溶接生産全体は、溶接された製品部品の原子間結合に基づいています。 すべての生産は、熱的、熱機械的、機械的という 3 つの大きなクラスに分類できます。 これらのクラスは、製品、エネルギー源、ツール間の原子間結合を形成する方法が異なります。 溶接作業は時間と費用がかからないため、建設や産業で広く普及しています。 しかし、溶接生産は労働者自身とその周囲の人々の健康にとって安全ではないため、この記事のテーマは労働者の保護です。 溶接生産.
一般的な安全規則。
健康診断、初級訓練および初期訓練に合格した労働者のみが、あらゆる種類の溶接作業を行うことができます。 各従業員は事前トレーニングとインターンシップを受けます。従業員が最低限の電気安全グループ (つまり II) を持っている場合にのみ、従業員は電気安全グループへの参加を許可されます。 独立した実行溶接作業。
溶接作業を行う際、作業者は溶接エアロゾルや空気中に含まれる有害物質にさらされます。 身体の中毒を防ぐために、作業を開始する前に機器の状態を確認する必要があります。 個人保護、 のような:
- キャンバスミトン。
- キャンバススーツ。
- 本革製のブーツ。
- ゴーグル/バイザー/アイシールド付きヘルメット
- 安全ベルト;
- 人工呼吸器。
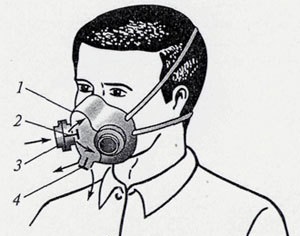
カートリッジレスピレーターは、粉塵の濃度が高く、ガスの濃度が通常の場合に使用されます。 粉塵やガスの濃度が基準を超えた場合、溶接作業が至近距離で行われる場合、作業員には濾過能力を強化したマスクが与えられます。
作業を始める前の安全ルール。
作業を開始する前に、溶接工は工具と個人用安全装備を確認し、部屋の出口や道路への通路を塞がないように作業スペースの破片を取り除いてください。 作業後に工具を冷却し、ウォーターシール内の水の有無を確認するために、事前に冷水を準備する必要があります。
作業場所から半径5m以内に可燃物を置かないでください。
特に注意を払う必要があります ガスシリンダー: 場所から場所への輸送は、この目的のために設計されたカートでのみ運ぶ必要があり、いかなる状況でもバルブによってシリンダーを持ち上げてはなりません。 シリンダーを階段で運ぶ必要がある場合は、シリンダーを頭上や肩に乗せるのではなく、胸の高さで運ぶ必要があります。 シリンダーを取り出す前に、バルブフィッティングにプラグがあり、シリンダー自体にキャップがあることを確認する必要があります。
溶接作業が屋内で行われる場合は、作業自体を開始する前に換気をオンにする必要があります。
ツールが故障した場合は管理者に通知する必要がありますが、いかなる場合でも自分で修理しようとしないでください。
溶接作業時の安全規則。
雨や雪の日に屋外で作業を行う場合は、直接溶接する場所と半径 5 メートル以内を防水シートで覆う必要があります。
高層工事を行う場合には足場を設置する必要があります。 いかなる場合でも、はしごを使って高所での溶接作業を行ってはなりません。
作業前に、溶接する部品の端に破片、ほこり、錆が付着していないことを確認する必要があります。 部品を洗浄する必要がある場合は、安全メガネを着用する必要があります。 接続する部分がしっかりと取り付けられているかどうかも確認する必要があります。 切断する部品は作業中に落下しないようにしてください。
溶接製造における労働保護を規定する上記の規則はすべて、安全性だけでなく溶接工の利便性も確保します。 安全規則を遵守し、マニュアルの指示に厳密に従うことが、溶接作業を正しく安全に行うための鍵です。
危険かつ有害な生産要素。 危険な生産要素とは、溶接工が負傷する可能性のある影響を与える要素です。
有害な生産要素は、溶接工に影響を与えて病気を引き起こす可能性のある要素です。
手動作業中の主な危険および有害な生産要素 アーク溶接覆われた電極は次のとおりです。
