Welding thin metal electrode is not an easy process, since main problem here is the likelihood of making a hole in the part when, due to great strength the metal will just burn out. Therefore, all processes must be carried out extremely accurately, efficiently and accurately. Do not forget about the speed of the work, as too long a bath in one place can lead to a wide loss.
Thin metal welding arc welding uses a minimum of additional devices, so that in the end everything turns out quite cheaply, but at the same time, reliability may be inferior to other methods. In this process, GOST 2246-70 must be taken into account. During the process, deformation of the workpiece may occur, as temperature changes have big influence on sheets that can be easily deformed.

Others are also exposed to such negative factors, but this one is the least protected. Here it is necessary to use thin electrodes, which will have an appropriate winding and material that meets the requirements of the welding technology of a particular metal. There are both disadvantages and advantages of working with thin material.
Flaws
As disadvantages, one can distinguish such properties as:
- The need to use additional fasteners so that the parts remain in place during the process and do not move;
- The equipment must have a fine adjustment when working with low amperage parameters so that you can accurately select the mode;
- Extremely precise adherence to the specified modes is necessary so as not to spoil the details;
- The number of appearance of defective seams here is statistically higher than when working with thick metal;
- You need to make a responsible choice protective coating electrode to increase safety when welding, which already depends on which grades of metal in this case are used;
- To work, you need to have sufficient experience in this area.
Advantages
Among the advantages are:
- Relatively high speed carrying out the welding process;
- High profitability, by reducing the amount of consumables;
- Bending and other preparatory procedures with deformation are faster, easier and can be done manually;
- Here, a minimum is needed, since there is practically no need for edge processing and creating corners on the welding surface.
Primary requirements
Before welding thin metal by arc welding, you need to select the electrodes. Their size should correspond to the thickness of the parts to be welded. The current strength must not deviate from the nominal positions set in the parameters, since when working with thin metals, even a small deviation can lead to burning through. The electrode metal must match the workpiece metal and be as identical as possible. The cover must match technical requirements welding of a given metal.
The device must have excellent current-voltage characteristics and convenient adjustment parameters. The welding temperature of the metal must be reached gradually, first by heating the workpiece, and then by using an electric arc to avoid thermal deformations. The surface of the parts must be cleaned and degreased so that there is no oxygen exposure to the seam and the near-seam area. It is desirable to move the workpiece to a horizontal position, since the inability to create a sufficient penetration depth makes it difficult to build vertical seams. It is necessary to use only high-quality, pre-dried electrodes.
Basic and auxiliary materials
The main materials for welding are electrodes. They may be enough a large number of varieties, depending on the metal used and its thickness. Even thin metal welding can be used, if the thickness of the workpiece starts from 2.5 mm and above. They can be infusible, like coal or tungsten, or fusible, the metal of which will fill the gap between the workpieces. They are selected according to the composition so that the metal is welded with an identical mass, which will improve the quality of the connection.
TO additional materials include gas and flux. Flux is used to improve the quality of metal welding. It is not always used, but only when the technology requires. Often it improves the quality of welding of refractory metals, and also helps to ignite the electric arc better. It contains various additives and additional metals, which will differ for each grade. Sometimes metal shavings from the same metal as the workpiece itself are used as a flux. Gas can be used to heat the part, because if this is not done, metal deformation may occur during welding. It can also act as additional protection from oxygen from the atmosphere, similar to the coating of the electrode. The fact is that when thin metal is welded with a 1.6 mm electrode, it can be in a shielding gas environment, and not just manual arc welding. In the last stages of processing, gas can also be used for heating during long cooling.
Electrode selection
When choosing, two parameters are important - this is metal and coating, which can be included in general concept brand of product, and diameter thickness. Ideally, the metal should completely match the one with which the welding will take place. To him, the appropriate coating was already immediately selected. The number of options here is very large, therefore, the choice is made individually in each case.
