Ja rodas nepieciešamība pēc virsbūves remonta, pirmkārt, rodas jautājums par palīglīdzekļiem, kas palīdzētu labot esošo situāciju (virsbūves bojājumus). Tātad, jo īpaši, jums būs nepieciešams aprīkojums ķermeņa iztaisnošanai, metināšanas aprīkojums un, protams, krāsošanas aprīkojums.
Konkrēti šajā rakstā mēs vēlējāmies runāt tikai par vienu no posmiem virsbūves remonts. Tas ir, tikai par viena veida aprīkojumu. Šajā rakstā galvenā uzmanība tiks pievērsta metināšanas aprīkojumam, lai ar savām rokām veiktu automašīnas virsbūves darbus. Runāsim par metināšanas iekārtas izvēli, drošības pasākumiem, metināšanas iekārtas darbības principiem, korpusa metināšanai izmantotajiem materiāliem un metināšanas tehnoloģiju.
Maiņstrāvas metināšanas iekārta ar elektrodiem automašīnas virsbūves metināšanai (manuālā metināšana)
 Visnepieredzējušākajiem var šķist, ka jūs varat iztikt ar parastu metināšanas iekārtu automašīnas virsbūves remontam, proti, metinātāju maiņstrāva ar elektrodiem un iespēju zem tiem iestatīt strāvu. Uzreiz gribu teikt atklāti, ja vēlaties panākt izturīgu, kvalitatīvu, estētisku automašīnas virsbūves šuvi, tad ar šādu metināšanas iekārtu to nevar panākt. Šāda ierīce jums nederēs automašīnas virsbūves remontam. Ieslēgts vieglā automašīna Gandrīz nav vietas, kur bez problēmām varētu rāpot ar elektrodu, vai arī tas ir pilnīgi neiespējami, vai arī katru reizi, lai nokļūtu metināšanas vietā, elektrods ir jānokož. Šāda elektrodu metināšanas iekārta ir piemērota, ja nepieciešams metināt raupjo dzelzi, ja ir norauts sakabes āķis vai sakabes āķis. Vai arī gribēja ātrs labojums piemetiniet salauzto rāmi smagā mašīna. Ja jums ir nepieciešams metināt armatūras sietu no stieņa, tā teikt, ar biezumu 10 mm vai vairāk, vai cita salīdzinoši bieza metāla, tad šī izvēle ir piemērota.
Visnepieredzējušākajiem var šķist, ka jūs varat iztikt ar parastu metināšanas iekārtu automašīnas virsbūves remontam, proti, metinātāju maiņstrāva ar elektrodiem un iespēju zem tiem iestatīt strāvu. Uzreiz gribu teikt atklāti, ja vēlaties panākt izturīgu, kvalitatīvu, estētisku automašīnas virsbūves šuvi, tad ar šādu metināšanas iekārtu to nevar panākt. Šāda ierīce jums nederēs automašīnas virsbūves remontam. Ieslēgts vieglā automašīna Gandrīz nav vietas, kur bez problēmām varētu rāpot ar elektrodu, vai arī tas ir pilnīgi neiespējami, vai arī katru reizi, lai nokļūtu metināšanas vietā, elektrods ir jānokož. Šāda elektrodu metināšanas iekārta ir piemērota, ja nepieciešams metināt raupjo dzelzi, ja ir norauts sakabes āķis vai sakabes āķis. Vai arī gribēja ātrs labojums piemetiniet salauzto rāmi smagā mašīna. Ja jums ir nepieciešams metināt armatūras sietu no stieņa, tā teikt, ar biezumu 10 mm vai vairāk, vai cita salīdzinoši bieza metāla, tad šī izvēle ir piemērota.
Kāda metināšanas iekārta ir nepieciešama, lai metinātu automašīnas virsbūves daļas?
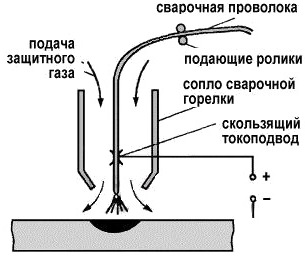
Ja nepieciešams metināt plānu korpusa metālu, apmēram 0,8 -1 mm biezumā, nevis dedzināt tajā caurumus, metināšanas iekārtai jābūt oglekļa dioksīda pusautomātiskajai metināšanas iekārtai. Sīkāk, pusautomātiskais oglekļa dioksīda metinātājs ir metinātājs, kas metina ar stiepli, kas tiek automātiski ievadīta metināšanas zonā, vai ierīce, kas paredzēta metināšanai ar nelietojamu (volframa) elektrodu aizsarggāzes vidē. Rietumos šādām mašīnām ir saīsinājums MAG Un TIG, par to, ko tas nozīmē, nedaudz tālāk. Turklāt oglekļa dioksīda pusautomātisko iekārtu var saukt par galveno metināšanas iekārtu veidu garāžu darbiniekiem un dienestiem, kas veic virsbūves remontu. Oglekļa dioksīda iekārta ir daudzpusīgākā un pieejamākā starp visiem metinātājiem, ar ko var veikt kvalitatīvu virsbūves remontu. Tas var metināt tērauda loksnes ar biezumu 0,8 mm un līdz 5-6 mm. Tas ir, oglekļa dioksīda automātiskā iekārta pilnībā aizstās metināšanas iekārtu ar elektrodiem, bet pretējais nedarbosies. Ir vērts atzīmēt, ka metināšanas kvalitāte (iekļūšana un metāla spriedzes novēršana siltuma ietekmētajā zonā) pat rupjajam dzelzs šeit būs par vienu pakāpi augstāka.
Jāņem vērā, ka, ja mācīšanās metināt ar elektrodu ir ilgs un grūts process, tad iemācīties metināt ar ogļskābās gāzes pusautomātisko iekārtu ir daudz ātrāk un vienkāršāk, jo nav jāprot aizdedzināt un uzturēt loka metināšanas laikā. Tas ir, pusautomātiskā metinātāja kvalifikācija var būt zemāka, bet metinājuma kvalitāte būs augstāka.
Apkopojot visu iepriekš minēto, varam pārliecinoši apgalvot, ka automašīnas virsbūves garāžas metināšana, pirmkārt, ir pusautomātiski veikta elektrometināšana aizsarggāzes vidē.
Ko var pusautomāts auto virsbūves metināšanai un ne tikai...
Atkārtosim vēlreiz par pusautomātisko ierīci konkrētāk, vai drīzāk par tās iespējām. Pusautomātiskā metināšana ir automašīnas virsbūves remonta pamats. Tikai pateicoties tam, ka jums ir uzticams oglekļa dioksīda pusautomāts, jebkuras automašīnas remonts nešķitīs azarts. Vai tas būtu vecs, caurains un beigts “penss”, kuram sliekšņu vietā ir palikusi tikai sarūsējusi bārkstis, un katru sekundi vadītājs un pasažieri riskē izkrist no salona pa milzīgiem caurumiem grīdā, vai pretenciozs svešs auto, saplacināts. nevērīga blondīne liktenīgā negadījumā. Ar ogļskābās pusautomātiskās mašīnas palīdzību atjaunosiet jebkuru virsbūvi - piemetināsiet jebkurus ielāpus uz jebkuriem caurumiem, metināsiet jaunas virsbūves daļas - spārnus, sliekšņus, sānu elementus, remonta ieliktņus, iztaisnojiet iespiedumus, kuriem nevar piekļūt no iekšpuses. , un tādējādi piešķirt automašīnai jaunu dzīvi.
Papildus remontam automašīnu virsbūves, oglekļa dioksīda pusautomātiskā iekārta ļaus atrisināt daudzas citas svarīgas problēmas:
1. Remontēt dārza un sadzīves tehniku, metinot
2. Metināt ūdens caurules.
3. Izgatavojiet īpašus instrumentus automašīnu remontam - piemēram, jaudīgu uzgriežņu atslēgu riteņu uzgriežņu atskrūvēšanai
4. Izgatavojiet jebkuras metāla konstrukcijas savai garāžai, piemēram, plauktus no tērauda profiliem.
Metināšanas darbos izmantotie tehniskie saīsinājumi
MIG- metāls – inerta gāze (piemēram, argons). Metināšana notiek inertās gāzes vidē, kas nesadarbojas ar izkausētu metālu.
MAG- metāls – aktīvā gāze (oglekļa dioksīds). Metināšana notiek aizsarggāzes vidē, kas mijiedarbojas ar metinājuma kausēto metālu. Daži precizējumi: ja metināt ar oglekļa dioksīda pusautomātisko iekārtu, tad tas nozīmē MAG metināšanu. Ja jums ir apnicis metināt ar oglekļa dioksīdu, un jūs pievienojāt to pašu pusautomātisko iekārtu argona cilindram, tad tā jau ir MIG metināšana.
TIG- metināšana ar nepatērējamu volframa elektrodu inertās gāzes vidē (parasti argons).
Kādas gāzes izmanto automašīnas virsbūves pusautomātiskai metināšanai?