溶接エアロゾル。
レベルが上がった紫外、可視、赤外(熱)範囲の光放射。
溶融金属およびスラグの火花、飛沫および放出。
作業エリアのスラグバス、材料、設備、空気の温度が上昇します。
高電圧が入っている 電子回路;
身体的および神経精神的な過負荷。
特に特徴的な有害な要因は、作業エリアの空気中に有毒物質を含む溶接エアロゾルが存在することです。 溶接工の身体への長期的な影響は、職業病(じん肺、粉塵気管支炎など)を引き起こす可能性があります。
最も有害なエアロゾルは、ニッケルおよびクロム化合物を含む高合金電極を使用して溶接するときに生成されます。 中和剤を選択する際にはこれを考慮する必要があります 有害物質産業用換気システムや溶接工の個人用呼吸保護具などに使用されます。
電極を使用する場合は、安全性と保護の要件を含む技術仕様に従う必要があります。 環境有害な要因と危険な要因のリスト、および溶接工と環境を保護する手段が含まれています。
銅亜鉛合金や亜鉛メッキ鋼板を溶接したり切断したりすると、酸化亜鉛が放出され、その影響で食欲不振、喉の渇き、疲労感の増大、空咳などの症状が引き起こされ、発熱(悪寒、発熱、吐き気、嘔吐)。
鉛や鉛塗料でコーティングされた金属を溶接したり切断したりすると、酸化鉛が放出され、口の中の金属味、げっぷ、食欲不振、元気の喪失などの形で作業者の身体に影響が現れます。 2.5〜3.5か月後、歯肉の周りに紫がかった灰色の境界線が現れ、激しい頭痛が現れます。
手動アーク溶接には、人間の生理学的許容値よりも何倍も高い、紫外、可視、赤外の範囲の放射線が伴います。 溶接アーク放射の強度とそのスペクトル特性は、アーク出力、溶接方法、溶接材料の種類によって異なります。
電気アークは明るい光、紫外線、赤外線の強力な光源であり、半径 1 m 以内で保護されていない目に 10 ~ 20 秒間衝撃が及ぶと、激しい痛み、流涙、羞明を引き起こします。
皮膚が電気アークに 60 ~ 180 秒間さらされると火傷が発生し (長時間日光にさらされるのと同様)、視覚器官が長時間さらされると電気眼炎や白内障を引き起こします。
溶接される製品および溶融池からの赤外線 (熱) 放射の強度は、製品の温度、その寸法と設計、および溶融池の温度とサイズによって決まります。 個人用保護具がない場合、超過の熱放射にさらされることになります。 許容レベル、体温調節の混乱、熱中症につながります。 加熱された金属に触れると火傷を引き起こす可能性があります。
電磁場の強度は、溶接装置の設計と出力、および溶接される製品の構成によって異なります。 身体に対するそれらの影響の性質は、暴露のレベルと期間によって決まります。 原則として、手動アーク溶接では電圧が 磁場はわずかであり (最大 300A/m)、最大許容レベルを超えません。
アーク溶接中の騒音の発生源は、溶接アーク、電源、空気圧駆動装置などです。溶接アークからの騒音レベルは、その燃焼の安定性によって決まります。 したがって、アーク安定化要素を含む被覆電極やその他の溶接材料を使用して溶接する場合、騒音レベルは許容レベルを超えることはありません。
溶接中の金属の飛散も、不安定なアーク燃焼の結果です。 コーティングされた電極を使用する場合、これは無視できます。 保護具がない場合、飛沫、火花、溶融金属やスラグの放出は、皮膚の火傷、目の損傷、火災を引き起こす可能性があります。
人命にとって危険であると考えられている 電圧 AC42Vおよび110V以上 直流溶接工場や12Vで作業する場合 - 湿った部屋、密閉された金属ボリュームなどで。 ただし、怪我の危険があるため、これらの電圧は条件付きです。 電気ショック生物の個々の特性と環境条件に大きく依存します。 血中に少量のアルコールが存在すると、人体の電気抵抗が急激に低下します。 濡れた皮膚や汗をかいた皮膚は、乾燥した皮膚よりもはるかに導電性が高くなります。