To know how to weld thin metal by arc welding, you need to choose the right one. Often it must match the thickness of the part to be welded. Only if we are talking about refractory metals, then its thickness can be 0.5 mm higher. Do not use too thin, for example, for metal in a 2.5 mm electrode with a diameter of 1 mm. This will cause the consumable to run out too quickly and the seam will need to be interrupted frequently. Materials must be dried before use, since with a thin seam all defects become much more pronounced and have a more detrimental effect. Within one seam, you need to work with electrodes of only one brand.
Modes
If you do not know how to weld metal correctly arc welding, then you should resort to the mode table, which will help you determine exactly which parameters are best to choose so that there is a minimal risk of marriage. For certain workpiece thicknesses, all these parameters have already been calculated.
| Workpiece thickness, mm | Filler material diameter, mm | Current strength, A |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |

The technology of welding thin sheet metal with an electrode
The following procedure will tell you how to weld thin metal with arc welding:
- The workpiece should be cleaned with a metal brush. Cleaning should be carried out until a metallic sheen appears on the surface.
- Then you need to degrease the places where the future seam passes with acetone, or any other solvent that can neutralize the oxidizing film.
- Spread the flux on the edges of the workpieces.
- If the metal welding technology requires, then it is desirable to heat the surface with a gas burner. The same may apply to electrodes, since the main causes of metal spatter during welding lie not only in elevated temperature, but also in its strong difference.
- When everything is prepared, you can proceed to direct welding. The movements must be fast enough so that too long a weld pool does not burn through the part. But you don’t need to rush too much so that the metal boils around the entire perimeter. Here you need to cover as large a perimeter as possible, since due to the small thickness it is impossible to dive very deep. The seam should look fairly wide and uniform, and also consist of many small scales, following one after another.
- After finishing work, you need to slowly cool the metal, heating it with a burner and gradually lowering the temperature.
If, when welding a thin metal with a 2 mm electrode, the workpiece burned through, then you should stop working, inspect the seam and decide whether it can be welded or not.
Security measures
Standard safety precautions must be followed. All work should be carried out in special protective clothing that will protect against metal splashing. You should also use special tools for transferring hot and incandescent parts.
The welding process is designed to create a connection of thin metal using weld. For many products, thin elements have a thickness within 5 mm.
Welding of thin metal is of high quality, taking into account the parameters of strength, toughness, ductility.
Welding of thin metal high quality, if parameters such as:
- strength;
- corrosion resistance;
- plastic;
- viscosity.
How to cook thin metal with an inverter and what conditions are used when welding it?
Types of thin sheet metal welding and its features
It is necessary to connect sheets of thin metal quite often. Many parts and mechanisms are made of the following materials:
- boats;
- motor boats;
- cars.
Well-done welding is possible only after learning the intricacies of this process.
The main feature of the connection of thin metal is the probability of its damage by electrodes with the formation of an unusable product. Inept handling of electrodes leads to the creation of a weak weld and poor-quality connection of metal surfaces. Only experienced craftsmen who have the skills to select the current value for welding can create the correct welding arc.
Another feature is the preparation of the edge of the metal plate for welding. The position of the connecting seam and the thickness of the sheet to be welded are taken into account.
Conditions to be observed when welding thin metal
Before starting work, you need to choose the size of the electrode with a diameter equal to the thickness of the sheet. The value of the current strength is chosen depending on the diameter of the electrode. great attention pay attention to the coating of the electrodes, choose elements that have a long period melting.

To connect products, a welding inverter is used, which makes it possible to provide Good work. Without much difficulty, welding of thin metal is carried out by a modern welding machine, which has a low weight and high productivity. The operation of the inverter is carried out from a constant current source. To connect thin metal, electrodes of any brand are used. When working with the device, it is recommended to adjust the current within 10-15 A. When using electrodes with a diameter of 1.6 mm, a high-quality one is obtained.