Galvenā gāze, ko izmanto pusautomātiskai metināšanai, ir CO2 (oglekļa dioksīds), ko sauc arī par oglekļa dioksīdu, oglekļa anhidrīdu.
Oglekļa dioksīds tiek piegādāts metināšanas zonā zem spiediena, izspiežot normālo gaisa vidi, kas novērš metāla pārmērīgu oksidēšanos. Ja pavisam godīgi, tad arī no oglekļa dioksīda šajā gadījumā izdalās skābeklis, taču daudz mazākos daudzumos nekā tad, ja metināšana tiktu veikta bez tā.
Oksidācijas novēršana ļauj ietaupīt lielāku metāla daudzumu, kas nav pārvērties oksīdos (FeO). Rezultātā metāls nedeg, bet tikai kūst, un izdalās mazāk izdedžu (oksīdu).
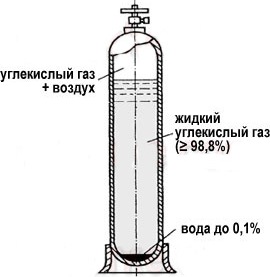
Parasti oglekļa dioksīdu iegūst no oglekļa dioksīda (GOST 8050 - 76, patiesībā tā ir sašķidrināta gāze). Oglekļa dioksīds tiek uzglabāts speciālos balonos ar tilpumu 40 kg, savukārt balonā tiek iepildīts tikai 25 kg oglekļa dioksīda. Iztvaicējot 1 kg šķidrā oglekļa dioksīda pie 0°C un 760 mm Hg. Art. Izveidojas 506,8 litri gāzes, tas ir, 25 kg oglekļa dioksīda sastādīs 12,67 m3 gāzes. Bet par to, kādiem baloniem vajadzētu būt oglekļa dioksīda uzglabāšanai, mēs runāsim vēlāk. Oglekļa dioksīds var būt tehniskas vai pārtikas kvalitātes. Principā derēs jebkurš, bet tehniskajos ir mazāk ūdens tvaiku, kas ir pilnīgi bezjēdzīgi metināmo detaļu zonā.
Ja oglekļa dioksīda vietā kā aizsargmateriālu izmanto argonu, tad var metināt arī krāsainos metālus - nerūsējošo tēraudu, alumīniju, misu un citus sakausējumus un metālus. Ar vienu obligāts nosacījums ka izmantosiet atbilstošo metināšanas stiepli – t.i. izgatavots no nerūsējošā tērauda vai alumīnija. Kas attiecas uz nelietojamo elektrodu metināšanu (TIG metināšana), šāda veida metināšana prasa vairāk prasmju un ir mazāk ērta metināšanai korpusa metāls. Lai gan metināšanas kvalitāte, izmantojot šo metodi, ir ārpus konkurences.
Šeit ir iespējas. Jūs varat iegādāties nelielu importa ogļskābās gāzes balonu, bet tas ir nedaudz dārgs. Populārāks korpuss ir standarta sadzīves balons ar 40 vai 25 litru tilpumu. Oglekļa dioksīds vai drīzāk oglekļa dioksīds cilindros ir šķidrā stāvoklī un aizņem nedaudz vairāk par pusi no to tilpuma. Atlikušajā pusē ir gāze tās dabiskajā fāzē - gāzveida.
Ja metināšana jums nav nejauša epizode, bet gan dzīves jautājums, iegādājieties mazu cilindru, 20 litri uz litru. Šāds cilindrs kalpos ilgu laiku - gadu vai pat vairāk, un jūs to varat nēsāt vienu. Un tālāk. Šis cilindrs viegli pieguļ aizmugurējais sēdeklis gandrīz jebkura vieglā automašīna.
Kas attiecas uz 45 litru cilindru, tas, protams, kalpo vēl ilgāk. Bet tas ir pārāk smags, lai ātri pārvietotos. Vienu nēsāt šādu cilindru, it īpaši piepildītu, ir ļoti grūti - to var uzpildīt. Atliek vien lēnām ripot...
Vai ir iespējams izmantot parasto gāzes balonu pusautomātiskai metināšanai?
Daži cilvēki, iespējams, patiešām vēlētos ietaupīt naudu, izmantojot parasto gāzes balons, veicot metināšanas darbus, izmantojot pusautomātisko metināšanu. Un, ja parasta gāzes balona tilpuma ziņā viss ir kārtībā, tad to nevar teikt par tā spiedienu un savienojošo vītni.
Pirmkārt darba spiediens oglekļa dioksīda balonam ir aptuveni 14,7 MPa (150 atmosfēras). Parastā gāzes balonā darba spiediens ir tikai 1,6 MPa (16 atmosfēras).
Otrkārt, parasta gāzes balona savienojošā vītne nenodrošinās savienojumu ar reduktoru augstspiediena ar cilindru, neizmantojot adapteri.
Tas ir, parasto gāzes balonu nevar izmantot oglekļa dioksīda uzglabāšanai un to nevar izmantot pusautomātiskajā metināšanā.
Pārnesumkārba pusautomātiskajiem metināšanas darbiem
Sadzīves cilindru reduktoru var iegādāties instrumentu veikalu metināšanas nodaļās. Pārnesumkārbas korpuss ir krāsots melnā krāsā (tāpat kā pats oglekļa dioksīda balons), un tam ir gāzes izplūdes spiediena regulators un manometrs.
Manometram ir divas skalas, un tas parāda gan gāzes izplūdes spiedienu, gan tās plūsmas ātrumu litros minūtē.
Reduktors ir piestiprināts pie cilindra ar 32 uzgriezni. Neaizmirstiet uzstādīt paronīta blīvi, pretējā gadījumā savienojums “noplūdīs”.
Piemērots ir arī skābekļa reduktors. Šādam reduktoram ir divi manometri - viens rāda spiedienu tieši cilindrā, bet otrs pie reduktora izejas. Gāzes spiediens pie izejas tiek regulēts tāpat kā ar oglekļa dioksīda reduktoru. Galvenā atšķirība ir tāda, ka skābekļa reduktora korpuss ir krāsots zilā krāsā.
Metināšanas stieple pusautomātiskajai iekārtai
Vadam jābūt ar vara pārklājumu, mūsu vai importētam. Mūsu vadu var saukt par SV08G2S vai SV08G2 (diametrs 0,8 mm). Metināšana būs veiksmīga ar jebkuru stiepli, ja vien tā ir pārklāta ar varu un bez netīrumiem un rūsas.
Dažos gadījumos metināšanu var veikt ar tā saukto “plūsmas serdeņu” vai “pašaizsargājošo” stiepli. Tas ir izgatavots, izmantojot pulvermetalurģijas tehnoloģijas un satur aizsargplūsmu, un tāpēc nav nepieciešams izmantot aizsarggāzi.
Bet šāds vads ir daudz dārgāks nekā parastais vads, un metinātās šuves tie neizskatās tik skaisti kā metinot ar parasto stiepli oglekļa dioksīda vidē.
Visizplatītākais metināšanas stieples diametrs ir 0,8 mm. To var iegādāties gandrīz jebkurā metināšanas nodaļā jebkurā instrumentu veikalā un pat datortehnikas veikalā. Ar šo stiepli var metināt gan plānu (0,7 - 0,8 mm), gan diezgan biezu metālu - 4 mm un biezāku.
Ja specializējies plāna (no 0,6 mm) metāla metināšanā, tad ērtāk ir izmantot stiepli ar diametru 0,6 mm. Ar to pašu stiepli var metināt arī biezu metālu - no 4 mm un biezāku.
Starp citu, stieple ar diametru 0,6 mm tiek tikai importēta. Jebkurā gadījumā es personīgi nekad neesmu saskāries ar šāda diametra sadzīves stiepli.
Vai pusautomātiskajā mašīnā ir iespējams izmantot parasto vadu?
Kā mēs paskaidrojām iepriekš, oglekļa dioksīda galvenais uzdevums ir novērst oksidēšanos. Fakts ir tāds, ka šajā procesā daļēji ir iesaistīta arī metināšanas stieple. Kad metāls tiek oksidēts, pirmie komponenti, kas piedalās metāla oksidēšanā, ir mangāns un silīcijs. Lai konstrukcijas metālā saglabātos lietderīgais silīcija un mangāna tilpums, šie elementi tiek pievienoti arī metināšanas stieplei. Tajā pašā laikā vispirms tiek oksidēts silīcijs un mangāns no stieples, aizstājot elementus no metināmās konstrukcijas metāla. Tādējādi tiek saglabāts metāla tilpums metināmajās daļās.
Tas ir, parastā stieples izmantošana nedos vēlamos rezultātus.
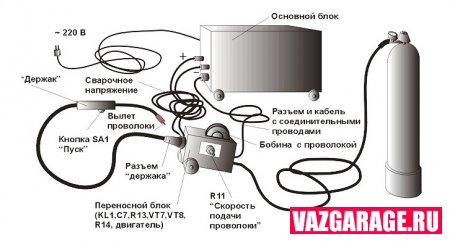
Oglekļa dioksīda pusautomātiskā metināšanas iekārta - pusautomātisko iekārtu piemēri un galvenās vadības ierīces korpusa metināšanai.
Tālāk rakstā mēs sīkāk apspriedīsim pusautomātiskās metināšanas iekārtas vadības elementu izmantošanas principu automašīnas virsbūves remontam, ja automašīnas virsbūvi metinām ar savām rokām, kā arī skaidri parādīsim visas savienojumi, kas nepieciešami metināšanas darbu sākšanai.