手動溶接中の静的および動的身体活動は、体の神経系および筋骨格系に過剰な緊張を引き起こします。 静的荷重は、溶接ツール (電極ホルダー、半自動ホースホルダー) の重量、ホースとワイヤーの柔軟性、持続時間によって異なります。 連続運転作業姿勢(立ち、座り、半座り、ひざまずく、仰向け)。 最も身体的負担がかかるのは、天井で溶接する場合や手の届きにくい場所であおむけで溶接する場合、半座りや立ち姿勢での溶接作業です。
動的過電圧は、次のような多大な補助作業に関連しています。 職場ワーク、溶接材料、吊り上げおよび搬送装置、溶接ユニットの回転。 このような負荷は溶接工の疲労を引き起こし、その結果、溶接品質の低下を引き起こします。
示された危険および有害な要因に加えて、手動アーク溶接中に、作業エリアの空気のイオン化が発生し、両極性のイオンが形成されます。 その理由は、電気アークプロセスの結果として生じる電気的および熱的イオン化、およびアークからの空気への紫外線放射の影響です。 作業場の空気中のマイナスまたはプラスに帯電したイオンの濃度の増減も、作業者の健康に悪影響を与える可能性があります。
一般的な要件。 電気溶接工は少なくとも 2 つの電気安全資格グループを持っている必要があります。 新入社員は、資格の有無にかかわらず、定められた手順に従って、安全に関する入門説明、実地研修、予備健康診断、その後の定期健康診断を受けることが義務付けられています。 労働安全説明会は少なくとも 3 か月に 1 回実施されます。 新しい機器を使用する作業に移行する場合、溶接工はその設計に精通し、追加の安全訓練を受ける必要があります。
企業や組織の管理者は、基準を満たす特別な衣服、安全靴、保護具を労働者に支給する義務を負っています。 技術仕様発行基準に準じます。
溶接作業を開始する前に、電気溶接工は保護具、ヘルメット、シールド、誘電マットまたは誘電ブーツを確認し、特別な衣服(耐火性含浸を含むキャンバススーツ、ブーツ、ヘッドギア、誘電手袋またはキャンバスミトン)を着用する必要があります。
絶縁保護具は使用開始時に検査され、その後は次の時期に定期的に検査されます: 誘電手袋は 6 か月に 1 回、誘電ブーツは 3 年に 1 回、誘電ブーツ、靴紐および絶縁ハンドル付き工具は 1 年に 1 回、誘電マットは 2 年に 1 回年。
絶縁ハンドル付きの工具を除くすべての保護具には、次のテストの期間と保護具の対象となるデバイスの最高定格電圧を示すスタンプが付いている必要があります。
近くで作業する人や補助作業者を溶接アークの放射エネルギーから守るため。 恒久的な場所溶接を行う場合、電気溶接機ごとにキャビンが配置されます。 キャビン内の溶接ステーションごとの空き面積は少なくとも 3 m2 でなければなりません。 キャビンの壁の高さは1.8〜2メートルです。 のために より良い換気シールドガス環境で溶接する場合、壁は床から 50mm の高さに設置され、高さは 300mm になります。
装置の加熱面の温度は 45°C を超えてはなりません。 被覆電極を使用した手動アーク溶接に使用される機器の要件は、GOST 12.2.003、GOST 12.2.049、GOST 12.2.007.8、「電気設備の建設に関する規則」、「電気設備の操作に関する安全規則」に規定されています。消費者」と「ルール」 技術的な操作消費者の態度。」
電流源は確実に接地する必要があります (GOST 12.2.007.0)。 動作時電圧 アイドルムーブ電源は、AC 電源の場合は 80V、DC 電源の場合は 100V を超えないようにしてください。 電源には、溶接回路内の電圧の有無を示す電圧計と信号灯、およびアイドル速度制限装置を装備する必要があります。