The inverter has ideal characteristics according to the "volt-ampere" system, adjustable for a certain type of welding. The power consumed by the device is less than that of a rectifier or transformer, and the efficiency is 90%.
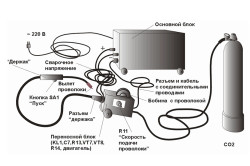
The device of the apparatus for connecting thin metal
First of all, it is necessary to study the structure of the mechanism for welding, which is very difficult due to the use of high voltages, currents, and maximum frequencies in the work. During operation, there is a double conversion of voltage from alternating, to 220 V, to constant and high-frequency. The inverter contains impulse batteries, consisting of modules. Digital processors with programming microcircuits coordinate the operation of the elements of the welding machine.
The inverter is capable of running several programs:
- eliminate the voltage on the welding arc during a short circuit;
- create an additional current pulse;
- ensure the destruction of liquid metal barriers in short-arc welding.
The process of working using a welding machine
You can create a lot of things with your own hands in an apartment or in a country house using welding. Repairing a car, connecting metal is much easier if you use an inverter.
To work, you need to prepare:
- electrodes;
- welding machine;
- gloves;
- vise;
- hammer;
- brush;
- face mask;
- overalls made of dense fabric;
- a container with water to eliminate possible sources of ignition.
It is important to make sure that the voltage in the machine and the working network match before starting welding. It is necessary to inspect the plug, socket and cable and check their serviceability. It is strictly forbidden to work on faulty equipment.
The welding machine is placed on a hard surface, after checking its grounding. Having studied the thickness of the products, choose the electrodes. With the help of the handle on the device, the required amount of current is fixed.
Before connecting the metal with an inverter, it is necessary to clean the workpieces from dirt and rust. Then the metal sheets are clamped in a vise. The electrode is placed in the hole of the holder. The arc is created by touching and tapping on a metal plate. After the formation of the arc, it is necessary not to release it by passing the electrode over the sheet. It is required to monitor the magnitude of the current so that the arc is continuous and bright. When the weld has cooled, the slag particles are removed with a hammer, and the surface is polished until a lasting shine appears.
Arc control process
During welding, it is necessary to control the gaps between the metal product and the electrode touching it.
The same dimensions of the resulting gap are a stable guarantee of a well-conducted technological process. By reducing the size of a given gap, a weld curved in an arc with sections of its molten lateral part is obtained. With an increase in the distance, the welding process becomes impossible: the size of the arc itself is distorted, and the metal is welded with some skew to the side. Only compliance with the specified gap during welding allows you to weld an even, beautiful seam.
Formation of a standard welding seam by an inverter
It is necessary to connect the parts during welding so as not to change the speed of the electrode, otherwise it will not be possible to form an even seam. The liquid state of the weld is well below the main body of the metal.
The resulting arc is able to capture the entire base metal, move the entire bath to its original place, forming a welding seam. The task of the welder is to position the seam in line with the metal. By creating zigzags with your hands and describing arcs, you can easily lay an even seam.

The whole welding process depends on the quality of the electrode.
In such cases, it is necessary to constantly not lose sight of the dimensions of the location of the weld. It is worth trying and arranging the bath strictly in a circle. Thanks to evenly swinging movements, a seam is created, but it is necessary to monitor its formation at one edge of the metal plate, and then control its formation at the top of the bath.
By directing the electrode closer to the metal workpiece, a raised seam is formed. Most welders achieve a flat weld and move the pool by significantly changing the angle of the electrode. The best option: control the angle of inclination within 45-90° to form a perfect seam and control over the tub.
Features of connecting metal of small thickness with an inverter
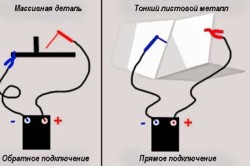
The welder at work focuses on the polarity of the electrodes. Their value affects the durability of the weld and the strength of the entire joint.
