Vonkajšie charakteristiky zdrojov energie zváracieho oblúka
Vonkajšou charakteristikou zdrojov energie (zvárací transformátor, usmerňovač a generátor) je závislosť napätia na výstupných svorkách od veľkosti záťažového prúdu. Vzťah medzi napätím a prúdom oblúka v ustálenom (statickom) režime sa nazýva prúdovo-napäťová charakteristika oblúka.
Vonkajšie charakteristiky zváracích generátorov znázornených na obr. 1 (krivky 1 a 2) klesajú. Dĺžka oblúka súvisí s jeho napätím: čím dlhší je zvárací oblúk, tým vyššie je napätie. Pri rovnakom poklese napätia (zmene dĺžky oblúka) nie je zmena zváracieho prúdu rovnaká pri rôznych vonkajších charakteristikách zdroja. Čím je charakteristika strmšia, tým menší vplyv má dĺžka zváracieho oblúka na zvárací prúd. Pri zmene napätia o hodnotu δ s prudko klesajúcou charakteristikou je zmena prúdu rovná a1, s jemne klesajúcou charakteristikou - a2.
Na zabezpečenie stabilného horenia oblúka je potrebné, aby sa charakteristika zváracieho oblúka pretínala s charakteristikou zdroja prúdu (obr. 2).
V okamihu zapálenia oblúka (obr. 2, a) napätie klesá pozdĺž krivky z bodu 1 do bodu 2 - až kým sa nepretne s charakteristikou generátora, t.j. do polohy, keď je elektróda odstránená z povrchu základného kovu. Pri predĺžení oblúka na 3 - 5 mm sa napätie zvyšuje pozdĺž krivky 2-3 (v bode 3 horí oblúk plynulo). Zvyčajne skratový prúd presahuje prevádzkový prúd, ale nie viac ako 1,5-krát. Doba obnovy napätia po skrate na napätie oblúka by nemala presiahnuť 0,05 s, táto hodnota vyhodnocuje dynamické vlastnosti zdroja.
Na obr. 2.6 sú znázornené pádové charakteristiky 1 a 2 zdroja s charakteristikou tvrdého oblúka 3, najprijateľnejšie pre ručné oblúkové zváranie.
Napätie naprázdno (bez zaťaženia vo zváracom obvode) s klesajúcou vonkajšou charakteristikou je vždy väčšie ako prevádzkové napätie oblúka, čo značne uľahčuje začiatok a opätovné zapálenie oblúka. Napätie naprázdno nesmie presiahnuť 75 V pri menovitom prevádzkovom napätí 30 V (zvýšenie napätia uľahčuje spustenie oblúka, no zároveň zvyšuje riziko úrazu zvárača elektrickým prúdom). Pre jednosmerný prúd musí byť zapaľovacie napätie najmenej 30 - 35 V a pre striedavý prúd 50 - 55 V. Podľa GOST 7012 -77E pre transformátory dimenzované na zvárací prúd 2000 A by napätie naprázdno nemalo prekročiť 80 V.
Zvýšenie napätia naprázdno zdroja striedavého prúdu vedie k zníženiu kosínusu "phi". Inými slovami, zvýšenie napätia naprázdno znižuje účinnosť napájacieho zdroja.
Zdroj prúdu pre ručné oblúkové zváranie tavnou elektródou a automatické zváranie pod tavivom musí mať klesajúcu vonkajšiu charakteristiku. Pevná charakteristika zdrojov energie (obr. 1, krivka 3) je potrebná pri zváraní v ochranných plynoch (argón, oxid uhličitý, hélium) a niektorých typoch plnených drôtov, napr. SP-2. Pre zváranie v ochranných plynoch sa používajú aj prúdové zdroje s jemne sa zvyšujúcimi vonkajšími charakteristikami (obr. 1, krivka 4).
Relatívna doba trvania práce (PR) a relatívna doba trvania inklúzie (PV) v prerušovanom režime charakterizujú prerušovanú prevádzku zdroja energie.
Hodnota PR je definovaná ako pomer trvania pracovnej doby zdroja energie k trvaniu celého pracovného cyklu a je vyjadrená v percentách

kde tp je nepretržitá prevádzka pri zaťažení; tc je trvanie celého cyklu. Podmienečne sa akceptuje, že v priemere tp = 3 min a tc = 5 min, preto sa optimálna hodnota PR % považuje za 60 %.
Rozdiel medzi PR% a PV% je v tom, že v prvom prípade sa zdroj počas prestávky neodpojí od siete a pri otvorenom zváracom okruhu pracuje naprázdno a v druhom prípade je zdroj úplne odpojený. zo siete.
ZVÁRACIE TRANSFORMÁTORY
Zváracie transformátory podľa fázy elektrického prúdu sú rozdelené na jednofázové a trojfázové a podľa počtu stĺpikov - na jednostaničné a viacstaničné. Jednostanicový transformátor slúži na napájanie zváracieho prúdu na jedno pracovisko a má príslušnú vonkajšiu charakteristiku.
Viacpolohový transformátor slúži na súčasné napájanie niekoľkých zváracích oblúkov (zváracích staníc) a má tuhú charakteristiku. Na vytvorenie stabilného horenia zváracieho oblúka a zabezpečenie klesajúcej vonkajšej charakteristiky je v okruhu oblúkového zvárania zahrnutá tlmivka. Pre oblúkové zváranie sú zváracie transformátory rozdelené do dvoch hlavných skupín podľa ich konštrukčných vlastností:
transformátory s normálnym magnetickým rozptylom, konštrukčne vyrobené vo forme dvoch samostatných zariadení (transformátor a tlmivka) alebo v jednom spoločnom kryte;
transformátory s vyvinutým magnetickým únikom, konštrukčne sa líšiace spôsobom regulácie (s pohyblivými cievkami, s magnetickými bočníkmi, so stupňovou reguláciou).