目の保護。 手動アーク溶接では、溶接アークと溶融金属が電気溶接機の怪我の原因となる可能性があります。 シールドは、放射線や金属飛沫、さらには溶接中に放出される金属蒸気、スラグ、エアロゾルの影響から溶接機を保護するように設計されています。 ヘッドマウント型とハンドヘルド型の 2 つのタイプがあります。 ヘッドシールドを使用すると、溶接工がヘッドシールドを保持する必要がなくなるため、より便利です。 シールドは溶接工の頭と首の露出部分をすべて覆います。 必要に応じて、シールドを後ろに傾ける必要はなく、光フィルターを備えたフレームのカバーを持ち上げて、透明な窓を通して構造を検査するだけです。 保護ガラス、溶接のために接合部を準備し、エッジを清掃し、スラグを除去し、その他の操作を実行します。
アークの有害な放射線から保護するために、濃い緑色のガラス フィルターがシールドに挿入されており、アークや溶融金属を観察し、電極を操作することができます。 13 クラスのタイプ C 光フィルターは、13 ~ 900 A の電流での溶接に使用されます。 (表2)
表 2. アーク溶接用の光フィルター。
最も便利なのは、ライトフィルターを自動的に暗くする機能を備えたシールドで、溶接工の手を解放し、ブラインド溶接を排除します。
溶接アークからの放射線は、溶接工の近くにいる人の目を傷つける可能性があることに留意する必要があります。 したがって、溶接エリアにいる作業者は眼鏡と光フィルターを装備する必要があります。 アーク放射は、最大 20 メートルの距離での視覚にとって危険です。
金属表面の清掃は透明な保護メガネを着用して行われます。 割れないガラスまたは保護シールド内にあります。
身体の保護。 溶融金属やスラグの火花や飛沫から本体を守るため、 高温材料と装備は、耐熱性、耐火花性、耐火性の含浸を施したターポリンで作られたオールシーズンおよび夏用の作業服です。 手はミトンで保護されています(GOST 12.4.010)。
作業服 (ジャケットとズボン) は、溶接工をアーク放射から保護する素材で作られています。 溶接工は、固定位置で作業する場合、アーク切断中に特に危険な金属飛沫を防ぐエプロンを使用します。 靴は滑りにくい靴底でなければなりません。
作業中は、ジャケットのボタンを留め、袖口を結ぶかボタンで留め、ポケットはフラップで閉じ、ブーツはしっかりと紐を締め、脚への金属飛沫を防ぐためにズボンはブーツを覆う必要があります。 オーバーオール、安全靴、手袋は、油が残らないように乾燥している必要があります。
個人用保護具には次のものも含まれます ゴムマット、特に危険な作業に使用されるゴム手袋と長靴。
で 溶接作業の上 屋外寒い季節には、気候帯に応じてオーバーオールに熱保護ライナーが追加されます。
換気。 換気は全体的または局所的に行うことができます。 一般的なものは給排気系となります。 部屋全体の汚れた空気を除去し、新鮮な空気を供給します。 常設作業場における一般的な排気換気は十分に効果的ではありません。アークや炎から上昇する汚染された空気の流れは、電気溶接機に悪影響を及ぼします。 したがって、汚染された流れは局所排気装置を使用して作業場から除去されます。
地元のものは効果的です 換気装置溶接トーチを作業者の顔からそらして、汚染された排気パネルを取り外します。 パネルの種類の選択は、除去される空気の量、溶接テーブルの長さ、溶接される製品のサイズによって決まります。 排気パネルは、比較的小さな部品を溶接する場合に特に効果的です。 アークやパネルの近くの大きなシートや構造物を溶接する場合は、局所吸引装置を設置することをお勧めします。 モバイルタイプ、伸縮パイプと回転フランジによって排気換気装置に接続されています。
特別な仕事をする 危険な状態。 手動アーク溶接用 交流電流特に危険な状況(金属容器内、屋外、空気の入った部屋など)では、 危険の増加) 電極を交換するときは、ロック装置が使用されます。 溶接回路の電圧がオフになったとき、または安全な値 (12 ~ 14 V) に低下したときに、電極を交換できます。 帆布手袋を着用して作業を行います。 溶接休憩中は電動ホルダーを三脚やフックに吊り下げて使用します。