Electrodes with reverse polarity form a deep seam. When working, they determine which charge to use and how to connect it. A positive charge heats up more strongly. A high-quality seam will be formed if you observe it during welding. By creating a working angle for the electrode within 30°, the electrode is brought close to the metal and a red spot is formed until a molten metal drop appears. The welding seam is formed after connecting all the drops on the work sheets to each other.
Advantages of welding with inverter rectifiers
Welding of thin metal is performed by machines in many areas of industry due to their low material consumption. Welding metal is not difficult due to the high constancy of the arc and obtaining high-quality final indicators. Inverters are used for argon-arc welding, in which the main value is the quality of the weld.
If semi-automatic welding is performed, then the inverter is able to control the movement of the metal, reduce its spatter.
The most advanced technology– plasma-arc welding. When using it, labor productivity increases due to a change in the cutting speed, a constant welding arc is formed.
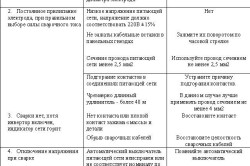
Working with a welding machine requires competent handling of complex equipment, otherwise malfunctions occur. The equipment malfunctions if the settings are incorrectly made, the rules for operating the product are violated. If welding cannot be performed when the device is turned on, there may be a problem with the cable.
The absence of current in the network leads to the fact that the inverter does not turn on. Sometimes sticking of the electrode is observed. The process is associated with low voltage online. Insufficient contacts formed during the oxidation of compounds lead to a malfunction of the welding machine. The thinner and smaller the arc, the more likely the inverter will malfunction. In special cases, there is a violation in the operation of the module, which is eliminated by the service department.
How to choose the right welding machine?
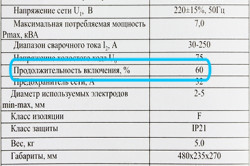
Manufacturers of welding inverters must indicate in the documents the duration of the machine on.
Having studied the entire scope of the proposed work, you can start buying a welding machine. First of all, the parameters of the workpieces to be welded are taken into account. The electrodes are selected depending on the thickness of the sheets to be welded. The value of the current strength is set depending on the brand of metal and its dimensions.
Modes in which the device will work:
- extreme;
- average;
- lengthy.
Low voltage of the mains within 190 V leads to an underestimated value of current for welding. Work cables longer than 15 m should not be used. They give a low welding current.
Another lot important detail- taking into account the features of the electrical supply network. If its value is low, it is necessary to use devices operating at a voltage fluctuation of 220+/-5%.
The thermal protection of the device depends on the observance of the operating mode. It is designed for 20 trips and can fail quickly.
Another important detail for keeping the inverter in working condition is to take into account the characteristics of the conduction welding work. Apparatus with reduction idle move use in work in damp rooms, wells, reservoirs.
The inverter is not operated at temperatures below 0°C, and sharp drops contribute to the formation of condensate inside the boards.
When purchasing an inverter, it should be remembered that it is used in everyday life for any welding work, has good performance and in many ways superior to other welding equipment.
Comments:
- The role of experience in inverter welding
- Welding thin metal with an inverter: advice from experienced craftsmen
- Selection of electrodes for welding thin metal
- Some conclusions for those wishing to master the welding of thin metal
Since the advent of welding inverters, welding has ceased to be the lot of exclusively professionals. The old devices were quite difficult to use, both because of their weight (mainly because of the old transformers) and the complexity of the work. The inverter, on the other hand, is extremely simple and easy, and even a beginner can work with it, who just needs to familiarize himself with a number of rules and tips, watch a few video tutorials. But, as in every business, the experience gained with the inverter will never be in vain.
Cooking with an inverter, unlike other welding machines, is simple and easy.
There are certain tasks that are not at all easy for an inexperienced welder to solve - these include, for example, welding thin metal with an inverter. This is difficult to do for a number of reasons, but the main one is that it is very difficult for an inexperienced welder to choose the current strength and impact on the metal in such a way as not to burn it through where it needs to be connected.