(fotoattēlā pusautomātisks - Blue Weld 4.135)
Vispirms apskatiet pusautomātiskās mašīnas priekšējo paneli. Parasti ir slēdzis, metināšanas strāvas regulators un stieples padeves ātruma regulēšana.
Tagad pāriesim pie augstspiediena cilindra savienošanas.

Cilindrs un reduktors bez kuriem ir augstas kvalitātes metināšanas darbiķermeņi nav iespējami
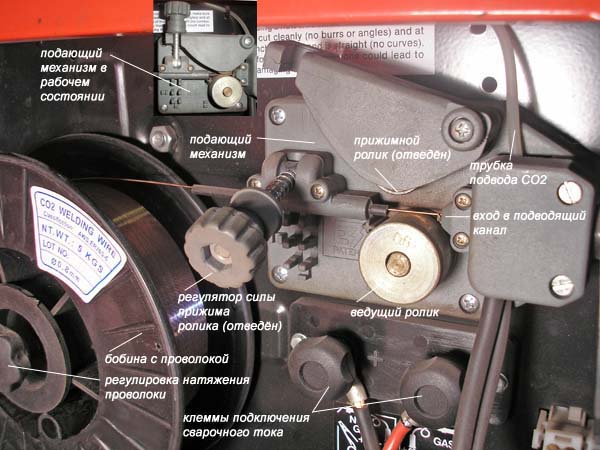
Padeves mehānisms un pusautomātiskā stieples spole Panther 132 korpusa metināšanai
Otrkārt iespējamais variants stieples "ievēršana" pusautomātiskajā mašīnā
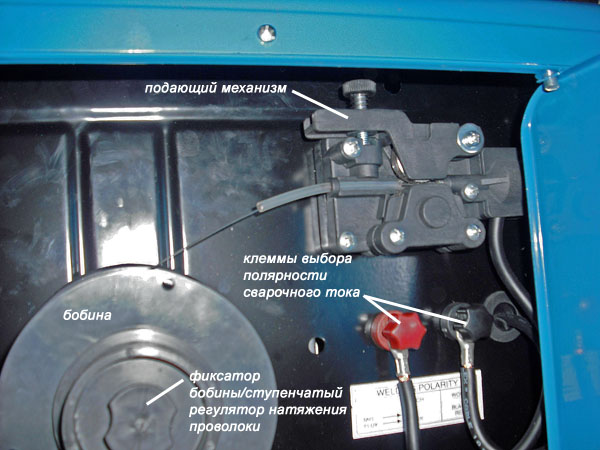
Virsbūves metināšanas pusautomātiskās iekārtas Blue Weld 4.135 padeves mehānisms un spole.
Pusautomātiskās mašīnas sagatavošana automašīnu virsbūves daļu metināšanai.
Kas jādara pirms pusautomātiskās metināšanas iekārtas pievienošanas.
Pirms sākat spekulēt par to, kā pareizi pievienot pusautomātisko ierīci, jums jāveic pārbaude - garāžas tīkla kravnesības pārbaude.
Runājot krieviski, jānoskaidro, vai garāžu tīkls spēj izturēt slodzi un strāvu, ko patērē pusautomātiskais metināšanas aparāts.
Šī testa būtība ir šāda: jums ir jāizmanto testeris, lai izmērītu spriegumu garāžas tīklā, kuram ir pievienota slodze 2,5-3 kW. Tas var būt plīts, gludeklis vai abu kombinācija.
Ja spriegums zem slodzes ir mazāks par 205 - 210 voltiem, tad parastās pusautomātiskās mašīnas darbība kļūst problemātiska.
Ja jums ir pusautomātiskais invertors, tas nedaudz labāk panes samazinātu spriegumu.
Bet, ja garāžas tīklā zem slodzes ir tikai 170 - 180 volti, tad normāla metināšana nav iespējama.
Tas nozīmē, ka vispirms ir jāatrisina problēma ar tīklu vai drīzāk ar pašreizējo un pēc tam jādomā par nākotni
Kā sagatavot pusautomātisko mašīnu darbībai, ir rakstīts tās rokasgrāmatā. Bet, iespējams, jums ir lietota mašīna, kas iegādāta lietotā veidā, vai jums var vienkārši rasties jautājumi, tāpēc, lūk, kā sagatavoties automašīnas virsbūves metināšanai:
1. Pirmajā posmā pusautomātisko iekārtu “uzlādējam” ar metināšanas stiepli. Lai to izdarītu, jums būs:
a) Noņemiet (vai atskrūvējiet) gāzes sprauslu metināšanas deglis.
b) Atskrūvējiet metināšanas degļa vara galu. To dara ar uzgriežņu atslēgu vai knaibles.
c) Ievelciet padeves mehānisma spiediena veltni.
d) Uzstādiet eiro spoli ar stiepli.
e) Iestatiet vēlamo polaritāti metināšanas strāva, proti: metinot ar plūsmas serdeņu stiepli - plus uz skavas, mīnuss - uz degļa. Šajā gadījumā uz stieples tiks radīts maksimālais siltuma daudzums, kas nepieciešams, lai aktivizētu tajā esošo plūsmu. Šo polaritāti sauc par taisnu.
Ja gatavojat ar oglekļa dioksīdu, izmantojot parasto stiepli, polaritāte tiks mainīta - plus uz degļa, mīnus uz skavas. Šajā gadījumā maksimālā siltuma izdalīšanās būs uz metināmā metāla.
Polaritātes pārslēgšana tiek veikta, pārkārtojot spailes (skatiet fotoattēlu).
f) Ar rokām ievietojiet stieples galu padeves kanālā par 10 - 20 centimetriem. Dariet to uzmanīgi, lai vads “neizkristu” no ruļļa. Vadam jābūt absolūti taisnam, bez asiem līkumiem. Ja ir līkumi, ar asām knaiblēm nokož bojāto galu un tikai tad turpini strādāt.
g) Turot stiepli no “nokrišanas”, ievietojiet spiediena veltni. Pārliecinieties, vai vads iekļaujas piedziņas veltņa rievā.
Starp citu, var būt divas rievas - viena stieplei ar diametru 0,6 mm, otra 0,8 mm. Tas nozīmē, ka padeves veltnis jānovieto tā, lai stieple iekristu “pareizajā” rievā.
Ja uz veltņa ir tikai viena rieva, tas nozīmē, ka veltnis ir universāls un nav par ko uztraukties.
i) Pievienojiet pusautomātisko iekārtu tīklam un nospiediet pogu uz metināšanas degļa roktura. Vads sāk kustēties, un pēc kāda laika tas parādās pie metināšanas degļa izejas. Lai paātrinātu stieples vilkšanas procesu, varat iestatīt maksimālais ātrums stieples padeve. Parasti, lai to izdarītu, ir pietiekami pagriezt mainīgās metināšanas strāvas vadību līdz galam pa labi. Padevējs sāk skaļi čīkstēt, un stieple ļoti drīz izlido no padeves kanāla.
Starp citu, par taustiņu: nospiežot to, vispirms atveras gāzes padeve, un tikai nākamajā brīdī tiek ieslēgta stieples un metināšanas strāvas padeve. Gāzes padevi atver gāzes vārsts, kas parasti (bet ne vienmēr) atrodas deglī.
j) Novietojiet vajadzīgo vara galu uz stieples un ieskrūvējiet to ar atslēgu vai knaiblēm. Starp citu, uzgalim jābūt ar atbilstošu urbuma diametru - vai nu 0,6 mm stieplei, vai 0,8 mm stieplei, vai citam. Parasti uz firmas gala ir atzīme ar stieples diametru.
m) Uzstādiet gāzes sprauslu.

