oblasti svařování.
Nejprve se elektroda přivede k materiálu, ale nedotkne se ho. Jak se tvoří roztavená kapka, můžete začít pohybovat zajišťovací rukojetí podél švu. Doporučuje se nejprve "naplnit ruku" nepotřebnými kusy kovu podobné tloušťky a poté pokračovat přímo k hlavní práci. Při svařování plechů o tloušťce menší než 1 mm se spoj provádí s přesahem.
chladič
Jednou z nejčastějších chyb nezkušeného svářeče je přehřívání oceli. To platí zejména pro tenkostěnné díly a plechy. Proto je nutné zorganizovat maximální odvod tepla ze svařovací zóny. K tomu můžete použít tenké plechy mědi. Je důležité, aby těsně přiléhaly opačná strana svařovaný kov bez vytváření mezer.
To je jen malá část profesionálních „triků“. Pro vytvoření skutečně spolehlivého a kvalitního svaru v tenkostěnném kovu jsou potřeba dvě komponenty – dobrý invertor a zkušenosti. To druhé přichází s časem a čím více práce se udělá, tím rychleji se naučíte, jak udělat dobrý svar.