Melitopoles profesionālais licejs
Metināšana
par tēmu:
Pabeigts:
Studentu grupa TU-6
Pārbaudīts:
Ivanovs O.K.
Melitopole - 2014
Ievads
Metināšanas šuvju izgatavošanas metodes garumā un griezumā
Sadurmetināšana
Filejas metināšana
Bieza metāla metināšana
Lokšņu metāla metināšana
Būvmateriāli: celtniecības ķieģeļi un mazie sienu bloki
celtniecības ķieģelis
mazie sienas bloki
Prasības apkures sistēmām
Secinājums
Izmantotās literatūras saraksts
Ievads
Šobrīd strādājošas profesijas ir pieprasītas visās nozarēs. Attīstoties valsts ekonomikai, pieaug pieprasījums pēc augsti kvalificētiem speciālistiem (metinātājiem, celtniekiem, montētājiem u.c.). Nemitīga jaunu tehnoloģiju ieviešana, darba apjoma pieaugums, materiālās bāzes paplašināšana prasa pastiprinātu uzmanību šo profesiju speciālistu sagatavošanai, pārkvalifikācijai, kvalifikācijas paaugstināšanai.
Metāla metināšana ir tehnoloģisks process pastāvīga savienojuma iegūšanai, izveidojot starpatomiskas vai starpmolekulāras saites vai difūziju. To izmanto viendabīgu un atšķirīgu metālu un to sakausējumu savienošanai, metālu savienošanai ar dažiem nemetāliskiem materiāliem (keramika, stikls u.c.), kā arī plastmasas. Metināšana ir rentabls, augstas veiktspējas un lielā mērā mehanizēts process. To plaši izmanto gandrīz visās mašīnbūves un būvniecības nozarēs, kuģu būvē pilnībā metinātu kuģu korpusu ražošanā.
Visas ēkas un inženierbūves tiek būvētas no dažādiem materiāliem. celtniecības materiāli, tāpēc to pareizā izvēle, spēja novērtēt to kvalitāti un saglabāšanās pakāpi un nodrošināt normāli apstākļi no šiem materiāliem izgatavoto konstrukciju darbība - tas viss ir nepieciešams jebkuras specialitātes celtniekiem.
Grūti nosaukt tautsaimniecības nozari, kurā siltumenerģija netiktu izmantota. Normālu mikroklimata apstākļu nodrošināšana dzīvojamo, sabiedrisko ēku un ražošanas ēku telpās, rūpniecisko tehnoloģisko procesu normālas norises nodrošināšana, atmosfēras tīrības nodrošināšana telpās un darba vietās ir tālu no pilns saraksts dažādu darbību un cilvēka dzīves aspekti, kas prasa siltumenerģijas izmantošanu. Tāpēc tik aktuāli ir jautājumi par siltumenerģijas un gāzes apgādes un ventilācijas tehnoloģiju attīstību.
Diplomdarbs sastāv no ievada, trīs daļām, noslēguma un bibliogrāfijas. Pirmajā daļā apskatīsim metodes metināto šuvju izgatavošanai garumā un griezumā, proti, sadurmetināšanas un šķautņu metināšanas tehniku, biezu metālu un plānu lokšņu metināšanas tehniku dažādās telpiskās pozīcijās. Otrajā - būvmateriālu veidi - celtniecības ķieģeļi un mazie sienu bloki (iecelšana, izmēri, mūra veidi, javas). Trešā daļa ir veltīta apkures sistēmu prasībām.
Metināšanas šuvju izgatavošanas metodes garumā un griezumā
Metināšana dažādās telpiskās pozīcijās
Metināšana sākas ar metināšanas loka aizdegšanos, kas notiek, kad elektroda gals uz īsu brīdi pieskaras izstrādājumam. Strāvas plūsmas dēļ īssavienojums- ar "sača" metodi jeb elektroda gala bīdāmu kustību ar īsu izstrādājuma pieskārienu - ar "sērkociņu" metodi (1. att.). Kad loks saplīst, tas tiek atkārtoti aizdedzināts krātera priekšā uz parastā metāla ar atgriešanos pie nogulsnētā metāla, lai krāterī uzkrātos piesārņotājus izceltu uz virsmas. Pēc tam metināšana tiek veikta pareizajā virzienā.
Rīsi. 1 Metināšanas loka aizdegšanās: a - īsi pieskaroties elektrodam izstrādājuma virsmai; b - uzsitot elektroda galu pret izstrādājuma virsmu.
Vienas vai otras loka aizdedzes metodes izmantošana ir atkarīga no metināšanas apstākļiem un metinātāja prasmes. Loka pārvietošana tiek veikta tā, lai tiktu nodrošināta metināto malu iespiešanās un tiktu iegūta nepieciešamā nogulsnētā metāla kvalitāte plkst. labs veidojumsšuve. To panāk, saglabājot nemainīga garuma loku un attiecīgi pārvietojot elektroda galu (2. att.). Manuālajā metināšanā loka garums atkarībā no elektroda markas un diametra, metināšanas apstākļiem ir 0,5-1,2 no elektroda diametra. Liels loka pieaugums noved pie iespiešanās dziļuma samazināšanās, šuves kvalitātes pasliktināšanās, šļakatu palielināšanās un dažreiz poru veidošanās; ievērojams samazinājums - veidošanās pasliktināšanās un īssavienojums.