Pusautomātiskās metināšanas iekārtas CO-2 deglis
2. Otrajā posmā mēs savienojam oglekļa dioksīdu.
Lai to izdarītu, jums būs:
a) Uzstādiet reduktoru uz oglekļa dioksīda balona.
b) Savienojiet pārnesumkārbu un pusautomātisko ierīci ar šļūteni. Arī šeit ir iespējami varianti – vai nu jūsu ierīcei ir armatūra šļūtenes pievienošanai, vai arī no pusautomātiskās ierīces iznāk tieva, gara polipropilēna caurule.
Pirmajā gadījumā viss ir vienkārši - savienojiet abus armatūras - gan uz ātrumkārbas, gan uz ierīces ar vajadzīgā garuma gumijas, vēlams skābekļa, šļūteni (iekšējais diametrs 6mm). Armatūrai uz pārnesumkārbas jābūt diametram, kas atbilst šļūtenei (armatūra ir 6, 8 vai 12 mm)
Šļūtene ir piestiprināta pie veidgabaliem, izmantojot tārpu piedziņas skavas.
Polipropilēna caurules gadījumā savienojums notiek nedaudz savādāk: šādu pusautomātisko ierīču komplektā ietilpst adapteris, ar kuru polipropilēna cauruli var savienot ar gumijas šļūteni. Un šļūtene ir savienota ar pārnesumkārbu labi zināmā veidā.
Pusautomātiskās metināšanas iekārtas regulēšana, metinot korpusu
Pirms darba sākšanas jums jāveic vairāki pielāgojumi:
a) Noregulējiet metināšanas stieples spriegojumu. To veic, izmantojot plastmasas uzgriezni, kas uzstādīts uz spoles ass. Pievelkot uzgriezni, tiek palielināta berze starp spoli un balstu, uz kura tā atrodas. Rezultātā stieples laikā stieple tiek automātiski nospriegota proporcionāli jūsu iestatītajam berzes spēkam.
Vai citā veidā, ko nosaka jūsu pusautomātiskās mašīnas veids. Tā vai citādi stieples spriegojumam jābūt tādam, lai vads “neizkristu” no ruļļa, bet īpaši neapgrūtinātu vilkšanu.
b) Noregulējiet spiediena veltņa nospiešanas spēku padeves mehānismā. Saspiešanas spēkam jābūt tādam, lai vads droši, neslīdot starp veltņiem, tiktu ievadīts kanālā jebkurā padeves šļūtenes līkumā.
Bet, no otras puses, vads nedrīkst plīst pie ieejas padeves kanālā, ja tas kāda iemesla dēļ tajā iestrēgst.
Piemēram, stieple tika piemetināta pie vara gala un “piecēlās”. Ja veltnis tiek nospiests pārāk spēcīgi, vads plīsīs telpā starp veltni un ieeju padeves kanālā, un, ja spiediens ir normāls, tas sāks slīdēt.
c) Noregulējiet gāzes plūsmu. Lai to izdarītu, lēnām atveriet vārstu par 1-2 apgriezieniem uz gāzes balona. Izmantojot spiediena regulatoru uz reduktora, mēs vispirms iestatām izplūdes spiedienu uz aptuveni 2 kg/cm.
Tālāk...
Nospiediet pogu, kas atrodas uz metināšanas degļa roktura. Nospiežam tā, lai vads paliktu “stāvēt” un gāzes vārsts atvērts. Jūs dzirdēsiet vieglu gāzes šņākšanu, kas izplūst no gāzes degļa sprauslas (jūs to jūtat - smaržo skābi). Lai gan, protams, jums nevajadzētu to smaržot, jo tas joprojām ir oglekļa dioksīds, kas nozīmē, ka ir iespējams skābekļa bads.
Šajā laikā gāzes plūsmai (skatiet tās vērtību plūsmas skalas spiediena mērītājā) jābūt 8-10 litriem minūtē.
Ja plūsmas ātrums ievērojami atšķiras no ieteiktā, noregulējiet to.
Lūdzu, ņemiet vērā, ka nepieciešamais parametrs ir gāzes plūsma, nevis tās spiediens.
Gāzes patēriņš ir atkarīgs no metināšanas strāvas. Vienkāršs noteikums: nekā aktuālāks, jo lielāks patēriņš. Plūsmas ātrums 8-10 litri ir optimāls, metinot metālu ar biezumu 0,8 mm. Tāpēc jūs beidzot pielāgojat gāzes patēriņa apjomu, pamatojoties uz konkrēto uzdevumu.
d) Pēdējais un svarīga korekcija– tā ir metināšanas strāvas regulēšana. Bet labāk to darīt tieši metināšanas procesā.
Protams, ir vērts atzīmēt, ka, lai kvalitatīvi veiktu metināšanas darbus, ir nepieciešama prakse, kas vēlāk nesīs pieredzi un profesionalitāti virsbūves metināšanas darbu veikšanā.
Nepieciešamais aprīkojums dzīvības un veselības aizsardzības nodrošināšanai metināšanas darbu laikā
Ja jums ir metināšanas iekārta, tad jums ir jābūt arī maskai. Tas ļaus mierīgi aplūkot spožāko elektrisko loku un izkausētu metālu un kontrolēt metināšanas procesu, kā arī pasargās seju un acis no cietā ultravioletā starojuma (to izstaro elektriskā loka), kodīgiem dūmiem un izkausēta metāla šļakatām. . Vislabāk, ja tā ir “Hameleona” tipa maska. Šīm maskām ir elektrooptiskā tipa aizsargājošs gaismas filtrs, ko kontrolē fotodiodes. Tas ir, filtrs, kas normālos apstākļos ir caurspīdīgs, loka uzliesmojuma brīdī nekavējoties kļūst tumšāks, un jūsu acīm nav laika noķert “zaķus”. Pēc loka izdzišanas filtrs atkal kļūst caurspīdīgs. Metināšanas procesā var mainīt gaismas filtra aptumšošanas vērtību, kas ļauj izvēlēties komfortablus darba apstākļus.
Metinātāja aizsargmaska - vienkārša vai "Hameleons"

Aizsargtērps – speciāls halāts, vai vismaz legingi, lai pasargātu rokas no apdegumiem.
Pēc virsbūves remonta operāciju veikšanas, izmantojot metināšanas iekārtu, pēc tam būs nepieciešama tepe, gruntēšana un krāsošana. Papildus informācija par šo tēmu var atrast rakstā "
Transportlīdzekļa virsbūve ir viens no tā galvenajiem elementiem, kurā ir visas pārējās vienības un ierīces. Šajā sakarā ir nepieciešama rūpīga aprūpe, kā arī bojājumu diagnostika un atgūšanas procedūras. Viena no efektīvākajām automašīnu virsbūves remonta metodēm ir metināšana. Šī procedūra To var izdarīt neatkarīgi, taču šim nolūkam ir jāsagatavo īpašs aprīkojums.
Kāds metināšanas bloks ir nepieciešams automašīnas virsbūves remontdarbiem?
Lielākajai daļai transportlīdzekļu īpašnieku, kuri nekad iepriekš nav remontējuši transportlīdzekļa virsbūvi, var domāt, ka... līdzīgi darbi Standarta metināšanas iekārta, ko darbina maiņstrāva, ir ideāla. Steidzamies pievilt, šī ierīce nav piemērota virsbūves darbiem, jo paredzēta darbam ar metālu, kura biezums ir lielāks par sešiem milimetriem. Rezultātā uz automašīnas virsbūves pēc darba ar šādu metināšanas iekārtu nav kārtīgu šuvju, turklāt ar šādas metināšanas iekārtas elektrodu gandrīz neiespējami pietuvoties dažiem virsbūves elementiem.

