- Každé 3 měsíce zkontrolujte, zda nejsou uvolněné šroubové spoje nebo uvolněné vodiče. Pokud je zjištěn problém, okamžitě jej opravte.
- Pravidelně kontrolujte těsnost plynového potrubí a chladicího potrubí. Po nalezení opravte problém.
- Doplňte včas olej do ostřikovacího ramene (vhodný je olej na šicí stroje).
- Každé dva týdny doplňte mazivo do válce a posuvného pouzdra.
- Udržujte odporové svařovací stroje čisté, zejména svařovací plošinu.
Běžné problémy a řešení
|
Problém |
Řešení |
|
|
Kontrolka napájení nesvítí nebo se ventilátor neotáčí |
|
|
|
Po spuštění bodové svářečky a stisknutí svařovacího tlačítka se nic neděje. |
|
|
|
Po stisknutí svařovacího spínače začne bodová svářečka pracovat, ale neteče svařovací proud. |
|
|
|
Slabé bodové svařování |
|
|
|
Svařovací proud není nastavitelný nebo je příliš vysoký |
|
|
Elektrické schéma
调 úprava
Svařování
Schéma zapojení DNB-40A (63A)
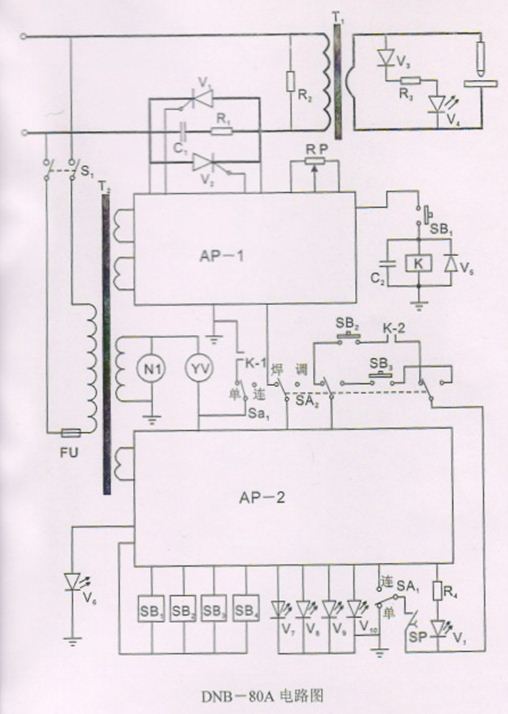
DNB-80A
Schéma zapojení DNB-80A
Tabulka prvků
|
Číslo pozice |
jméno nebo typ |
Množství |
Poznámka |
Modifikace |
|
|
Hlavní transformátor |
Na zvláštní objednávku |
||||
|
Řídicí transformátor |
|||||
|
Brzdová deska |
Na zvláštní objednávku |
||||
|
Programová deska |
Na zvláštní objednávku |
||||
|
Silikonové ovládání 200A/1600V |
Na zvláštní objednávku |
||||
|
Kontrolka programu |
|||||
|
Indikátor napájení φ5 luminotron |
|||||
|
Kontrolka chlazení φ5 luminotron |
|||||
|
Pojistka φ6X30/0,75A |
|||||
|
Rezistor RJ-2W-15Ω |
|||||
|
Rezistor RJ-100W-100Ω |
Seriál |
||||
|
Rezistor RJ-0,3W-100Ω |
|||||
|
Rezistor RJ-0,3W-620Ω |
|||||
|
Měřič potenciálu WX-Ⅲ-2W-4,7Ω |
|||||
|
Kondenzátor CL-630V-0,47 |
|||||
|
Kondenzátor CL-100V-0,47 |
|||||
|
Relé JQX-13F |
|||||
|
Vypínač LA18 |
|||||
|
Pneumatický spínač |
Na zvláštní objednávku |
||||
|
svařovací spínač |
Na zvláštní objednávku |
||||
|
Krokový spínač |
|||||
|
Spínač jednoduchého/průběžného svařování KN32 |
|||||
|
Příprava spínače/svařování |
|||||
|
Tlakový spínač vody KSI-2 |
|||||
|
Solenoidový ventil se dvěma režimy kompatibilní s 220V |
|||||
|
Ventilátor 200FYZ-D |
Zařízení
Stroj: 1 kus
Elektroda: 3 ks.
Tři části vzduchového systému (filtr, nastavení tlaku a atomizace) 1 ks.
Pojistka Φ6*30/0,75A 2ks
Pokyn (jeden výtisk je registrován, druhý pro operátory) 2 výtisky.
Společnost "LIGA WELDING" se specializuje nejen na prodej zařízení, poskytujeme také služby pro diagnostiku a opravy svařovacích strojů v Moskvě. Kontrola záručních instalací se provádí zdarma. Oprava závad a poruch indikovaná odborníkem mimo záruku je hrazena společně s diagnostickými pracemi
Jednotky tuzemské i zahraniční výroby podléhají záruční a pozáruční úpravě:
- Elektrárny dieselového a benzínového typu;
- měniče ; svařovací invertory (MMA, TIG, MIG);
- Svařovací transformátory;
- Zařízení pro řezání vzduchem a plazmou (CUT);
Online aplikace
CENY za opravy svařovacích strojů
| Druh práce | Cena |
|---|---|
| Standardní diagnostika zařízení včetně demontáže, montáže | od 500 rublů |
| Výměna spínacího prvku (síťový vypínač, výstupní zásuvka, ventilátor) | od 400 rublů |
| Výměna desky měniče | od 800 rublů |
| Výměna transformátoru | od 1 000 rublů |
| Kontrola zařízení na reostatu | od 400 rublů |
| Kontrola stroje na svařování | od 400 rublů |
| Oprava napájecího zdroje | od 2 000 rublů |
| Oprava usměrňovače výstupního výkonu | od 2 000 rublů |
| Oprava řídicí desky | od 2 000 rublů |