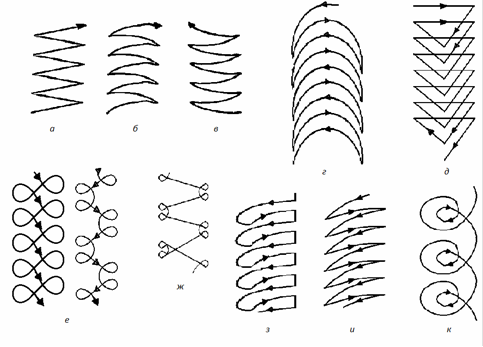
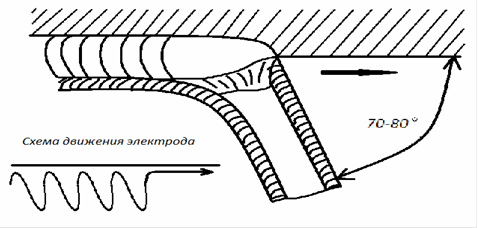
Rīsi. 2. Elektroda darba gala šķērsenisko kustību trajektorijas galvenie veidi
Ja elektroda galā nav šķērsvirziena svārstību kustību, veltņa platums ir 0,8-1,5 d no elektroda. Šādas šuves (vai veltņus) sauc par šaurām vai vītnēm. Tos izmanto metināšanai. plāns metāls un uzklājot pirmo slāni daudzslāņu šuvē. Vidēju šuvju (vai rullīšu) iegūšana, kuru platums parasti nav lielāks par 2-4 d no elektroda, ir iespējama elektroda gala svārstību kustību dēļ. Galvenie elektroda gala svārstīgo kustību varianti ir parādīti 2. attēlā. Kustības, kas neveicina abu metināto malu pastiprinātu sasilšanu, ir parādītas 2. attēlā. 2, in-g; veicina vienas malas pastiprinātu sildīšanu - att. 2, s-i; veicinot metinājuma saknes sildīšanu - att. 2, k.
Metināšana jācenšas veikt apakšējā stāvoklī, jo tas rada vislabvēlīgākos apstākļus šuvju iegūšanai laba kvalitāte. Šajā stāvoklī izkausētais metāls tiek pārnests uz metināšanas baseinu, kas ieņem horizontālu stāvokli, gravitācijas virzienā. Turklāt metināšana apakšējā pozīcijā ir ērtāka un vieglāk novērojama process.
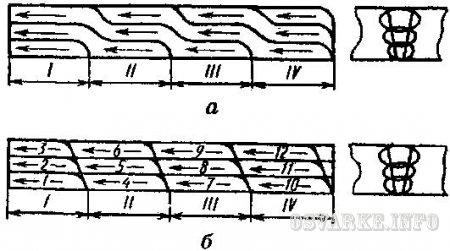
Pastāv dažādi veidi metināšanas šuves visā garumā un sekcijā. To izvēle ir atkarīga no šuves garuma un metināmā metāla biezuma. Līdz 250 mm garas šuves ir pieņemts saukt par īsām, 250-1000 mm - vidēji, vairāk nekā 1000 mm - garas.
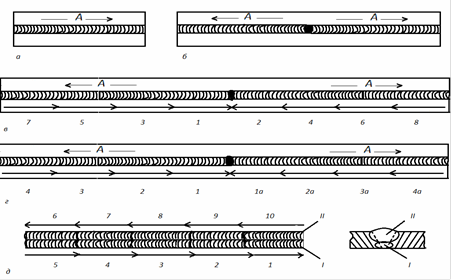
Rīsi. 3. Dažāda garuma metināšanas šuves: a - īsa šuve; b - vidējā šuve; in-d - garas šuves; I, II - šuvju slāņi; 1-10 - šuves metināšanas sekciju secība un virziens; A - vispārējais metināšanas virziens
Īsās šuves tiek piemetinātas pie ejas, t.i., nemainot metināšanas virzienu, no viena šuves gala līdz otram (3. att., a); vidēja garuma šuves - no savienojuma vidus līdz galiem (3. att., b); garas šuves - ar apgrieztā soļa metināšanu, kurā metināšana tiek veikta, sekojot vienai pēc otras posmiem virzienā, kas ir pretējs šuves pieaugumam (3. att., c). Pakāpiena (posma) garums tiek ņemts diapazonā no 100-350 mm, plānā metāla metināšanai ir paredzēti īsāki soļi, bet bieza metāla metināšanai - garāki.
Reverso soļu metināšanu veic galvenokārt vispārējā virzienā A no vidus līdz galiem, un to var veikt viens vai divi metinātāji (3. att., d, 1. un 1.a, 2. un 2.a sadaļa utt.).
Daudzslāņu metinātām šuvēm (3. att., e) tiek izmantota arī apgrieztā pakāpju metināšana, savukārt blakus esošās virskārtu daļas tiek veiktas virzienā, kas ir pretējs apakšējo metinājuma šuvju metināšanai. Blakus esošo sekciju šuvju galiem jābūt nobīdītiem vienam pret otru par 25-30 mm.
Metināšanas šuvēm citā stāvoklī, nevis apakšā, ir vairākas funkcijas.
Metinot vertikālā stāvoklī, metāls tiek pārnests metināšanas baseinā perpendikulāri gravitācijai. Tāpēc metināšana ar pārklātiem elektrodiem jāveic ar pēc iespējas īsāku loku. Šajā gadījumā elektrodu diametram jābūt ne vairāk kā 4-5 mm, un strāva ir par 15-20% mazāka nekā strāvas vērtības, metinot apakšējā stāvoklī. Kad elektrodu metāls nonāk metināšanas baseinā, tajā palielinās šķidrā metāla daudzums, un gravitācijas ietekmē metāls var izplūst. Tāpēc elektrods ātri jāpārvieto malā, lai metāls sacietētu. Vertikālās šuves metinu no augšas uz leju (4. att. a) vai no apakšas uz augšu (4. att. b).