Lai metinātu transportlīdzekļa virsbūves metālu, kura biezums vairumā gadījumu ir mazāks par vienu milimetru, būs nepieciešama oglekļa dioksīda metināšanas iekārta. Ir vērts atzīmēt, ka šo metināšanas ierīci ir daudz vieglāk apgūt nekā maiņstrāvas metināšanas iekārtu. Metināšanas tehnoloģijas, izmantojot oglekļa dioksīda metināšanas iekārtu, būtība ir saistīta ar to, ka tajā tiek ievietota īpaša stieple. automātiskais režīms pasniedz vietā, kur nepieciešams uzvārīt metālu. Ņemiet vērā, ka dažos gadījumos stieples vietā tiek izmantots īpašs volframa elektrods, tas ir saistīts ar to, ka tas ir izturīgāks, jo aizsarggāzes apstākļos tas nekūst.

Vēlos arī atzīmēt, ka ogļskābās gāzes metināšanas iekārta tiek izmantota ne tikai garāžā, kad renovācijas darbi virsbūves darbi tiek veikti patstāvīgi, bet arī profesionālās autoservisos. Lieta tāda, ka precīzāku un vienmērīgāku šuvi uz plāna automobiļu metāla nevar iegūt ne ar vienu citu metināšanas iekārtu.
Video. Metināšanas iekārtas darbība
Ir arī vērts atzīmēt faktu, ka, ja šādā metināšanas instalācijā oglekļa dioksīdu aizstājam ar argonu, tad būs iespējams metināt ne tikai dzelzi, bet arī krāsainos metālus, kurus arvien vairāk izmanto virsbūves ražošanā.
Atgādināsim, ka iepriekšējā rakstā mēs runājām par to, kā to izdarīt pats. Remontu var veikt plkst garāžas apstākļi, galvenais ir ievērot mūsu ieteikumus.
Kā sagatavot transportlīdzekļa virsbūves metālu?
Tāpat kā jebkurš cits process, kas saistīts ar transportlīdzekļa virsbūvi, virsbūves metināšanai nepieciešama obligāta virsmas sagatavošana. Lai to izdarītu, visas ķermeņa daļas, kuras tiks metinātas, ir jāattīra no netīrumiem, eļļām, rūsas un jebkādiem citiem piesārņotājiem, jo tie var ietekmēt metināšanas kvalitāti.

Pusautomātiskās metināšanas tehnoloģijas galvenā priekšrocība ir stieples padeve, kas ir galvenais metināšanas procesa elements, automātiskajā režīmā. Ņemiet vērā, ka šis vads ir gandrīz labākais variants plānā lokšņu metāla metināšana, jo darbs notiek pie ļoti liels ātrums, kas neļauj metālam izdegt cauri. Pēc metināšanas iegūtajai šuvei ir lieliskas estētiskās īpašības, kā arī augsta mehāniskās īpašības. Metinot ar oglekļa dioksīdu, materiālu patēriņš ir ļoti mazs, un pats metāls praktiski nav deformēts.

Korpusu var metināt, izmantojot vai nu periodisku šuvi, vai nepārtrauktu. Šuves veida izvēle jāveic, pamatojoties uz to, cik pieejamas ir ķermeņa daļas un cik tās ir biezas.
Video. Virsbūves remonts, izmantojot metināšanu
Kā arī vēlos atzīmēt, ka siltuma padeve uz metāla loksnes, kā arī elektrība un stiepli, jums tas periodiski jāpabaro, nevis pastāvīgi jātur uz virsmas. Perioda garuma izvēle ir tieši atkarīga no metāla biezuma, kā arī no tā, cik daudz liela plaisa starp elementiem, kas jāsametina kopā.
Pirmkārt, jums jāpārbauda īpašības elektriskā ķēde savā garāžā, kā arī prasības tai no oglekļa dioksīda metināšanas iekārtas, ja viss atbilst, tad varat pāriet uz metināšanas procesu.
Tagad jums ir jāievieto vads no desmit līdz divdesmit centimetriem piegādes kanālā un jāievieto tajā standarta pozīcija spiediena veltnis. Rezultātā stieplei jānonāk rievā, kas atrodas uz piedziņas veltņa.
Pēc tam jāievieto vietā vara uzgalis un gāzes sprausla, pēc tam var pieslēgt ogļskābās gāzes metināšanas bloku elektrotīklam un sākt metināšanu. Tad viss ir atkarīgs no jūsu precizitātes.
Automašīnas virsbūve ir svarīga transportlīdzekļa daļa, tāpat kā citas sastāvdaļas vai detaļas. Organisms ir apdraudēts, būt par buferi saskarē ar ārējo vidi – neizbēgami mehāniskā ietekme apkārtējos objektus, citus transportlīdzekļus un objektus ceļu satiksmes negadījumos garantēti var izraisīt bojājumus un detaļu formas traucējumus un ārējā pievilcīgā izskata zudumu. Neaizmirstiet par agresīvo ietekmi vidi— mitrums, netīrumi un sāls rada korozijas plankumus un plaisas. Visos šajos gadījumos nepieciešams automašīnas virsbūves remonts.
Automašīnas virsbūves metināšana ir darbietilpīgs process, vai tas būtu loks vai cits. Jebkurā gadījumā virsbūvei ir nepieciešama augstas kvalitātes metināšanas iekārta. automobiļu darbs un augsti kvalificēts metinātājs – tikai šī kombinācija garantē apmierinošu rezultātu. Pienācīgas pieredzes un labas metināšanas iekārtas trūkums neļauj sasniegt precīzu un plānu šuvi. Metināšana ķermeņa darbs jāveic speciāli aprīkotā telpā, kur ir pieslēguma vieta tīklam ar atbilstošiem frekvences, sprieguma un strāvas parametriem, gāzes avots utt. Automašīnas virsbūves metināšana ar savām rokām iespējama tikai vienkāršos gadījumos un virsbūves remontam vietās, kur šuves estētika nav tik svarīga.
Profesionāla pieeja virsbūves apstrādei aprīkotā degvielas uzpildes stacijā ļauj iegūt metinājuma šuvi ar nepieciešamajiem kritērijiem:
- izvēlēts atkarībā no bojājuma vietas;.
- ņemot vērā metāla īpašības, tiek izvēlēts metināšanas veids;
- metināšanas remonta metodi - lāzeru - izvēlas katrā gadījumā individuāli.
Patiešām, nav universālas iespējas, automašīnas elementi pēc remonta tiek pakļauti dažādām stiprībām, un tie ir izgatavoti no dažādi materiāli. Punktmetināšana vairumā gadījumu tiek izmantota spārnu un sliekšņu remontam, savukārt pārklāšanās savienojums būs optimāls elementiem ar lielu slodzi. Ja nepieciešams daļēji nomainīt daļu, tad ir saprātīgi izmantot sadursavienojumu, piemēram, lāpot caurumus automašīnas apakšā.
Savlaicīga automašīnas diagnostika ļauj identificēt bojājumus agrīnā stadijā, kas ļauj atrisināt problēmu bez nopietnām finansiālām izmaksām.
Kādu metināšanas metodi izmantot korpusa metināšanai?
Kā minēts iepriekš, izvēle, kura metināšana un kādi materiāli ir piemēroti automašīnas virsbūves metināšanai, ir jāveic profesionāļiem, kā arī to, kādu aparātu izvēlēties procesa īstenošanai. Automašīnas virsbūve ir izgatavota no mazleģētiem tēraudiem ar nelielu titāna saturu vai oglekļa tēraudiem ar oglekļa saturu diapazonā no 0,08 - 0,14%, un šāds tērauds, kura vidējais biezums ir aptuveni 0,8 mm, ir lieliski piemērots štancēšanai un ir izturīgs pret spēcīgu spriedzi. Attiecībā uz metināšanas remonta veidiem speciālists izvēlas no šāda diapazona:
- izmantojot "VDM 1202" tipa daudzstaciju metināšanas taisngriezi vai tā analogu ar elektrodiem ar diametru 1,6 mm, zīmolu UONI 13/45, šuves stāvoklis ir zemāks;
- automašīnas virsbūve izgatavota ar gāzes degli ar acetilēna-skābekļa liesmu un pildvadu ar diametru 0,8 mm, marka Sv-08G2S;
- Arī automašīnas virsbūves metināšana ir ļoti pieprasīta - tam būs nepieciešams oglekļa dioksīda balons un stieple ar diametru 0,8 mm, marka Sv-08G2S. Tomēr jūs varat metināt pusautomātiski un bez gāzes, izmantojot serdes stiepli vai kušņu vadu.
Vai ir iespējams metināt automašīnas virsbūvi ar metināšanas invertoru?
Virsbūves darbiem augstfrekvences elektrisko strāvu izmanto, lai metinātu bamperus, piederumu rāmjus, aizmugurējās un priekšējās vinčas, stieņus un pat miglas lukturi, ja klients vēlējās tos novietot uz transportlīdzekļa jumta. Galvenā priekšrocība automobiļa virsbūves metināšanai ar invertoru ir liels ātrums- darbi tiks pabeigti pēc iespējas ātrāk. Invertors transportlīdzekļa metināšanas šuvju veidošanas procesā tiek aktīvi izmantots jau kopš padomju laikiem, tomēr tikai tajās virsbūves vietās, kas nepretendē uz estētisko izskatu. Iegūtās šuves ir uzticamas un izturīgas, bet tikai uz metāla, kura biezums pārsniedz 3 mm. Lai iegūtu kvalitatīvu šuvi ar invertoru, ir svarīgi procedūru veikt tīrā telpā - mitrums un putekļi, kas nonāk korpusā, neizbēgami ietekmēs šuves kvalitāti.