特別な注意タンク、ボイラー、井戸、その他の密閉された空間や狭い空間で作業する場合は、ガス中毒や感電の危険が生じるため、作業場を整備する必要があります。
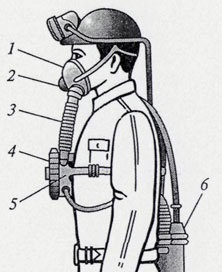
密閉容器内で作業する電気溶接機には、ホース防毒マスク PSh-2 または PSh-1、強力なロープが取り付けられた救命ベルト、熱を伝えにくいフェルトまたはその他のライニング上のゴム製断熱マット、および誘電体素材で作られたヘルメットと、ゴム製のアームレストと膝パッドを備えたオーバーオール。
危険区域で作業を開始する前に、空気サンプルが採取されます。 動作中、ブロワーは次の場所に送られます。 作業エリア新鮮な空気。
石油製品やその他の引火性および可燃性の液体が充填された溶接対象の容器は、洗浄し、蒸気で処理する必要があります。
高所で溶接作業を行う場合、作業者は安全ベルトと工具袋を着用する必要があります。 溶接工が同じ垂直に沿って異なる高さで同時に作業する場合、溶融金属やスラグの落下から下にいる人を保護する手段を提供する必要があります。 屋根鉄またはアスベストのシートで覆われた緻密なプラットフォームが溶接現場の下に設置されます。
建設現場で働く溶接工は、落下物、感電、風雨から頭を守るためにヘルメットを着用する必要があります。 目出し帽はヘルメットの下に着用します。
文学。
1. ヴィノグラドフ Yu.G.、オルロフ K.S. フィッターのための材料科学。 M. 1983
2 キフチク N.N. 建設現場での艤装作業。 M. 1983
3. ルパチョフ V.G. 手動アーク溶接。 さん 2006年
4.タヴァストシェルナ R.I. プロセスパイプラインの設置。 M.1980
5. タヴァストシェルン R.I.、ベズマン A.I.、ポズドニシェフ V.S. 産業企業の技術パイプライン。 ビルダーズハンドブック。 M. 1991
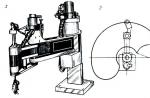
シェルの縦方向の継ぎ目を自動溶接するための設備 - 在庫あり!
高性能、利便性、操作性、動作の信頼性が高い。
溶接スクリーンと保護カーテン - 在庫あり!
溶接や切断時の放射線防護。 大きな選択です。
ロシア全土に配送可能!
溶接工の作業場は、通路や通路だけでなく、作業の邪魔になる不必要なものを置かずに、清潔で整頓された状態に保たれなければなりません。 部品とワークピースはサポートとラック上の安定した位置に保持する必要があり、スタックの高さはスタックの底面の幅の 1.5 倍または直径の 1.5 倍を超えてはならず、いかなる場合も 1m を超えてはなりません。
溶接ケーブルは、圧力がかかっているガス溶接ホースやパイプラインの近く、高温の場所、酸素ボンベやアセチレン発生器の近くに置かないでください。
溶接や切断は、ハッチが閉じられている容器やプラグのネジが緩んでいる容器内、または保護されていない、または覆われていないハッチ、開口部、ウェルなどの近くで実行しないでください。
個人の保護手段
手動電気アーク溶接では、溶接ゾーン (溶接アーク、溶融金属) は、溶接アークの放射と熱、および溶融金属の飛沫により、電気溶接機に損傷を与える可能性があります。 放射線や金属飛沫から目、顔、溶接工の頭と首の皮膚を保護するだけでなく、溶接中に放出される金属蒸気、スラグ、エアロゾル(溶融金属や金属の小さな粒子)の直接的な影響から呼吸器系を部分的に保護します。蒸気中に浮遊するスラグ)、保護シールド。 シールドには大きく分けてヘッドシールドとハンドシールドの2種類があります。 ヘッド シールドを使用すると、溶接工の手がハンド シールドを保持する必要がなくなるため、より便利です。 