Rīsi. 4.att. Vertikālo šuvju metināšanas shēma: a - no augšas uz leju; b - no apakšas uz augšu
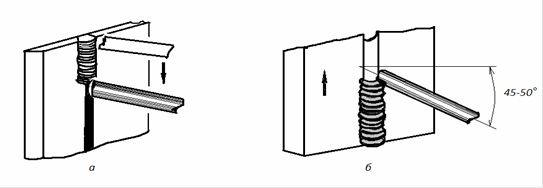
Ērtāka ir metināšana no apakšas uz augšu, kad loks tiek aizdedzināts zemākajā punktā, kur veidojas platforma cietinātam metālam, uz kuras tiek turēti nākamie izkausētā metāla pilieni. Ir daudz grūtāk metināt no augšas uz leju nekā no apakšas uz augšu. Parasti šo metodi izmanto plāna metāla metināšanai. Metināšanas sākumā elektrodu novieto perpendikulāri virsmai un ierosina loku augšējais punktsšuve. Pēc manāma šķidra metāla piliena parādīšanās uz metināmās virsmas elektrods tiek noliekts uz leju 10-15˚ leņķī un loks tiek vērsts uz izkausētu metālu.Horizontālās šuves ir grūtāk metināmas nekā vertikālās tādiem, tāpēc tos veic augstākas kvalifikācijas metinātāji. Lai izkausētais metāls nevarētu notecināt, apakšējās loksnes malas netiek noslīpinātas, un tiek uzsākta metināšana no apakšējās loksnes malas, pēc tam tiek metināta šuves sakne un loks tiek pārnests uz augšējās loksnes malu (att. . 5). Uzliekot augšējos paplašinātos rullīšus, elektroda gala šķērseniskās svārstības tiek veiktas 45˚ leņķī pret šuves asi. Metināšanu veic ar tāda paša diametra elektrodiem un tādos pašos režīmos kā vertikālo šuvju metināšana.
Saskaņā ar izpildes tehniku griestu šuvju metināšana ir visgrūtākā. IN Šis gadījums gravitācija novērš elektrodu metāla pilienu nokļūšanu metināšanas baseinā, un tiem ir tendence plūst uz leju. Ir iespējams pārvarēt gravitācijas spēku un neļaut izkausētajam metālam izplūst ar nelielu metināšanas baseina tilpumu. Lai to izdarītu, metināšanu veic ar elektrodiem, kuru diametrs nav lielāks par 4 mm, pie strāvas stipruma, kas ir par 20-25% mazāks nekā metinot apakšējā stāvoklī ar īsu loku un šaurām lodītēm. Elektrodu metāla pilienu pārejai uz metināto metālu lokam jābūt pēc iespējas īsākam (6. att.).
Rīsi. 6. Griestu šuvju metināšana
Sadurmetināšana
Sadursavienojumi bez slīpām malām tiek metināti ar paplašinātu šuvi vienā vai abās savienojuma pusēs.
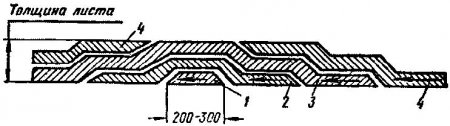
Sadursavienojumi ar rievotām malām tiek izgatavoti vienslāņa (vienkāršā) vai daudzslāņu (multi-pass) atkarībā no metāla biezuma un malu sagatavošanas formas (7. att.).
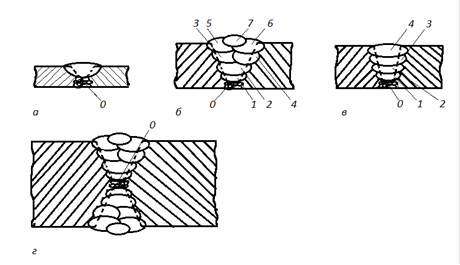
Rīsi. 7. Sadurmetinājumu metināšana: a-d - metināto šuvju šķērsgriezuma formas; 1-7 - šuves slāņu izpildes secība; 0 - metināšanas šuve
1. tabula. Slāņu skaits sadur- un šķērsšuvju metināšanā
Daudzslāņu šuvju metināšanu sāk, rūpīgi metinot šuves sakni ar elektrodu, kura diametrs nav lielāks par 4 mm, un nākamās šuves tiek vadītas ar paplašinātiem veltņiem, izmantojot lielāka diametra elektrodus.
Kritiskajās konstrukcijās šuves sakne tiek noņemta ar griešanu, kaltu vai gāzes griezēju virsmas griešanai, un pēc tam tiek uzlikta atbalsta šuve.
Filejas metināšana
Labākie rezultāti metinot filejas šuves, tās nodrošina savienojamo elementu plaknēm uzstādot pozīcijā “laiva” (8. att., a), t.i. 45 leņķī pret horizontāli. Tajā pašā laikā tiek panākta laba elementu stūra un sienu iespiešanās, nebaidoties no iegriešanas vai iespiešanās trūkuma, kā arī rada iespēju vienā piegājienā uzklāt lielāka šķērsgriezuma metinājuma šuves. Tomēr ne vienmēr ir iespējams iestatīt savienojamos elementus pozīcijā “laiva”.