Virsbūves pusautomātiskā metināšana
Kādu ierīci izvēlēties apakšdaļas remontam? Pusautomātiskā metināšanas iekārta virsbūves darbiem ir optimāla plāksteru veidošanai uz rūsas skartajām virsbūves vietām. Virsbūves metināšana tiek veikta izmantojot speciālu stiepli un pelnīti ir saņēmusi mūsdienās universālākā virsbūves remonta līdzekļa titulu. Šī metodeļauj savienot metāla loksnes ar biezumu 0,8-6 mm. Attiecībā uz darbu veidiem, kas tiek veikti, izmantojot pusautomātisko mašīnu, ir svarīgi atzīmēt sekojošo:
- uzticami savienojumi sānu daļās;
- plāksteri korodējošā metāla vietā;
- formas atjaunošana, izmantojot metināšanas iekārtu parasto iespiedumu vietā.
Papildus detaļu savienošanai detaļu metināšanas laikā kontaktpunkts atbrīvojas no skābekļa, un automašīnas virsbūve pamazām kūst, bet, tā kā automašīnas virsbūves pusautomātiskā metināšana notiek operatora kontrolē, tad dzelzs nedeg.
Kuru metināšanas iekārtu labāk izvēlēties radīšanai? Protams, šī ir pusautomātiskā metināšanas iekārta. Patiešām, ja metināšanas procesā izmantojat argonu, nevis standarta oglekļa dioksīdu, tad ir iespējams arī metināt krāsainos metālus, piemēram, alumīniju un nerūsējošo tēraudu.
Automašīnas virsbūves metināšanas ar elektrodu iezīmes
 ļauj metināt, bet glītas šuves iegūšanai nepieciešams ne tikai metināšanas aparāts virsbūves darbiem, bet arī pieredze. Ja pašam nav pieredzes ar metināšanas aparāta lietošanu, sarūsējušos cauri korozijas laukumus var aizlāpīt tikai apakšā – šādu darbību veikšanai var ņemt jebkādus materiālus, galvenais, lai tie atbilstu biezuma un uzticamības prasībām. Pārējais jāatstāj profesionāļu ziņā. Šī metāla detaļu savienošanas iespēja ir vecākā un uzticamākā, un tajā pašā laikā daudzpusīgākā. Turklāt šo iespēju var izmantot jebkurai šuves telpiskajai atrašanās vietai, pat vietās ar ierobežota piekļuve. A plaša izvēle ražotās markas elektrodi dod iespēju metināt visdažādākos tēraudus - gan parastās kvalitātes oglekļa tēraudus, gan augstas kvalitātes tēraudus ar dažādu leģējošo elementu saturu. Šajā gadījumā šuves kvalitāte ir tieši atkarīga no metinātāja kvalifikācijas, un kopumā produktivitāte ir zemāka salīdzinājumā ar citām metināšanas tehnoloģijām, taču manuālās metināšanas iekārtas ar elektrodiem atbilstība vienkāršības un transportējamības dēļ nemazinās. šādu aprīkojumu.
ļauj metināt, bet glītas šuves iegūšanai nepieciešams ne tikai metināšanas aparāts virsbūves darbiem, bet arī pieredze. Ja pašam nav pieredzes ar metināšanas aparāta lietošanu, sarūsējušos cauri korozijas laukumus var aizlāpīt tikai apakšā – šādu darbību veikšanai var ņemt jebkādus materiālus, galvenais, lai tie atbilstu biezuma un uzticamības prasībām. Pārējais jāatstāj profesionāļu ziņā. Šī metāla detaļu savienošanas iespēja ir vecākā un uzticamākā, un tajā pašā laikā daudzpusīgākā. Turklāt šo iespēju var izmantot jebkurai šuves telpiskajai atrašanās vietai, pat vietās ar ierobežota piekļuve. A plaša izvēle ražotās markas elektrodi dod iespēju metināt visdažādākos tēraudus - gan parastās kvalitātes oglekļa tēraudus, gan augstas kvalitātes tēraudus ar dažādu leģējošo elementu saturu. Šajā gadījumā šuves kvalitāte ir tieši atkarīga no metinātāja kvalifikācijas, un kopumā produktivitāte ir zemāka salīdzinājumā ar citām metināšanas tehnoloģijām, taču manuālās metināšanas iekārtas ar elektrodiem atbilstība vienkāršības un transportējamības dēļ nemazinās. šādu aprīkojumu.
Acīmredzamu iemeslu dēļ automašīnas virsbūves metināšana ar savām rokām ir lētāka, bet ne kvalitatīvāka, it īpaši, ja pusautomātiskā metināšanas iekārta virsbūves darbiem atstāj daudz vēlamo. Nolēmis izvēlēties mašīnu virsbūves remontam, kvalificēts speciālists ņems vērā ķīmisko sastāvu, metāla biezumu, metināto detaļu atrašanās vietu, lai sliekšņu stāvoklis pēc metināšanas daudziem iepriecinātu automašīnas īpašnieku. gadiem. Patiešām, ja jums ir augstas veiktspējas metināšanas iekārta virsbūves darbiem un kompetenti speciālisti aprīkotā telpā, tad korpusa remonts neaizņems daudz laika. Tāpēc neskopojieties ar savu automašīnu un savu drošību – uzticieties savai transportlīdzeklis profesionāļi, kuriem ir viss nepieciešamais auto virsbūves darbiem.
Pērkot lietotu automašīnu, esiet īpaši uzmanīgs, lai vēlāk izvairītos no nepatikšanām. Pievērsiet uzmanību visām mazajām lietām. Lielais vairums pircēju pirmām kārtām pievērš uzmanību tam, kā darbojas dzinējs, ātrumkārba un citas detaļas, kas iekustina automobili. Un ļoti maz cilvēku pievērš nopietnu uzmanību automašīnas virsbūves stāvoklim, taču arī tas ir svarīgi.
Pieredzējuši auto entuziasti un speciālisti zina, ka NVS valstīs ražota auto virsbūve tiek saglabāta 10 gadus. Tālāk viņam būs jāveic virsbūves remonts, metināšana, ielāpi uz virsbūves – kopumā viss, kas palīdzēs saglabāt mašīnas integritāti. Automašīnām, kas ražotas Eiropā, ASV vai Japānā, šis periods tiek pagarināts līdz 15 gadiem: viss ir atkarīgs no metāla, no kura izgatavota virsbūve.
Kad paiet 10 vai 15 gadu periods, automašīna ir jāremontē. Auto virsbūves remonts ir alternatīva pilnīgai virsbūves nomaiņai, jo ne visiem tam ir naudas. Metināšanas virsbūves darbi jums palīdzēs prombūtnē Nauda ieslēgts pilnīga nomaiņaķermeni Jūs varat tos veikt vietās, kur korozija, visticamāk, sabojās automašīnas virsbūvi. Ikviens zina, ka automašīnas apakšējā daļa ir visvairāk apdraudēta.
Neskatoties uz to, ka visi īpašnieki par savām automašīnām rūpējas atšķirīgi, korozija uz visiem parādās aptuveni vienlaikus. Vietās, kur ūdens uzkavējas visilgāk, var pamanīt dažādas pakāpes korozijas pazīmes. Nosauksim šīs vietas:
- spārni un sliekšņi;
- automašīnas priekšpuse;
- bagāžnieks.
Sliekšņi un spārni ir visvairāk pakļauti bojājumiem vidi, jo, braucot pa slapju ceļu, tur uzkrājas netīrumi. Priekšpusē grīda kļūst vāja korozijas dēļ zem vadītāja un priekšējā pasažiera kājām. Kas attiecas uz bagāžnieku, tad vieta zem rezerves riepas parasti ir pakļauta korozijai: nereti pēc riteņa maiņas vadītājs nenoslauka riepu, tāpēc bagāžniekā nonākušais ūdens lēnām sāk darīt savu darbu.
Tātad, ja jūsu automašīnai jau ir uzbrukusi rūsa, jums ir jāmetina tās virsbūves daļas, kurās tas notika. Auto var aizvest uz servisu, taču lētāk un ātrāk ir veikt remontu pašam.
Kāds ir labākais metināšanas veids?
Tradicionāli metināšana notiek, izmantojot elektrodus. Šī ir ātrākā un vienkāršākā metināšanas metode. Taču auto virsbūves remonta gadījumā to nav vēlams izmantot. Tas ir saistīts ar faktu, ka elektrodu metināšana rada ļoti raupju šuvi, kas padara izskats Auto ir pilnīgi neestētisks.