| Oprava pohonné jednotky IGBT - převodník | od 2 000 rublů |
| Čištění stroje | od 500 rublů |
| mechanická práce | od 1 500 rublů |
| Oprava sekundárního napájecího zdroje | od 2 000 rublů |
| Oprava desky oscilátoru | od 1 200 rublů |
| Výměna plynového ventilu | od 720 rublů |
| Oprava podavače drátu (MIG) | od 1 500 rublů |
Oprava jednotek v záruce
Záruční oprava svařovacích strojů se provádí pouze za přítomnosti správně vyplněného záručního listu. Na svařovací generátory, které vykazují známky vnějšího poškození nebo porušených těsnění, se záruka nevztahuje. Diagnostika a odstranění poruchy zařízení může trvat od 1 hodiny i více - vše závisí na stupni složitosti poškození a nutnosti částečné nebo úplné demontáže zařízení.
Oprava svařovací techniky mimo záruku
Termín a cena opravy invertorových svařovacích strojů ruské i zahraniční výroby bez záručního listu je dohodnuta se zákazníkem po povinném podrobném rozboru a diagnostice. Svařovací stroj musí být zbaven prachu a nečistot. Svařování v kvalitě po opravě svařovacího invertoru bude odpovídat vysoké úrovni.
Nejčastější příčiny poškození generátorů
Statistika, která byla vytvořena na základě závěrů výsledků diagnostiky svařovacích zařízení, ukazuje, že nejčastějšími příčinami závad v jejich provozu je nesprávná manipulace s agregátem během provozu. Je důležité znát a rozumět následujícímu:
- Obvykle jsou nutné opravy svařovacích agregátů, u kterých je pravidelně porušován stanovený cyklus střídavého svařování pod zatížením a při volnoběhu. Doba zapnutí jednotky by neměla překročit maximální hodnotu uvedenou v pasu produktu.
- Výkon připojeného elektrocentrály musí minimálně 2x převyšovat výkon svařovací jednotky. Výkyvy v síti a náhlé přepětí způsobí uzavření zařízení.
- Neodborné zacházení s instalací, ignorování zjevných poruch, předčasné čištění a proplachování - to vše vede k vážným následkům a má negativní dopad na konečný výsledek bez včasné opravy svářečky.
Servisní údržba svařovacích strojů
Naše společnost provádí adekvátní a loajální cenovou politiku ohledně oprav svařovací techniky. Například náklady na analýzu poruchy zařízení jsou od 900 rublů (demontáž a montáž zařízení jsou zahrnuty v ceně) a výměna desky měniče je od 800 rublů.
Vysokou funkčnost spotterů již ocenili nejen majitelé autoservisů a autodílen, ale i jejich četní zákazníci. Vysoce kvalitní obnova poškozených prvků karoserie, vysoká rychlost a dostupné náklady na práci jsou hlavními výhodami použití strojů pro bodové svařování.
Naše společnost provádí záruční a pozáruční opravy odporových svařovacích strojů GYS, Tecna, Nordberg, Cebora, Telwin, BlueWeld a dalších výrobců.
Funkce opravy Spotterů
Výrobci nabízejí širokou škálu odporových svařovacích strojů:
- pro vytváření tupých spojů;
- pro spojení mezi jednotlivými body plechů, kloubové spojení lisovaných dílů;
- provádět manipulace s reliéfním svařováním;
- univerzální typ.
Každá odrůda má konstrukční prvky, takže oprava spotterů se liší v pořadí operací, stupni složitosti. Stacionární svařovací stroje jsou masivní celky, připomínají velké stroje. Opravy odporových svařovacích strojů tohoto typu jsou prováděny v místě jejich provozu s výjezdem našich specialistů.
Přenosné modely s nízkým výkonem, které se používají ke spojování tenkých plechů, lze snadno přivézt do našeho servisního střediska. Oprava Spotteru zabere minimum času.