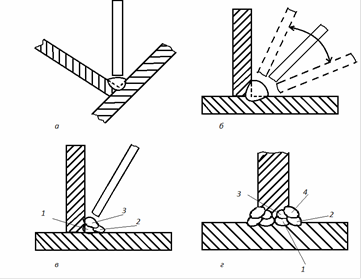
Rīsi. 8. Filtrmetināto šuvju metināšana: a-d - šķērsgriezuma formas un detaļu novietojums metināšanas laikā; 1-4 - šuves slāņu izpildes secība
Dažos gadījumos savienotie elementi ieņem atšķirīgu (8. att., b-d) pozīciju telpā. Šādu šuvju metināšana ir saistīta ar papildu grūtībām, jo ir iespējama saplūšanas trūkums savienojuma leņķa vai horizontālās sienas augšdaļā, kā arī vertikālā elementa sienas nogriešana. Šajos gadījumos viena slāņa filejas metinājuma kājas nedrīkst pārsniegt 8 mm. Šuves ar kājām virs 8 mm tiek veiktas divos vai vairākos slāņos.
T-savienojuma filejas šuves ar divām simetriskām vienas malas malām tiek metinātas vienā vai vairākos slāņos atkarībā no metināmā metāla biezuma.
Metināšanas šuvju tehnoloģija vertikālā un augšējā pozīcijā būtiski neatšķiras no metināšanas sadurmetināšanas šuvēm ar slīpām malām. Lai nodrošinātu nepieciešamo stūra augšdaļas iespiešanos, pirmais slānis tiek izgatavots ar elektrodiem ar diametru 3-4 mm.
Metinot klēpja savienojumu šuves, nedrīkst pieļaut pārmērīgu augšējā elementa malas iespiešanos (apakšgriešanu) un metāla pieplūdumu (nepietiekamas saplūšanas gadījumā) apakšējā elementa plaknē.
Metināšanas šuvju izgatavošanas metodes garumā un griezumā
Metinātājam ir ļoti svarīgi apgūt loka sitiena prasmi. Loku aizdedzina, īsi pieskaroties elektroda galam sagatavei vai atsitot elektroda galu pret metāla virsmu.
Loka tiek “vadīta” tā, ka metināmo detaļu malas tiek izkausētas, veidojoties vajadzīgajam nogulsnētā metāla daudzumam un noteiktai metinājuma formai.
Ir dažādi veidi, kā izveidot šuves visā garumā un griezumā. Šuvju izgatavošanas metodes izvēli nosaka šuves garums un metināmā metāla biezums. Parasti šuves līdz 250 mm garas tiek uzskatītas par īsām, 250-1000 mm garas - vidējas un vairāk nekā 1000 mm garas.
Īsas šuves visā garumā parasti tiek metinātas "uz caurlaides". Vidēja garuma šuves tiek metinātas no vidus līdz malām vai apgrieztā veidā. Vienvirziena sadursavienojumu garās šuves un daudzkārtu metināto šuvju pirmais piegājiens tiek metinātas no vidus līdz galiem apgrieztā veidā, bet šuvēs ar filejas šuvēm arī no vidus līdz galiem apgrieztā veidā.
Aizmugurējā soļa metināšana ir visvairāk efektīva metode atlikušo spriegumu un deformāciju samazināšana.
Iepriekšējā šuve atdziest līdz 200-300 grādu temperatūrai. Atdzesēšanas laikā vienlaikus ar šuves platuma samazināšanos samazinās arī sākotnēji paplašinātā sprauga, tāpēc paliekošās deformācijas kļūst minimālas.
Metinot liela šķērsgriezuma sadurmetinājumus vai šuves, metināšanu veic vairākos slāņos. Turklāt katru šuves vidējās un augšējās daļas slāni var veikt gan vienā piegājienā, gan 2 vai vairākos piegājienos.
No atlikušo deformāciju samazināšanas viedokļa priekšroka dodama metināšanai vienā piegājienā. Ja šuves platums sasniedz 14-16 mm, tad biežāk tiek izmantota šuvju metināšanas metode.
Metinot metālu ar lielu biezumu - vairāk nekā 15 mm, katra slāņa izpilde "vienā gājienā" nav vēlama. Šī metode izraisa ievērojamas deformācijas un plaisu veidošanos pirmajos slāņos, jo pirmajam slānim ir laiks atdzist. Lai novērstu plaisu veidošanos, rievu aizpildīšana manuālajā loka metināšanā jāveic ar kaskādes vai "slaidu" metodi. Šajā gadījumā katrs nākamais slānis tiek uzklāts uz iepriekšējo slāni, kuram vēl nav bijis laika atdzist, kas ļauj samazināt metināšanas spriegumus un deformācijas.
Izmantojot šuves aizpildīšanas kaskādes metodi, visa šuve tiek sadalīta īsās 200 mm sekcijās, un katra daļa tiek metināta, izmantojot šo metodi. Pabeidzot pirmās sekcijas pirmā slāņa metināšanu, neapstājoties, pirmais tiek turpināts blakus sekcijā. Šajā gadījumā katrs nākamais slānis tiek uzklāts uz iepriekšējā slāņa metāla, kuram nav bijis laika atdzist.
Metināšanas "slaids" ir sava veida kaskādes metode, un to vienlaikus veic divi metinātāji no vidus līdz malām. Abas šīs šuves veidošanas metodes ir apgrieztā soļa metināšana ne tikai šuves garumā, bet arī šķērsgriezumā.
Pirms turpināt metināšanu, ir nepieciešams iepazīties ar tehnisko dokumentāciju. Ir parādīts jebkura dizaina ražošanas process tehnoloģiskās kartes Ak. Papildus tehnoloģiskajām kartēm uz tehnoloģiskais process pievienoti preces rasējumi: kopskats un detalizācija ar nepieciešamajiem paskaidrojumiem un specifikācijas. Ieslēgts vispārējs skats ir norādīti metināto šuvju apzīmējumi.