Thus, welding thin metal requires certain skills and attention to detail, each of which can increase the chance of getting it done right.
The role of experience in inverter welding

Welding with an inverter is always a balancing act between two extremes: burning through a metal part and sticking an electrode to it. That is, depending on the distance between the electrode and the surface to be welded, on the strength of the current used in welding, on the speed of the electrode and its smoothness, the welding efficiency and its result depend. So no matter how much easier the inverter welder's life is, welding thin metal is a sufficient obstacle to his inexperience. Experienced welders, in addition to knowing many small nuances of welding that help them do their job finer and better, also have a full hand, experience, and an eye. And they make up at least half of the success in such work.
An inexperienced welder will not be able to quickly and reliably select the current strength in the inverter so that, on the one hand, he does not burn through the sheets of metal, and on the other, connect them securely. Welding thin metal with an inverter for beginners and even experienced welders is an excessive test, and they prefer to use TIG pulse welding. In this case, the risk of burning through the metal is reduced to extremely low values, and the seam remaining at the junction will be smooth and beautiful. But sometimes you have to weld with an inverter, even thin sheets of metal, and therefore it is better to increase the chance of a good job by reading a number of tips from experienced welders.
Back to index
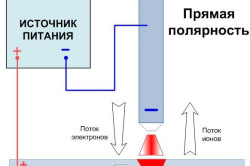
When working with an inverter, use D.C. electrons forming an electric arc. The source has both a positive and a negative charge, and this can be used when welding thin metal elements. The fact is that if a positive charge is established on the metal that needs to be welded, then it is he who will heat up more, and if the electrodes have a positive charge, then they will have the main load, and it is they who will warm up and burn out. From where and what kind of charge you connect, a lot depends on your work. Experienced welders advise to install reverse polarity with a plus on the electrodes, then the effect of welding will be more gentle on the metal, but it must be combined with the right choice current strength. If everything is done correctly, then a wide, but shallow strip of molten metal will remain behind the electrode, and the risk of through-burning of the product will be minimized.
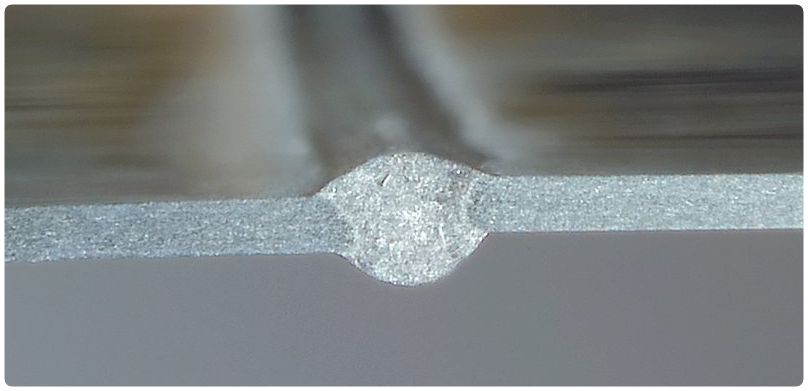
In order to carry out high-quality welding of thin metal, it is necessary to carefully monitor the electrode and the resulting seam, in this case, you will not only significantly increase the chances of welding properly, but also leaving a clean and even seam on the metal. And in order for the visibility to be good, it is necessary to keep the electrodes at an inclination of about 30-35 ° to the surface of the elements to be welded. We advise you to first bring the electrode as close as possible to the element to be welded and wait for the appearance of a red metal drop, which will connect the two parts. After that, move the electrode smoothly and at the speed when the drop remains the same size and color and follows you. That is, you kind of fasten the seam with a series of such drops that form a continuous even line. From the first time, an inexperienced master is unlikely to succeed in such a seam, but with a little practice, you can overcome everything and achieve your goal. The main thing is not to give up.