Opravujeme také kondenzátorové bodové svářečky. Nejčastěji v nich vypadne zdroj, který je podle technologie výrobce nahrazen původním.
Diagnostika všech typů zařízení je zdarma. Hlavní typy oprav:
- odstraňování problémů s řídicí deskou;
- oprava pohonné jednotky;
- výměna tyristorů a tranzistorů, mechanismus podávání drátu;
- výměna transformátoru.
Profesionální oprava odporového svařování
Důvodem pro kontaktování servisu je snížení kvality svařovacích prací prováděných strojem, výskyt „nedostatečných výrobků“ nebo „popáleniny“. Máme celou řadu diagnostických nástrojů a rychle určíme poruchu. Věnujte pozornost klíčovým výhodám oprav odporových svařovacích strojů zkušenými specialisty:

- úplné obnovení výkonu a kvality manipulací;
- minimální čas;
- záruka za provedenou práci a dodané komponenty (pouze v originální verzi);
- loajální cenová politika;
- možnost výjezdu specialistů na místo působení jednotek.
V SC Welding pracují zruční a znalí řemeslníci. Kontaktování nás je klíčem k bezproblémovému a efektivnímu provozu spotterů.
Každá zakázka, kterou přijímáme, je pro naše zaměstnance do určité míry testem a zkouškou. Navzdory mnohaletým zkušenostem s opravami zařízení pro kontaktní svařování v Moskvě a Moskevské oblasti stále objevujeme něco nového pro sebe, protože technologie nestojí na místě a výrobci neustále zlepšují svá zařízení.
Společně s nimi se zlepšujeme a zatím nenastal jediný případ, kdy by nějaká novinka výrobce zmátla naše pány. Vzhledem k tomu, že všichni jsou profesionálové ve svém oboru, všechny nové problémy, kterým musíme čelit, jsou rychle analyzovány a je pro ně vybráno optimální řešení, což nám umožňuje být jedním z nejlepších servisních center v Moskvě.



Garantujeme vysokou kvalitu a minimální dodací lhůty.
Jen díky podrobnému prostudování kompletního obrazu o stavu vašeho odporového svařovacího stroje, který spadá do rukou našich mistrů, můžeme zaručit, že po naší opravě opět neselže. Z tohoto důvodu i při drobných poruchách provádíme kompletní, hloubkovou diagnostiku vašeho zařízení, takže po naší opravě jej budete moci používat dlouhou dobu bez opakovaných incidentů, zejména pokud budete dodržovat vydaná provozní doporučení našimi pány.
Opravy odporových svařovacích strojů provedou specialisté našeho servisního střediska na vysoké profesionální úrovni a s firemní zárukou.
Bodové svařování je poddruh odporového svařování. Při tomto typu svařování jsou kovové prvky upevněny na jednom nebo více místech.
Tato metoda povrchového svařování má vysokou výrobní technologii a různé aplikace v různých průmyslových odvětvích a lze ji použít při výrobě elektronických zařízení, automobilů, námořní a letecké a jiné průmyslové výroby.