Mazoglekļa tēraudu manuālajā lokmetināšanā atkarībā no metāla stiprības raksturlielumiem plaši izmanto elektrodus ar rutila pārklājumu E42 un E46 tipa, piemēram, ANO-6, ANO-4 u.c.. Elektrodi ar a. E42A un E46A tipa pamata pārklājumu izmanto kritisko tērauda konstrukciju metināšanai. Piemēram, UONI-13/45, SM-11, E-138/45N utt.
1. jautājums. Metināšanas transformatora ierīce un mērķis.
Priekš loka metināšana izmantojiet gan mainīgo, gan nemainīgo metināšanas strāva. Kā maiņstrāvas avots tiek izmantoti metināšanas transformatori, kā tiešais avots tiek izmantoti metināšanas taisngrieži un metināšanas pārveidotāji.
Metināšanas loka strāvas avots - metināšanas transformators - tiek apzīmēts šādi:
TDM-317, kur:
T - transformators;
D - loka metināšanai;
M - mehāniskā regulēšana;
31 - nominālā strāva 310 A;
7 - modelis.
Metināšanas transformators tiek izmantots, lai pazeminātu tīkla spriegumu no 220 vai 380 V uz drošu, bet pietiekamu vieglai aizdegšanai un stabilai elektriskā loka (ne vairāk kā 80 V) sadedzināšanai, kā arī metināšanas stiprības regulēšanai. strāva.
Transformatoram (22. att.) ir tērauda serdenis (magnētiskais serdenis) un divi izolēti tinumi. Tīklam pievienoto tinumu sauc par primāro, bet tinumu, kas savienots ar elektrodu turētāju un metināmo sagatavi, sauc par sekundāro. Lai nodrošinātu drošu loka aizdedzi, metināšanas transformatoru sekundārajam spriegumam jābūt vismaz 60-65 V; spriegums manuālās metināšanas laikā parasti nepārsniedz 20-30 V.
8 serdeņa 1 apakšējā daļā ir primārais tinums 3, kas sastāv no divām spolēm, kas atrodas uz diviem stieņiem. Primārā tinuma spoles ir fiksētas nekustīgi. Sekundārais tinums 2, kas arī sastāv no divām spolēm, atrodas ievērojamā attālumā no primārā. Gan primārā, gan sekundārā tinuma spoles ir savienotas paralēli. Sekundārais tinums ir kustīgs un var pārvietoties pa serdi, izmantojot skrūvi 4, ar kuru tas ir savienots, un rokturi 5, kas atrodas uz transformatora korpusa vāka.
Metināšanas strāvu regulē, mainot attālumu starp primāro un sekundāro tinumu. Kad rokturis 5 tiek pagriezts pulksteņrādītāja virzienā, sekundārais tinums tuvojas primārajam, noplūdes magnētiskajai plūsmai un induktīvā pretestība samazinās, metināšanas strāva palielinās. Kad rokturis tiek pagriezts pretēji pulksteņrādītāja virzienam, sekundārais tinums attālinās no primārā, palielinās noplūdes magnētiskā plūsma (palielinās induktīvā pretestība) un samazinās metināšanas strāva. Metināšanas strāvas regulēšanas robežas - 65-460 A. Primārā un sekundārā tinuma spoļu seriālais savienojums ļauj iegūt nelielas metināšanas strāvas ar regulēšanas robežām 40-180 A. Strāvas diapazoni tiek pārslēgti ar rokturi, kas nogādāts uz vāka .
Rīsi. 22. Metināšanas transformators:
A - izskats; b - metināšanas strāvas vadības ķēde
Strāvas avota īpašības nosaka tā ārējais raksturlielums, kas atspoguļo attiecības līkni starp strāvu (I) ķēdē un spriegumu (U) barošanas avota spailēs.
Strāvas padevei var būt ārējā īpašība: pieaug, grūti, krīt.
Manuālās loka metināšanas strāvas avotam ir krītoša strāvas-sprieguma raksturlielums.
spriegums dīkstāves kustība barošanas avots - spriegums izejas spailēs ar atvērtu metināšanas ķēdi.
Nominālā metināšanas strāva un spriegums - strāva un spriegums, kam paredzēts normāli strādājošs avots.
2. jautājums. Veidi, kā aizpildīt šuvi gar sekciju.
Saskaņā ar aizpildīšanas metodi gar šuvju sekciju:
vienkārtas, viena slāņa (23. att., a);
daudzkārtu daudzslāņu (23. att., b);
daudzslāņu (23. att., c).

Rīsi. 23. Šuves posma aizpildīšanai metinātās šuves
Ja slāņu skaits ir vienāds ar loka pāreju skaitu, tad šādu šuvi sauc daudzslāņu.
Ja daži no slāņiem tiek izpildīti vairākos piegājienos, tad šuve multipass.
Daudzslāņu šuves biežāk tiek izmantotas sadursavienojumos, daudzkārtu šuves - stūrī un tee.
Metinātā metāla vienmērīgākai karsēšanai visā tā garumā tiek veiktas metināšanas šuves:
dubultslānis;
kaskāde;
bloki;
slidkalniņš.
Visas šīs metodes ir balstītas uz apgrieztās soļu metināšanas principu.
Divkāršās slāņa metodes būtība ir tāda, ka otrais slānis tiek uzklāts virs neatdzesētās pirmās pēc metināšanas izdedžu noņemšanas: metināšana 200-400 mm garumā tiek veikta pretējos virzienos. Tas novērš karstu plaisu parādīšanos šuvē, metinot metālu ar biezumu 15-20 mm, kam ir ievērojama stingrība.
Ja tērauda loksnes biezums ir 20–25 mm vai vairāk, plaisu novēršanai izmanto metināšanu:
kaskāde;
bloki;
šķērsslaids.