Turklāt elektrodu metināšanai nepieciešamās ierīces aizņem diezgan daudz vietas. Tas apgrūtinās metināšanu grūti sasniedzamās vietās. Ir arī svarīgi atcerēties, ka metināšanai jāatbilst drošības standartiem. Tāpēc elektrodu metināšana tiek izmantota reti, piemēram, gadījumos, kad nepieciešams metināt virsbūves rāmi, kas pārplīsis pie slodzes.
Tādējādi mūsdienu metinātāji virsbūves darbiem biežāk izmanto invertoru vai pusautomātisko.
Abām metināšanas metodēm ir savi plusi un mīnusi. Ja vēlaties veikt metināšanu pats, jums ir jābūt īpašām darba iemaņām un noteikti jāievēro drošības pasākumi. Padomājiet par to, cik labi aprīkota ir jūsu darba vieta.
Jūs, iespējams, strādāsiet savā garāžā, tāpēc pareizi organizējiet telpu un iegādājieties visu nepieciešamie instrumenti lai darba laikā nenovērstu uzmanību. Svarīgi ir arī tas, cik labi telpa ir apgaismota. Šim darbam labāk nolīgt palīgu, jo vien korpusa metināšana ir diezgan sarežģīta.
Pusautomātiskās oglekļa dioksīda metināšanas priekšrocības
Ja paskatās vietējā autorūpniecība, var atzīmēt VAZ 2101, 2106, 2107, 2108 un 2109 automašīnu virsbūves drausmīgo kvalitāti Augstākajā riska grupā ir automašīnas, kas ražotas pirms 1994. gada. Lieta tāda, ka līdz šim gadam principā netika uzklāts gruntējums, bet metāls tika vienkārši krāsots.
Tagad tas šķiet traki, bet tad droši vien trūka augsnes. Tagad, protams, visi šādi modeļi jau ir pārkrāsoti un nogruntēti. Ja jūs saskaraties ar šādu virsbūvi, tad izmantojiet ogļskābās gāzes pusautomātisko mašīnu automašīnas virsbūves remontam.