シールドは凹んだ形状で作られているため、溶接工の頭と首の露出部分をすべて保護します。 シールドを使用して構造を確認する場合、シールドを頭の上に折り返す必要はなく、ライトフィルターを装着したフレームカバーを持ち上げ、透明な保護ガラスを通して構造を検査し、接合部を準備するだけで十分です。溶接の場合は、エッジの清掃、スラグの除去、および良好な視認性が必要なその他の作業を実行します。 有害なアーク放射から保護するために、ガラスフィルターがシールドに挿入されています。 濃い緑色有害な放射線は透過しませんが、アークや溶融金属を観察したり、電極を操作したりすることができます。 より良いフォーメーション縫い目 13 クラスのタイプ C 光フィルターは、13 ~ 900 A の電流での溶接に使用されます。さまざまな光フィルターにより、溶接工は自分の視力に適した光フィルターを選択できます。 必要なクラス。 溶接アークからの放射線は、溶接機の近くにいる作業者の目を傷つける可能性があることに留意する必要があります。 したがって、溶接現場の作業者は補助作業者用の眼鏡と光フィルターを装備する必要があります。 アーク放射は、最大 20 m の距離で視覚的に危険です。
建設現場で働く溶接工は、落下物による怪我から作業員の頭を保護し、感電や大気の影響から保護するヘルメットを着用する必要があります。 ヘッドギアである目出し帽は、ヘルメットの下に着用する必要があります。 溶接工にとって重要な個人用保護具は、オーバーオールと安全靴です。 作業服 (ジャケットとズボン) は、溶接工を放射線から保護する素材で作られており、火花防止ストライプが付いています。 溶接工は固定位置で作業するため、アーク切断中に特に危険な飛沫を防ぐエプロンを使用します。 設置現場で作業する溶接工の靴には、滑りにくい靴底が必要です。
個人用保護具には、特に作業するときに使用されるゴムマット、ゴム手袋、靴下も含まれます。 危険な場所。 作業中、溶接工はジャケットを締めて、アーク光線による身体の開いた領域への露出や損傷を防ぐ必要があります。 ジャケットのバルブは閉じ、ズボンは脚への金属飛沫を避けるためにブーツを覆うように着用してください。
寒い季節に屋外で溶接作業を行う場合は、気候帯に応じて作業服に耐熱ライナーを装備する必要があります。
溶接エアロゾルの発生量が増加する材料(非鉄金属、亜鉛や亜鉛メッキを施した鋼材など)を使用する場合は、溶接機へのクリーンエアの供給を確保するために換気を強化します。 一般的な換気望ましい効果が常に得られるとは限らないため、個人用保護具に頼ることになります。 この目的のために、主にフィルタ付き防塵マスクが使用されますが、まれに自給式ホースや自給式呼吸器が使用されますが、呼吸用マスクやガスマスクを使用して作業すると、作業者の急速な疲労が生じるため、いずれの場合も、最適なものを選択する必要があります。 効果的な方法保護。
職場内の有害物質の濃度を最大許容レベルまで低減するには、さまざまな種類の吸引を使用する必要があります。
手動電気溶接用局所吸引
小型製品の手動電気溶接は、均一吸引の固定格子パネルの形で局所吸引装置を備えたブースまたは固定場所で実行する必要があります。
パネルの作業セクションでは、空気速度は 0.15 m/s であり、0.5 m/s の吸引から 0.7 m 以下の距離で溶接ゾーン内の空気の移動が確保されます。
フラックスの層の下で溶接する場合は、半自動ホースマシンに接続された局所吸引が使用されます。
二酸化炭素中で溶接する場合は、自動または半自動トーチと組み合わせて局所吸引が使用されます。
溶接作業を行うと、怪我や職業病につながる可能性のある危険かつ有害な生産要因が発生します。
溶接作業時の労働安全衛生
溶接作業を行う際の安全規制の違反は、多くの場合、火災、爆発、そしてその結果として負傷や死亡という最も悲劇的な結果につながります。