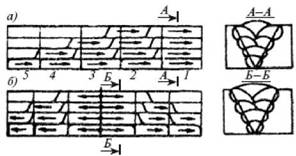
Daudzslāņu šuves aizpildīšana metināšanai ar slīdni un kaskādi tiek veikta visā metinātajā biezumā noteiktā soļa garumā. Pakāpiena garums ir izvēlēts tā, lai metālam pie metinājuma saknes būtu vismaz 200°C temperatūra visā šuves biezumā. Šajā gadījumā metālam ir augsta elastība, un plaisas neveidojas. Pakāpiena garums kaskādes metināšanā ir 200-400 mm (24. att., a).
Metinot blokos, atsevišķos posmos tiek metināta daudzslāņu šuve, atstarpes starp tām tiek aizpildītas ar slāņiem visā biezumā (24. att., b).
Savienojot detaļas, kas izgatavotas no metināšanas laikā rūdītiem tēraudiem, ieteicams izmantot blokmetināšanu. No nesacietējošiem (zema oglekļa satura) tēraudiem labāk veikt kaskādes metināšanu.
Rīsi. 24. Šuves aizpildīšana gar sekciju:
a - kaskāde; b - bloki
Rīsi. 25. Metināšanas slaids
Tādējādi tiek veikta metināšana (rievas aizpildīšana) abās centrālās slaida pusēs ar īsām šuvēm. Kaskādes metode ir slaidu metodes variācija.
Metinot ar slaidu metodi (25. att.), pirmais slānis tiek uzklāts 200-300 mm griezumā, pēc attīrīšanas no izdedžiem tam tiek uzklāts otrs slānis, 2 reizes garāks nekā pirmais. Pēc tam, atkāpjoties no otrā slāņa sākuma par 200-300 mm, tiek uzklāts trešais slānis utt.
3. Uzdevums. Izskaidrojiet sēra un fosfora ietekmi uz metinājuma kvalitāti.
Sērs un fosfors ir kaitīgi tērauda un čuguna piemaisījumi. Viņu liekā summa rada plaisas metinātajā šuvē. Sērs rada plaisas šuves karstajā stāvoklī (sarkanā trausluma parādība), fosfors - aukstā stāvoklī (aukstā trausluma parādība).
Iesācējam metinātājam ir ļoti svarīgi apgūt loka sitiena prasmi. Loku aizdedzina, īsi pieskaroties elektroda galam sagatavei vai atsitot elektroda galu pret metāla virsmu (64. att.). Loka tiek “vadīta” tā, ka metināmo detaļu malas tiek izkausētas, veidojoties vajadzīgajam nogulsnētā metāla daudzumam un noteiktai metinājuma formai. Galvenās, visplašāk izmantotās metodes elektroda gala pārvietošanai RDS laikā ir parādītas attēlā. 65. Ir dažādi veidi, kā izveidot šuves garumā un griezumā. Šuvju izgatavošanas metodes izvēli nosaka šuves garums un metināmā metāla biezums. Tradicionāli līdz 250 mm garas šuves tiek uzskatītas par īsām, 250-1000 mm garas ir vidējas, bet garākas par 1000 mm (66. att.).
Rīsi. 66. Šuves veidošanas paņēmieni: a - šuvju metināšana "uz caurlaides"; b - vidēja garuma šuvju metināšana; in - šuvju metināšana apgrieztā solī; g, e - garu šuvju metināšana
Īsas šuves visā garumā parasti tiek metinātas “uz pārejas” (66. att.,
|
Rīsi. 68. Rievu aizpildīšanas shēma ar liela biezuma metāla RDS: a - kaskādes metode; b - griezuma aizpildīšanas metode ar "slaidu" Izmantojot šuves aizpildīšanas kaskādes metodi, visa šuve tiek sadalīta īsās 200 mm sekcijās, un katra daļa tiek metināta, izmantojot šo metodi. Pabeidzot pirmās sekcijas pirmā slāņa metināšanu, bez apstājas tiek turpināta pirmā slāņa izpilde blakus sekcijā. Šajā gadījumā katrs nākamais slānis tiek uzklāts uz iepriekšējā slāņa metāla, kuram nav bijis laika atdzist. Metināšanas "slaids" ir sava veida kaskādes metode, un to vienlaikus veic divi metinātāji no vidus līdz malām. Abas šīs šuves veidošanas metodes ir apgrieztā soļa metināšana ne tikai šuves garumā, bet arī šķērsgriezumā. Pirms metināšanas, jums ir |
A). Vidēja garuma šuves tiek metinātas no vidus līdz malām (66. att., b) vai apgrieztā pakāpē (66. att., c). Vienvirziena sadursavienojumu garās šuves un pirmās kārtas daudzvirzienu šuves tiek metinātas no vidus līdz galiem apgrieztā veidā (66. att., d), bet savienojumos ar šķembu šuvēm arī no vidus līdz galiem. galus apgrieztā veidā (66. att., e). Apgrieztā soļa metināšana ir visefektīvākā metode atlikušo spriegumu un deformāciju samazināšanai. Iepriekšējā šuve atdziest līdz 200-300 °C temperatūrai. Atdzesēšanas laikā vienlaikus ar šuves platuma samazināšanos samazinās arī sākotnēji paplašinātā sprauga, tāpēc paliekošās deformācijas kļūst minimālas. Ar liela šķērsgriezuma sadurmetinātām vai filejas šuvēm šuvi veido vairākos slāņos (67. att.). Turklāt katru šuves vidējās un augšējās daļas slāni var veikt gan vienā piegājienā (67. att., a), gan divās vai vairākās piegājienos (67. att., b). No atlikušo deformāciju samazināšanas viedokļa priekšroka dodama metināšanai vienā piegājienā. Ja šuves platums sasniedz 14-16 mm, tad biežāk tiek izmantota šuvju metināšanas metode. Metinot biezu metālu (> 15 mm), katra slāņa izpilde "vienā piegājienā" nav vēlama. Šī metode izraisa ievērojamas deformācijas un plaisu veidošanos
pirmās kārtas, jo pirmajai kārtai ir laiks atdzist. Lai novērstu plaisu veidošanos, rievu aizpildīšana RDS laikā jāveic ar kaskādes metodi jeb "slaidu". Šajā gadījumā katrs nākamais slānis tiek uzklāts uz iepriekšējo slāni, kuram vēl nav bijis laika atdzist, kas ļauj samazināt metināšanas spriegumus un deformācijas. Shēmas rievu aizpildīšanai ar kaskādes metodi un "slaidu" ir parādītas attēlā. 68, a, b.