Metināšanas darbi šajā gadījumā tiek veikti, izmantojot stiepli. Šī ir pieejama un diezgan daudzpusīga metināšanas tehnika. Ja metāla biezums svārstās no 6 līdz 0,8 mm, ierīce to var apstrādāt. Izmantojot pusautomātisko mašīnu, parasti tiek veikti šādi darbi:
- Sliekšņu un sānu elementu metināšana;
- Stiprinoši plāksteri;
- Iespiedumu iztaisnošana.
Ierīce darbojas pēc oglekļa dioksīda padeves principa zem spiediena. Šajā gadījumā gaiss tiek izsists no metināšanas zonas, un metāls neoksidējas. Tas ļauj metālam nepiedegt temperatūras ietekmē, bet izkust, tādējādi stingri satverot detaļas.
Ierīce ir universāla, to var izmantot ar dažādiem metālu sakausējumiem. Ja oglekļa dioksīdu nomainīsit ar argonu, varēsiet metināt ar krāsainajiem metāliem, piemēram, ar alumīniju vai nerūsējošo tēraudu .
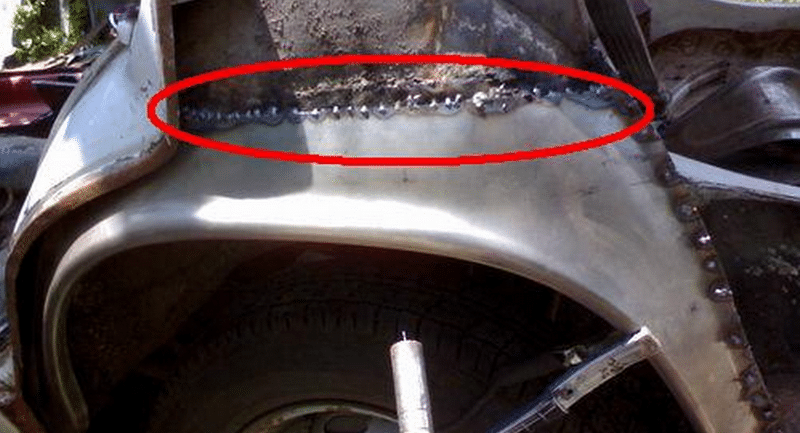
Metināšanas speciālisti iesaka strādāt šādi: uzvelciet nelielas šuves - līdz 2 centimetriem ik pēc 5 šuves centimetriem. Pēc tam metināšanas šuves jāapstrādā ar grunti. Netaupiet ar gruntskrāsu pannas zonā, automašīnas aizmugurē un vietās, kur ir piestiprināti statņi.
Metināšana ar invertoru
Jau vairākus gadu desmitus pilsoņi bijušais Padomju savienība Automašīnas modelis UAZ 469 ir ļoti populārs Tas ir lieliski piemērots bezceļiem un ekstremāli apstākļi darbība.
Atšķirībā no daudziem Padomju automašīnas 469 ir ļoti spēcīgs korpuss. Tomēr pat šāds mastodons laika gaitā ir pakļauts korozijai. Darbnīcās bieži var redzēt UAZ automašīnas, kuru virsbūves daļas ir mainītas vai pastiprinātas ar rāmjiem.
Šādas automašīnas neatkarīgu virsbūves remontu var veikt, izmantojot invertoru. Šīs ierīces darbības būtība ir tāda, ka tā izmanto augstfrekvences strāvu.
Tās galvenās priekšrocības ir mazais izmērs un ļoti ātra metināšana. Invertoram ir arī daudzi darbības režīmi. Neskatoties uz to, pat iesācējs var apgūt darbu ar to. Tomēr ir daži trūkumi:
- augsta cena;
- nespēja metināt metālu, kas biezāks par 3 mm;
- bieži neizdodas putekļu dēļ.
Svarīgi neskopoties un iegādāties ne to lētāko ierīci. Lēts invertors sabojāsies ātrāk.
Virsbūves metināšanas darbi paši
Korpusa metināšana iesācējiem nav vienkārša, turklāt prasmīgi jārīkojas ar metināšanas mašīnām, prasmīgi jālokalizē problēmzonas kas ir jāpielāgo metināšanas laikā. Šajā gadījumā korpusa remontu var iedalīt vietējā un lielajā remontā.
Pilnu raksturo nozīmīgas automašīnas virsbūves daļas nomaiņa, savukārt vietējā nozīmē tikai rūsas plankumu apstrādi uz virsbūves. Ja cilvēks ir praktizējis vairākas reizes vietējais remonts, laika gaitā kapitāla tērēšana viņam nebūs problēma.
Ja virsbūves korozijas process notiek ātrā skatienā neredzamā vietā, piemēram, uz korpusa, tad par ielāpu var izmantot jebkuru metālu, ja vien tas atbilst izmēram un kvalitātei. Nu, ja korozija atrodas ārpusē, tad noteikti izmantojiet metāla veidu, no kura izgatavota ķermeņa daļa.
Mēģiniet padarīt šuvi pēc iespējas neuzkrītošāku. Ja nepieciešams, iztaisnojiet to.
Ja pamanāt, ka korozija skārusi nelielu laukumu, iespējams iztikt bez korpusa metināšanas. Tomēr jums būs nepieciešami īpaši maisījumi uz epoksīda un stikla šķiedras bāzes. Tie tiek uzklāti uz bojātās vietas, kas iepriekš ir notīrīta, un ķermenis atkal izskatās kā jauns, nezaudējot spēku. Lai padarītu šo plāksteri drošāku, pastipriniet malas no plaisas iekšpuses.
Tāpēc, lai aizsargātu ķermeni no korozijas, ļoti rūpīgi uzraugiet tā stāvokli. Katru reizi pēc mašīnas mazgāšanas noslaukiet to tīru un nosusiniet ar sausu drānu. Noteikti notīriet netīrumus no sliekšņiem un apakšas, jo īpaši tas ir svarīgi pavasarī un rudenī, kad ir auksts. Jo labāk rūpēsies par virsbūves stāvokli, jo ilgāk auto tev kalpos.
Metināšanas posmi
Pēdējā lieta, ko mēs apsvērsim, ir paši pusautomātiskās metināšanas posmi:
- Uzlādējiet ierīci ar vadu;
- Iestatiet nepieciešamo strāvas polaritāti. Ja jums ir stieple ar kušņu pārklājumu, uzlieciet mīnusu uz lodlampa un plus uz skavas. Ja tas ir parasts vads, tad secība ir apgriezta;
- Pievienojiet oglekļa dioksīda padeves šļūteni, savienojot cilindru ar invertoru, izmantojot reduktoru;
- Pievienojiet pusautomātisko mašīnu barošanas avotam un turiet sviru uz degļa. Vērojiet, kā plūst gāze, tad ieslēdzas elektrības padeve un vads;
- Izvelciet vadu caur vara galu un uzstādiet gāzes sprauslu;
- Sāciet metināšanu, kā mēs ieteicām iepriekš.
Virsbūves remonta noteikumi argona loka metināšanai ir līdzīgi, vienīgā atšķirība ir sadedzinātajā gāzē.
Ja nepieciešams metināt automašīnas apakšējo daļu, ziniet, ka papildus nepieciešamībai nodrošināt vienmērīgus metinājumus ir jānodrošina arī vēlamā temperatūra. Plāksteris apakšā parasti nedrīkst būt biezāks par diviem milimetriem.
Vienmērīgi novietojiet metālu virs cauruma. Lūdzu, izmantojiet palīdzību precīzai pozicionēšanai. Kad plāksteris ir sametināts, noslīpē tā malas un uzklāj grunti. Ja apakšdaļa ir saliekta, apstrādājiet to ar āmuru. Atcerieties, ka jūs vietējās automašīnas apakšā ir visvairāk vājums, un tā stāvoklis pastāvīgi jāpārbauda bedrē.
Pēc šī raksta izlasīšanas jūs uzzinājāt kaut ko par metināšanu. Izmantojiet mūsu padomus, un jūs labi sametināsiet savas automašīnas virsbūvi. Neaizmirstiet, ka, ja nevēlaties, lai metināšana beigtos slikti, jāizmanto aizsarglīdzekļi.
Mehāniski bojājumi ķermeņa elementi automašīna bieži noved pie plaisām un plīsumiem. Ja šis defekts tiek ignorēts, problēma pasliktināsies - palielināsies trokšņa līmenis un palielināsies komponenta galīgās atteices iespējamība. Lai atjaunotu integritāti, ir pareizi jāizvēlas, ar kādu metināšanas metodi vislabāk metināt automašīnas virsbūvi.
Metināšanas korpusa elementu īpašības
Lielākajai daļai mašīnas eņģu aizsargelementu ir salīdzinoši mazs biezums - 0,8-1 mm. Izņēmums ir jaudas daļas, sliekšņi, sānu elementi, šķērseniskā sija - līdz 2 mm. Šī atšķirība izskaidro grūtības izmantot viena veida metināšanu, lai atjaunotu automašīnas virsbūves integritāti. Tāpēc ir nepieciešams veikt bojājumu analīzi un noteikt optimālas īpašības nākotnes šuve.
Jums jāņem vērā arī šādi punkti:
- Bojājuma raksturs ir punktveida, plaisas vai plīsuma veidā. Nosaka metinājuma šuves izmērus.
- Defekta atrašanās vieta. Tas ietekmē darba ērtības un attiecīgi arī metināšanas metodes izvēli.
- Nepieciešamība lietot plāksteri. Attiecas uz globāliem ķermeņa bojājumiem.
Pēc bojājuma pakāpes noteikšanas, ņemot vērā iepriekš aprakstītos faktorus, varat sākt izvēlēties metināšanas iekārtu. Ja pieejamais modelis neatbilst minimālajām darba tehnoloģiskajām prasībām - ieteicams vērsties pie profesionāla autoservisa.
Oglekļa dioksīda pusautomātiska
Labākais variants ķermeņa integritātes atjaunošanai. Oglekļa dioksīda pusautomātiskās mašīnas darbības princips ir tāds, ka šuve tiek veidota, izmantojot īpašu stiepli, ko silda ar gāzes sprauslu. Piedevu padeve - pusautomātiskā vai automātiskajā režīmā. Gāzes klātbūtne apstrādes zonā novērš gaisa vides negatīvo ietekmi.

Lai pabeigtu darbu, jums jāievēro šādi ieteikumi:
- Pusautomātiskās ierīces iepriekšēja noregulēšana. Režīms ir atkarīgs no metāla biezuma, tā veida (sakausējuma), stieples pakāpes, šuves platuma un dziļuma.
- Ja jums ir neliela metināšanas pieredze, jums ir jāizveido vairākas pārbaudes šuves uz loksnēm, kuru īpašības ir līdzīgas virsbūves detaļu īpašībām.
- Saglabā ātrumu. Karstā stieple vienmērīgi piepilda šuvi.
- Pēc darba pabeigšanas mēs noņemam skalu un pārbaudām struktūras integritāti.
Līdzīgs paņēmiens ir piemērots noslēgtu šuvju veidošanai. Izmantojot oglekļa dioksīda pusautomātisko iekārtu, jūs varat izveidot gan punktu, gan šuvju savienojumus. Mainot gāzes maisījumu uz argonu un izmantojot cita veida stiepli, kļūst iespējams metināt krāsainos metālus.
Kā metināt korpusu, izmantojot invertoru
Nav ieteicams izmantot invertora metināšanas iekārtu, lai atjaunotu korpusa elementu integritāti. Bet dažos gadījumos tas ir vienīgais labošanas veids. Šīs metodes trūkums ir liela iespējamība izdegt cauri metālam un piedevas izšļakstīšanās, kas var izraisīt krāsas slāņa bojājumus.

Korpusa metināšanas ar invertoru iezīmes:
- Strādāt ar minimālajām metināšanas strāvas vērtībām. Kļūda ir caurumu parādīšanās metālā.
- Lai samazinātu tērauda loksnes sildīšanu, ieteicams mainīt polaritāti. Terminālis ar negatīvu lādiņu ir savienots ar metālu, un pozitīvs lādiņš ir pievienots elektrodam.
- Izmantojiet skavu, ja uz korpusa ir uzstādīti “plāksteri”. Tas nodrošinās ciešu spiedienu.
- Metināšanas virziena izvēle - izkausētajam metālam vienmērīgi jāaizpilda šuve, kas ir grūti vertikālā vai griestu stāvoklī.
Lai darbotos, ir jānodrošina stabils spriegums tīklā. Tas tiek darīts, izmantojot īpašas ierīces. Alternatīva ir tāda, ka pārveidotājam ir šī funkcija. PAR .

Punktu metināšanas iekārta
Ja šuves blīvums nav galvenais uzdevums, varat izmantot punktmetināšanas iekārtas. Bet, ņemot vērā to pielietojuma specifiku, tie nav tik plaši izplatīti kā iepriekš aprakstītie modeļi. Elektrodi atrodas abās loksnes pusēs pēc strāvas padeves, materiāls kūst un metinās.

- nav iespējams veikt darbu grūti sasniedzamas vietas;
- Nav vēlams iegādāties punktmetināšanas iekārtu lietošanai mājās;
- nepieciešama liela strāva.
Šī opcija ir aktuāla, ja virsbūves bojājums atrodas uz malas un ir pieejama metināšanas iekārta.
Neatkarīgi no izvēlētās defekta novēršanas metodes ir nepieciešams nodrošināt darba drošību. Nepieciešama metinātāja maska un cimdi.