また、溶接時には、感電、スラグや金属の落下による火傷、機械的損傷などの怪我が発生する可能性があります。
これらすべての状況を防ぐには、安全上の注意事項に厳密に従うことが重要です。
1. 電流源と溶接アークの電源に接続されたすべてのワイヤの信頼性の高い絶縁、幾何学的に閉じたスイッチングデバイスの配置、溶接機のハウジングの接地。 次のものは接地の対象となります: 電源ハウジング、ハードウェア ボックス、補助装置 電気設備。 接地線の断面積は少なくとも 25 mm2 である必要があります。 接続、切断、修理 溶接装置勤務する電気技師のみが関与します。 溶接工はこの作業を行うことを禁止されています /7/。
2. 電源へのサーキットブレーカーの適用 高電圧、アイドリングの瞬間に溶接回路を遮断し、ホルダーに12 Vの電圧を供給します。
3. 絶縁性に優れた電気ホルダーの信頼性の高い設計により、電気ホルダーの通電部分が溶接される製品や溶接工の手と誤って接触しないことが保証されます (GOST 14651-69)。 電気ホルダーは高い機械的強度を備え、少なくとも 8000 回の電極クランプに耐える必要があります。
4. 適切に乾燥したオーバーオールと手袋を着用して作業します。 狭い場所で作業するときや、 限られた空間ゴム製の長靴とマット、電圧が6〜12 V以下の光源を使用することが必須です。
5. 電子ビーム設備で作業する場合は、硬 X 線による損傷の危険を防止します (アーク燃焼に伴う有害な放射線はほぼ完全に吸収されます)。 量子発生器 (レーザー) からの光線は、反射したレーザー光線でも目や皮膚に重大な損傷を引き起こす可能性があるため、目の損傷に関して特に危険です。 したがって、レーザーには 自動装置、そのような病変を予防しますが、厳密に遵守する必要があります 製造指示書これらの設備で作業する溶接オペレーター /7/。
シールドやマスクに挿入された保護ガラスは外側から密閉されています 普通のガラス溶融金属の飛沫から保護します。 シールドは絶縁金属(繊維、合板)で作られており、その形状とサイズは溶接工の顔と頭を完全に保護する必要があります(GOST 1361-69)。
アークの明るさと暗い壁 (キャビン) の低い明るさの間の鋭いコントラストを弱めるには、後者を明るい色 (灰色、青、黄色) で塗装し、塗料に酸化亜鉛を添加する必要があります。壁に当たるアークの紫外線の反射を軽減します。
客室の外で作業する場合は、他の作業者、溶接工や補助作業員の視界を保護するために、携帯用シールドとスクリーンを使用する必要があります /9/。
溶融金属やスラグの飛散による怪我の危険を防ぎます。 アーク溶接中に発生する溶融金属の飛沫は、最大 1800 度の温度になります。 C. あらゆる生地で作られた衣類が破壊されます。 このような飛沫から身を守るために、通常は帆布や特殊な生地で作られた作業服(ズボン、上着、ミトン)が使用されます。 作業するときは、ジャケットをズボンの中に押し込まないでください。靴の上部は滑らかで、溶融金属の飛沫が衣服の中に入らないようにする必要があります。重度の火傷を引き起こす可能性があります。
屋外および屋内での作業中に、濡れた冷たい土や雪、および冷たい金属との接触から保護するために、溶接工には、弾性層を備えた耐火性素材で作られた暖かい寝具、マット、膝パッド、肘掛けを提供する必要があります。
中毒の予防 有害なガス溶接中に放出されるエアロゾル。 熱アーク(6000 ~ 8000 ℃)では、必然的に溶接ワイヤ、コーティング、およびフラックスの一部が蒸気状態になります。 これらの蒸気は作業場の雰囲気に入り、凝縮して凝縮エアロゾルに変わり、その粒子の分散は煙に近く、溶接工の呼吸器系に容易に侵入します。 これらのエアロゾルは、溶接工にとって主な職業上の危険です。 溶接工の呼吸ゾーン内の粉塵の量は、主に溶接方法と溶接される材料によって異なりますが、構造の種類によってもある程度決まります。 化学組成電気溶接粉は溶接方法と基礎材料と溶接材料の種類によって異なります。