When welding thin sheets of steel, experienced welders place thick copper sheets under the workpiece to remove excess heat and help maintain an even temperature in the weld zone. There should be no gaps between the sheets of steel, the edges should fit snugly and evenly. When passing the electrode, do not make movements transverse to the joint line, move only along the joint at an even speed and following the contact zone.
Some craftsmen insert the remaining strips of steel into the joint and conduct an electric arc along it, melting it in such a way that its material fastens the seam, and only the residual heat of electric welding acts on the sheets themselves.
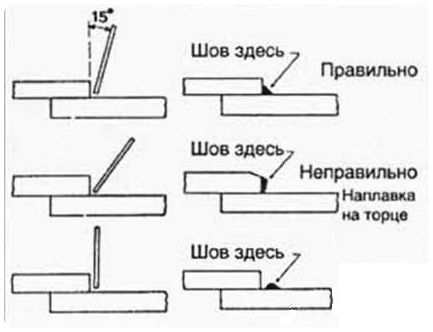
Sheets less than 1 mm thick can be fastened not end-to-end, but overlapped, then an electric arc, melting the top sheet, fastens it to the bottom one without excessive risk of burning two sheets at once.
Back to index
Selection of electrodes for welding thin metal

An important role in inverter welding in general and thin metal elements in particular is played by the choice of electrodes. In addition to the coating, the electrodes also differ in diameter thickness, which is also important if you want to weld the product without damage and burns.
Take, for example, the OMA-2 electrode. He's covered special composition, which burns at low currents and provides an even and slow burning, which increases your chances of fusing thin metal parts without too much trouble. The coating gives a good liquid metal mass, which makes the seam shallow and well bonding surfaces. The coating consists of a third of titanium concentrate, almost half of flour, 15% of liquid glass, and also has such important additives as manganese, saltpeter and ferrous compounds of silicon and manganese. Such compositions were calculated and selected empirically by a large number of specialists, for specific tasks and conditions.
For welding thin sheets of steel, the MT-2 electrode is well suited, this electrode was created a long time ago, but is still used by welders in our country.
It is very difficult to weld thin metal with a continuous seam, so welding is carried out at an angle forward with the arc breaking off. Do not forget that at the moment when you have torn off the electrode, it must be returned to the same place before the process of crystallization of the weld pool begins. If the metal hardens and you add filler material from the electrode, welding will go over the slag. In this case, you need to stop the welding process, beat off the slag, and only then continue. Control the weld pool. If you feel that the metal is not floating and you will not burn it through, you can cook with a delay, it is not necessary to tear off the electrode every second. There is no such unambiguous rule that you must weld the entire seam with a gap.
Welding thin metal in the garage is most often encountered when performing body repair car. Of course, the body is 0.8 mm thick, in best case 1mm, it's much easier to weld semi-automatically, but if you don't have the money to buy semi-automatic welding, or if you don't need to buy one because of one small patch, you can completely handle manual arc welding. They overlap with a continuous seam (but with this method there will be large leashes), or with points with a certain step. For butt joints, the welding current is slightly reduced. Butt welding is carried out ONLY without a gap. Do not pay attention to the quality of the seam, in any case, you will have somewhere a larger roller, somewhere smaller, anyway, in the future, the seams are subject to mechanical cleaning with a grinder, or another accessible way, and penetration will be provided in any case, since the sheet is thin.
Do not be afraid to try, everyone started with bad, low-quality seams, making a huge number of mistakes.
When welding vertical seams, since the electrode is long, it is very difficult to keep a short arc. Do not be afraid to hold the electrode with your hand, only with a protective arm guard, otherwise you will get burned. This will make it easier for you to control the process.
After stripping the metal, gaps may appear. If it's about body metal, they can be brewed, or putty. If we are talking about, for example, a pressure vessel, respectively, such defects need to be eliminated only by welding.
Welding deformations can occur not only due to the enormous heating of the weld pool, but also due to the so-called “metal memory”, if the body is being repaired in the place where the impact was.