Při použití tohoto typu svařování je dosaženo velmi vysoké pevnosti spojení konstrukčních dílů mezi sebou. Stupeň pevnosti na křižovatce je určen snahou o stlačení povrchů upevněných prvků a fyzickou silou elektrického proudu zařízení.






V moderní výrobě se používají různé verze těchto zařízení od stacionárních strojů až po snadno přenosná zařízení. Jako příklad je na obrázku fotografie ručního bodového svařovacího stroje.

Hardwarové vlastnosti
Tento typ svařování je založen na způsobu ohřevu kovového dílu (desky) pulzem elektrického proudu. Pro zajištění efektu svařování jsou díly (prvky) silně přitlačeny k sobě.

V místě největší komprese se provádí bodové svařování dílů průchodem elektrického náboje mezi elektrodami zařízení. V místě kontaktu se vytvoří roztavený bod kovu o velikosti ne větší než dvanáct mm.

Metody bodového svařování
Tento typ svařování je podmíněně rozdělen do dvou metod: měkké a tvrdé.

Měkký režim. V tomto režimu se při svařování díly postupně ohřívají pomocí malého proudu. Svařování kovových povrchů v tomto režimu trvá asi tři sekundy.

V tomto režimu je snížena spotřeba proudu strojem (zařízením). Režim se zpravidla používá při svařování kovů s vlastnostmi kalení.

Tvrdý režim. Je určena krátkodobou dobou působení velkého elektrického proudu a silným sevřením svařovaných prvků v místě svařování. Hustota spotřebovaného elektrického proudu v tomto režimu dosahuje 300A na 1mm2. Výroba svařovacího procesu trvá až jeden a půl sekundy.






Hlavní nevýhodou této metody je velká potřeba elektřiny (strojů) a velká přetížení průmyslové sítě. Výhodou je minimální doba pro svařování povrchů.

Tento režim se obvykle používá při svařování povrchů s dobrou tepelnou vodivostí, vysoce legované oceli nebo lepených povrchů různých tlouštěk.

Možnosti svařování
Typy bodového svařování jsou určeny počtem pixelů spoje vytvořených najednou. Ve výrobě se používají: jednobodové, dvoubodové a vícebodové typy.

Jednobodové zobrazení se používá při spojování více plechů, přičemž s každou vrstvou plechů (dílů) kvalita svařování klesá. Dvoubodový typ svařování se používá při spojování dílů se širokými plochami.

Vícebodový pohled se používá k upevnění různých lisovaných konstrukcí. Může být oboustranný a jednostranný, vše závisí na umístění elektrod vzhledem k upevněným uzlům.

Tento typ svařování se také může lišit v cyklech průchodu elektrických impulsů. Cyklita závisí na tloušťce součástí, které mají být svařeny.


Při tloušťce kovového povrchu do pěti milimetrů stačí jeden impulz elektrického proudu a při velké tloušťce je potřeba několik krátkodobých elektrických impulzů. Při svařování kovových prvků velké tloušťky a tvrdosti se používají cykly se zvýšeným mačkáním.






Metody svařování
Existuje několik metod bodového svařování:

Bodové - svařování prvků se vyskytuje na jednom nebo více místech. Používá se v nástrojářství, automobilovém průmyslu, stavbě námořních, říčních a leteckých lodí.

Zajišťuje svařování ocelových plechů o tloušťce až dvacet milimetrů.

Odlehčovací metoda - konstrukční prvky se svařují na jednom nebo více připravených místech. Rozdíl mezi touto metodou a předchozí je způsoben tvarem upevněných prvků v místě svařování.

Metoda švu - prvky, které mají být svařeny, jsou k sobě připevněny řadou svarů. Šev se může skládat z jednotlivých svarových pixelů nebo z překrývajících se pixelů. Používá se pro výrobu různých nádrží vyžadujících vysoký stupeň těsnosti.


Dokování - prvky jsou svařeny podél přilehlé oblasti kontaktu pod vlivem vysoké teploty. Používají se při pokládání potrubí, při výrobě kotevních řetězů pro lodě.

Designové vlastnosti
Velké příležitosti pro bodové svařování jsou v průmyslové výrobě žádané. Pro jejich realizaci byly vytvořeny výrobní stroje a ruční přenosné jednotky.