izlasiet tehnisko dokumentāciju. Jebkura dizaina ražošanas process ir parādīts tehnoloģiskajās kartēs. Papildus tehnoloģiskajām kartēm tehnoloģiskajam procesam ir pievienoti izstrādājumu rasējumi: kopskats un detalizācija ar nepieciešamajiem paskaidrojumiem un tehniskajām specifikācijām. Vispārējā skatā ir norādīti metināto šuvju apzīmējumi. Tēraudu ar zemu oglekļa saturu RDS atkarībā no metāla stiprības raksturlielumiem plaši izmanto elektrodus ar rutila pārklājumu E42 un E46 tipa, piemēram, ANO-6, ANO-4 u.c.. Kritisku tērauda konstrukciju metināšanai. , tiek izmantoti E42A un E46A tipa elektrodi ar pamata pārklājumu, piemēram: UONI-13 /45, SM-11, E-138/45N u.c.
Lai novērstu ugunsgrēkus, jāievēro šādi ugunsdrošības pasākumi. Pastāvīgi sekot līdzi ugunsdzēsības aprīkojuma pieejamībai un labajam stāvoklim (ugunsdzēšamie aparāti, sausās smilšu kastes, lāpstas, ugunsdzēsības šļūtenes, azbesta segas u.c.). …
Veidi, kā aizpildīt šuvi visā garumā un sadaļā.
Šuves visā garumā un griezumā tiek veiktas ejā un aizmugurē pakāpeniski. Pārejas metināšanas metodes būtība ir tāda, ka šuve tiek veikta līdz galam vienā virzienā. Apgrieztā pakāpeniskā metode sastāv no tā, ka izpildei paredzētā garā šuve tiek sadalīta salīdzinoši īsos soļos.
Atbilstoši šuvju aizpildīšanas metodei gar sekciju izšķir vienvirziena, viena slāņa šuves, daudzkārtu un daudzslāņu šuves. Ja slāņu skaits ir vienāds ar loka pāreju skaitu, tad šādu šuvi sauc par daudzslāņu.
Daudzslāņu šuves biežāk tiek izmantotas sadursavienojumos, daudzkārtu šuves - stūrī un tee. Viendabīgākai metinātā metāla karsēšanai visā tā garumā to veic dubultslānī, sekcijās, kaskādē un blokos, un visas šīs metodes ir balstītas uz aizmugures metināšanas principu.
Šuves gals.
Metināšanas šuves beigās nav iespējams nekavējoties salauzt loku un atstāt krāteri uz metinātā metāla virsmas.
Krāteris savienojumā var izraisīt plaisas piemaisījumu, galvenokārt sēra un fosfora, klātbūtnes dēļ. Metinot vieglu tēraudu, krāteris tiek piepildīts ar elektrodu metālu vai novietots uz sāniem uz parastā metāla.
Metinot tēraudu ar noslieci uz sacietējošu mikrostruktūru veidošanos, krātera noņemšana uz sāniem ir nepieņemama plaisāšanas iespējamības dēļ.
Labākais veids, kā pabeigt šuvi, ir krātera pārtraukšana ar metālu kustība uz priekšu elektrodus lokā un lēnām pagarinot loku, līdz tas pārtrūkst.
10. Deformāciju novēršana.
Deformācija ir produkta formas un izmēra izmaiņas iekšējo un ārējo spēku ietekmē. Deformācijas var būt elastīgas un plastiskas.
Tos iedala stiepes, spiedes, vērpes, lieces un bīdes deformācijās. Deformācijas metināšanas laikā rodas ar nevienmērīgu metāla karsēšanu un dzesēšanu. Deformāciju samazina ar konstruktīvām un tehnoloģiskām metodēm.
Konstruktīvs - metināto šuvju un to sekciju skaita samazināšana, kas samazina siltuma ievades daudzumu. Pastāv tieša saistība starp siltuma daudzumu un deformāciju.
Tehnoloģiskā metode - pielietojums metinātā izstrādājuma metāla jaudas apstrāde tā metināšanas procesā.
Pielietoto spēku veidi:
1) ārējs statisks vai pulsējošs spēks, kas tiek pielikts metinātajai sagatavei
2) Metinātā metāla, termiski ietekmētā metāla lokālā kalšana un velmēšana.
Deformācijas izpaužas kā detaļas formas un izmēru izmaiņas, salīdzinot ar plānotajām pirms griešanas.
Veidi, kā rīkoties ar deformācijām skābekļa griešanas laikā:
Racionāla griešanas tehnoloģija, griezuma galu stingra stiprinājuma izmantošana, grieztās daļas priekšsildīšana, mākslīgās dzesēšanas izmantošana u.c.