How to weld a thin sheet to a thick one
The modes should be the same as when welding thin metal, you do not need to set the current strength across a thick plate (beginner welders often make such an unfortunate mistake and burn through the metal). They heat the metal on a thick plate, and then transfer it to a thin one. This is easy to do if the thick sheet is on top, and quite difficult if it is on the bottom.
They are among the most affordable. They are most often used for domestic purposes to perform a small amount of work. But often, with insufficient experience, craftsmen face multiple problems - from burning the workpiece to an insufficiently strong seam.
The most time-consuming is the welding of thin metal - our tips for beginners will help you avoid the most common mistakes.
Basic Rules
First of all, it is necessary to carefully study the possibilities specific model inverter. These include the maximum (minimum) diameter of the electrode, the current strength (for home use, 160 A is enough) and the value of the open circuit voltage (up to 80 V). Based on this, it is possible to determine the operating mode of the apparatus for welding metal of a specific thickness.
In addition to the above parameters, the following factors must be taken into account:
- Specifications weld metal. It will depend on this.
- The choice of an operating mode depending on current strength and the direction of welding. For each brand of electrode, these parameters are individual. Most often they are indicated on the packaging.
- Prepare a place for work. It is best to perform them outdoors, as gas will be released during the welding process.
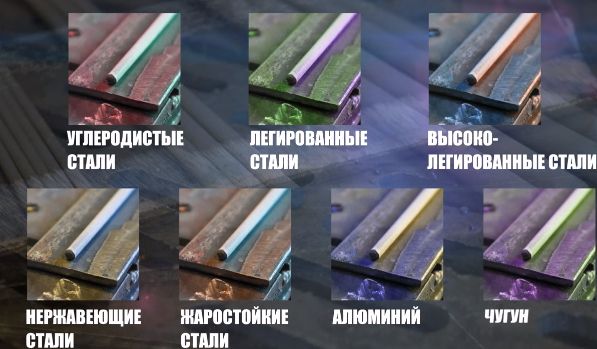
Particular attention should be paid to the brand of electrodes. If it is necessary to weld low-carbon steels or metals with an average content of this component, carbon electrodes are selected. The same principle is used to select Consumables to create welded joints of alloyed and high-alloyed steel grades.
After preparing the workplace and the metal, you can read the welding process. To create comfortable conditions, it is recommended to use a special one. With its help, you can control the quality of the seam without stopping the process.
The metal should be located at a convenient distance from the worker. If necessary, the sheets (part) are fixed with clamps. For best quality welded joint, it is recommended to follow the recommendations from professionals.
Polarity
The electrodes should be connected to the positive terminal. Thus, excessive thermal load will not be applied to the metal surface. Using such a connection, you can get a high-quality wide seam with a shallow penetration.
Position
During the execution of work, the welding site must be in sight. Regardless of the direction, the angle of inclination of the electrode is 30-35° relative to the seam. So you can control the condition of the metal and the gas bath. Care must be taken to ensure that the molten mass escapes from the welding area.
First, the electrode is brought to the material, but does not touch it. As the molten drop forms, you can start moving the locking handle along the seam. It is recommended to first "fill your hand" on unnecessary pieces of metal of a similar thickness, and then proceed directly to the main work. When welding sheets with a thickness of less than 1 mm, the connection is made with an overlap.
heat sink
One of the most common mistakes made by an inexperienced welder is overheating the steel. This is especially true for thin-walled parts and sheets. Therefore, it is necessary to organize the maximum heat removal from the welding zone. To do this, you can use thin sheets of copper. It is important that they fit snugly reverse side welded metal without forming gaps.
This is just a small part of the professional "tricks". To create a truly reliable and high-quality weld in thin-walled metal, two components are needed - a good inverter and experience. The latter comes with time, and the more work is done, the faster you can learn how to make a good weld.