Při řešení problémů svařování kovových prvků je třeba mít na paměti, že tento proces závisí na kovu, ze kterého je výrobek vyroben, a jeho hustotě.

Požadavky na technologii pro provádění tohoto typu práce:
- poskytující nízké napětí, ne více než 10W;
- poskytnutí krátké doby pro průchod elektrického impulsu v místě svařování;
- poskytování velkého elektrického proudu v místě svařování;
- zajištění min. ploch taveniny v místech upevnění konstrukce;
- zajišťující vysokou kvalitu pevnosti svaru.

Moderní bodový svařovací stroj může mít jiný design. V moderní výrobě se používají transformátorové nebo kondenzátorové bodové svařovací stroje.


Transformátorové stroje musí provádět vysokoteplotní ohřev povrchů, které mají být svařovány. Výkon svařovacích zařízení v každodenním životě může zajistit elektrický proud do 5 kiloampér a průmyslové od tří set do pěti set kiloampér.






V průmyslových výrobních strojích se používají výkonné transformátory. Hlavní nevýhodou takových zařízení je nedostatek homogenního zatížení, což vede k velkému přetížení průmyslové sítě a častým poruchám.

Kondenzátorové stroje zatěžují elektrické sítě měřeně. Použití kondenzátorů v obráběcích strojích umožňuje zabránit náhlému přetížení průmyslového napájecího zdroje.

Kondenzátorová zařízení pro ruční svařování mají minimální rozměry a jsou široce používána k řešení každodenních problémů. Jejich výhodou jsou malé rozměry a provozuschopnost při připojení k domácímu napájení.

výhody:
- není třeba kupovat svařovací materiály;
- snadnost výroby;
- snadnost řízení;
- čistota a úhlednost švů nebo svarových bodů;
- dodržování ekologických požadavků;
- minimální spotřeba energie;
- vysoký výkon.

Provádíme vlastní svařování
Nástroj tohoto typu svařování není levný nástroj. Je praktičtější vyrobit bodový svařovací stroj vlastníma rukama.

Hlavním prvkem takového zařízení je transformátor (používaný v různých domácích spotřebičích). Pro zajištění potřebného elektrického proudu pro tento typ práce je nutné převinout jeho vinutí. Při tvorbě 1. vinutí se připravují i mezizávěry. Drát na vinutí musí být impregnován lakem a zabalen speciálním papírem.

Komponenty zařízení se volí podle parametrů transformátoru. Jeho design závisí na detailech (povrchech), na kterých se pracuje. Elektrické komponenty musí být vyrobeny s vysokým stupněm spolehlivosti.

Kleště mohou být dvou typů: stacionární a vzdálené. Stacionární - jednodušší na výrobu, jsou pevně spojeny dohromady a spolehlivě izolovány. Dálkové - vhodnější pro použití při různých pracích. Jsou volně instalovány a demontovány. Je vhodné je přivést na místo přímého svařování.

Při použití dálkových kleští je nutné zajistit jejich spolehlivé spojení s vlastním aparátem a jejich hydroizolaci. Pro výrobu elektrod je možné použít měděné tyče, bronz nebo starý hrot páječky.

Schéma zapojení pro připojení takového zařízení lze snadno najít na internetu.

Bezpečnost
Pro zajištění vlastní bezpečnosti musí pracovník znát a dodržovat požadavky bezpečnostních pokynů pro bodové svařování:
- abyste zabránili úrazu elektrickým proudem, uzemněte jednotku;
- před zahájením práce je nutné zkontrolovat jeho provozuschopnost;
- používat osobní ochranné prostředky pro ruce, oči a tělo;
- vyloučit přívod vysokého napětí do ovládacích prvků zařízení
- v zařízení používejte pouze vodiče stanoveného průřezu;
- pracovat v místnosti s dobře vybavenou ventilací nebo používat speciální masky k ochraně dýchacího systému.
- zámky a pákové spínače (tlačítka) pro zapnutí nebo vypnutí musí být v dobrém provozním stavu, jasně viditelné a snadno dostupné;
- při výrobě práce musí být oblast upínacích mechanismů uzavřena štítem.

Dodržování těchto bezpečnostních opatření zajistí ochranu zdraví zaměstnance i ostatních, umožní vám vykonávat potřebné množství práce přesně a včas.

Fotonávod, jak vyrobit bodovou svářečku