Racionāla griešanas tehnoloģija ietver: pareizā izvēle sākt griešanu, iestatīšanu pareiza secība griešana, atlase labākais režīms griešana. Saspiežot griezuma galus, var samazināt deformāciju gar malām. Deformāciju var samazināt, iepriekš uzsildot detaļas izgriešanas vietu, kas noved pie vienmērīgākas metāla dzesēšanas.
Samazinās arī deformācija nepārtraukta dzesēšanaūdens strūklu gar karstuma ietekmēto zonu griežamajā daļā.
Lai izvairītos no deformācijām ārpus loksnes plaknes, griešanas laikā nedrīkst pieļaut, ka tā sakarst. Tāpēc griešana jāveic uz plauktiem ar lielu balstu skaitu.
11. Progresīvās montāžas metodes un montāžas metināšana.
Lai paaugstinātu darba ražīgumu un atvieglotu metinātāja darbu, tiek izmantotas dažādas augstas veiktspējas metināšanas metodes.
Metināšana ar elektrodu staru (ķemmi).
Šīs metodes princips ir tāds, ka divus vai vairākus elektrodus savieno ar staru kūli, ko izmanto metināšanai, izmantojot parasto elektrodu turētāju.
Metinot ar elektrodu staru, starp metināmo sagatavi un vienu no tā stieņiem rodas loks, pēdējam kūstot, tas pāriet uz blakus esošo, tas ir, loks deg pārmaiņus starp katru no stara elektrodiem. un sagatavi.
Tā rezultātā elektrodu stieņu sildīšana ar iekšējo siltumu būs mazāka nekā metinot ar vienu elektrodu ar tādu pašu strāvas vērtību.
Tāpēc, metinot ar siju, ir iespējams iestatīt lielāku strāvas vērtību nekā metinot ar vienu tāda paša diametra elektrodu, un tas, savukārt, ļauj palielināt darba ražīgumu.
Metināšana ar dziļu iespiešanos
Dažu pārklājumu sastāvi, kas uzklāti uz elektrodu stieņa ar biezāku slāni nekā parasti, ļauj koncentrēt metināšanas loka siltumu, palielina tā iespiešanās darbību: palielina parastā metāla iespiešanās dziļumu.
Metināšana šādos gadījumos tiek veikta ar īsu loku, kura degšana tiek uzturēta, balstoties uz riepas vizieri uz parastā metāla.
Metinot ar slīpu elektrodu, elektroda kušanas gals balstās uz metinātajām malām, un pats elektrods pārvietojas pa savienojuma līniju, kad rieva ir piepildīta.
12. Metināšanas kvalitātes kontrole.
Metināto izstrādājumu ražošanā tiek izdalīti defekti:
ārējie, iekšējie un cauri, labojamie un nelabojamie, iekšveikalā un ārējie.
a) ārējie defekti: plaisas, mikroplaisas, nogulumu čaumalas, iegrimes, sakņu iedobumi, aklas fistulas, tvaiki, metāla šļakatas utt.
b) iekšējie defekti: saplūšanas trūkums, iekšējās poras utt.
c) caur defektiem: fistulas, apdegumi, plaisas, nepārtraukts iespiešanās trūkums.
Labojams defekti - defekti, kuru likvidēšana ir tehniski iespējama un ekonomiski iespējama.
Galvenie kontroles veidi tiek klasificēti pēc ietekmes uz ražošanu formas, aktīvās un pasīvās. Attiecībā uz nepārtrauktu un selektīvu produktu pārklājumu. Stacionāro un mobilo ierīču norises vietā.
Ir šādi metināšanas kvalitātes kontroles veidi:
Vizuālā pārbaude-
kalpo metināto šuvju ārējo defektu noteikšanai un tiek veikta ar neapbruņotu aci vai ar palielināmo stiklu, palielinot 5-10 reizes.
Petrolejas tests -
izmanto metināto šuvju blīvuma noteikšanai. Pārbaudei pieejamā šuves puse ir pārklāta ar krīta vai kaolīna ūdens suspensiju un žāvēta. Otra puse ir ieeļļota ar petroleju. Taukainas vietas parādīšanās uz krīta atklāj defekta atrašanās vietu.
Gaisa pūšanas tests -
sastāv no tā, ka viena puse ir izpūsta kompresēts gaiss, bet otrs ir pārklāts ūdens šķīdums ar ziepēm. Burbuļu parādīšanās norāda uz defekta vietu šuvē.
Vakuuma tests -
noteiktu šuves posmu pārklāj ar ziepju šķīdumu un ir uzstādīta vakuuma kamera, burbuļu vai putu parādīšanās norāda uz šuves defekta vietu.
Ūdens pārbaude -
zem spiediena vienu šuves pusi aplej ar ūdeni, ja noplūde, otrā pusē parādās pilieni, tas nozīmē, ka šuve ir bojāta.
Tiek veikta arī gaisa spiediena, hidrauliskā spiediena, metināto savienojumu caurspīdēšanas, ultraskaņas, magnetogrāfijas metodes, tehnoloģiskās, ķīmiskās un mehāniskās pārbaudes.
13. Drošība un ugunsdrošība plkst
metināšana.
1. Metināšana jāveic elektriskās metināšanas darbnīcās vai speciāli aprīkotās vietās.
2. Metināšanas stacija, kas atrodas gan iekštelpās, gan uz ārā, jāaizsargā ar vairogiem vai ekrāniem, lai pasargātu citus no elektriskā loka kaitīgās ietekmes.
3. Metinot izstrādājumus, kas sver vairāk par 20 kg, jāuzstāda pacelšanas un transportēšanas mehānismi.