溶接作業には厳しい換気要件があります。 固定ステーション、および可能であれば非固定ステーションで溶接エアロゾルを捕捉するには、ドラフト、均一吸引の垂直または傾斜パネル、グリッド下吸引機能を備えたテーブルの形で局所吸引を設置する必要があります。導体やマニピュレータなどに大型の直列構造物を溶接する場合、これらの装置に局所吸引を直接組み込む必要があります。 で 自動溶接サブマージアーク溶接、ガスシールド、エレクトロスラグ溶接では、局所的にガスを吸引する装置を使用します。
圧縮ガスを入れたボンベを使用する場合は、確立された安全対策を遵守する必要があります。ボンベを投げない、加熱装置の近くに設置しない、酸素と可燃性ガスを入れたボンベを一緒に保管しない、ボンベを立てて保管するなどです。 CO2 ボンベの還元器内で水分が凍結した場合は、専用の電気ヒーターを使用するか、水を含ませた布で覆って温めてください。 お湯。 圧縮ガスが入ったシリンダーを裸火で加熱することは、ほぼ必然的にシリンダーの爆発につながるため、固く禁じられています。
以前に使用した容器に溶接作業を行う場合は、保管されている製品の種類とその残留物の有無を確認する必要があります。 製品残留物から容器を徹底的に洗浄し、10% アルカリ溶液で 2 ~ 3 回リンスする必要があり、その後のパージも必要です 圧縮空気溶接工にとって有害となる可能性のある臭気を除去します /3/。
容器を酸素で吹き飛ばすことは固く禁じられていますが、酸素を吹き込むことは時々試みられます。この場合、溶接工の衣服や皮膚に酸素が接触すると、衣服に激しい発火が起こり、致命的な火傷につながるからです。
爆発の危険は、次のような部屋で作業を行う場合にも存在します。 たくさんのほこりの多い有機物質(食品小麦粉、泥炭、石炭)。 この粉塵は一定の濃度になると爆発を引き起こす可能性があります 大きな力。 このような部屋での溶接作業には、十分な換気に加えて、 特別な許可消防署。
溶融金属やスラグによる火災の防止。 このため、木材や可燃性の断熱材を覆う金属、木製の足場、可燃物の近くなどで溶接を行う場合には、火災の危険性が存在します。上記の溶接オプションはすべて許可されるべきではありません。
組み立てや輸送作業に伴う怪我(機械的怪我)の防止。 包括的な機械化と自動化の導入は重要であり、これによりこの種の怪我のリスクが大幅に軽減されます。
組み立て中や溶接中の怪我の主な原因は次のとおりです。 車両重い部品や製品の輸送に。 車両の故障。 索具装置の故障。 欠陥のあるツール:大ハンマー、ハンマー、レンチ、ノミ、継ぎ目からスラグを除去する際の安全メガネの欠如。 特別な衣服やその他の保護具が不足している。
この場合の安全対策: 指定されたすべての手段とツールを定期的に確認する必要があります。 艤装作業は特別な訓練を受けた人が行う必要があります。 労働者は、特別な衣服と手袋を着用して作業することを含め、すべての安全規制を遵守する必要があります。 個人用換気装置の使用(必要な場合)など。複雑な機械化と自動化の導入が重要であり、これによりこの種の怪我のリスクが大幅に軽減されます。
溶接工が作業しやすいようにするには、次の推奨事項に従う必要があります。
1. 大きなセクションの組み立てと溶接は、専用の場所、ベッド、スタンドで実行する必要があり、構造の両側に十分な通路を設ける必要があります。
2. 高所の体積部分を溶接する場合、溶接作業場の外に溶接設備を備えた足場を設置する必要があります。
3. 故障した場合に通電される可能性のあるすべての機器には、共通の保護接地に接続された個別の接地が必要です。
4. すべての溶接設備は整備士の監督の下で行われなければなりません。 設置者のみが電気溶接装置の欠陥を修正する権利を有します。