ÚDRŽBA ZVÁRACÍCH TRANSFORMÁTOROV
Pri prevádzke zváracích transformátorov je potrebné sledovať spoľahlivosť kontaktov, aby sa zabránilo prehriatiu vinutia, jadra a jeho častí. Raz za mesiac je potrebné premazať nastavovací mechanizmus a zabrániť znečisteniu pracovných častí transformátorov.
Je potrebné monitorovať spoľahlivosť uzemnenia a chrániť transformátor pred mechanickým poškodením.
Počas prevádzky transformátora nie je možné dovoliť, aby zvárací prúd prekročil hodnotu uvedenú v pase. Je zakázané ťahať transformátor alebo regulátor zváracími drôtmi.
Raz za mesiac je potrebné transformátor prefúknuť (vyčistiť) prúdom suchého stlačeného vzduchu a skontrolovať stav izolácie.
Vniknutie vlhkosti na vinutie transformátora prudko znižuje elektrický odpor, čo vedie k nebezpečenstvu poruchy izolácie. Ak sú zváracie transformátory inštalované vonku, musia byť chránené pred atmosférickými zrážkami. V takýchto prípadoch by mali byť vyrobené prístrešky alebo špeciálne mobilné búdky.
Špecifikácie zváracích transformátorov
| možnosti | Značka transformátorov | ||||||||||||||||
| STE- 24U |
STE- 34U |
STN- 350 |
STN- 500 |
STN- 500-1 |
TSK- 300 |
TSK- 500 |
TS -300 |
TS -500 |
TSD- 500 |
TSD- 1000-3 |
TSD- 2000-2 |
STSH- 500 |
STSH -500-80 |
TSP -1 |
TD -500 |
TD -502 |
|
| Hodnotený režim práca, PR% |
65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 60 | 65 | 65 | 60 | 60 | od 20 | 60 | 60 |
| Napätie naprázdno, V | 65 | 60 | 70 | 60 | 60 | 63 | 60 | 63 | 60 | 80 | 69-78 | 77―85 | 60 | 80 | 65―70 | 60―75 | 59―73 |
| Menovité napätie, V | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 45 | 42 | 53 | 30 | 50 | 30 | 30 | 40 |
| Menovitý výkon, kVA | 23 | 30 | 25 | 32 | 32 | 20 | 32 | 20 | 32 | 42 | 76 | 180 | 32 | - | 12 | 32 | 26,6 |
| Hranice regulácie zvárací prúd, A |
100-500 | 150-700 | 80-450 | 150-700 | 150-700 | 110-385 | 165-650 | 110-385 | 165-650 | 200-600 | 400-1200 | 800-2200 | 145-650 | 260-800 | 105,15 | 85-720 | |
| Sieťové napätie, V | 220,38 | 220,38 | 220,38 | 220,38 | 220,38 | 380 | 220,38 | 220,38 | 220,38 | 220,38 | 220,38 | 380 | 220,38 | 220,38 | 220,38 | 220 alebo 380 | 220,38 |
| K. p. d., % | 83 | 86 | 83 | 86 | 86 | 84 | 84 | 84 | 85 | 87 | 90 | 89 | 90 | 92 | 75 | - | - |
| Účiník (kosínus "phi") |
0,5 | 0,53 | 0,5 | 0,54 | 0,52 | 0,73 | 0,65 | 0,51 | 0,53 | 0,62 | 0,62 | 0,64 | 0,53 | 0,62 | - | 0,53 | 0,8 |
| Rozmerový rozmery transformátor, mm: - dĺžka - šírka - výška |
690 |
690 |
695 |
772 |
775 |
760 |
840 |
760 |
840 |
950 |
950 |
1050 |
670 |
225 |
570 |
||
| Hmotnosť, kg: - transformátor - regulátor |
130 62 |
160 100 |
220 - |
250 - |
275 - |
215 - |
280 - |
185 - |
250 | 445 | 540 | 670 | 220 | 323 | 35 | 210 | 230 |
Transformátory s normálnym magnetickým rozptylom
Transformátory so samostatnou tlmivkou. Pevná vonkajšia charakteristika takéhoto transformátora je dosiahnutá v dôsledku nevýznamného magnetického rozptylu a nízkeho indukčného odporu vinutia transformátora. Klesajúce vonkajšie charakteristiky sú vytvárané tlmivkou s veľkým indukčným odporom.
Technické dáta transformátory STE-24U a STE-34U s tlmivkami sú uvedené v tabuľke.
Transformátory typu STN so zabudovanou tlmivkou. Podľa tejto konštrukčnej schémy sú transformátory STN-500 a STN-500-1 pre ručné oblúkové zváranie a transformátory s diaľkovým ovládaním TS D-500, TS D-2000-2, TSD-1000-3 a TSD-1000-4 pre automat. a poloautomatické zváranie pod tavivom. Technické údaje týchto transformátorov sú uvedené v tabuľke.
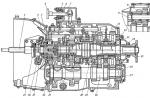
Návrhová schéma transformátora typu STN sústavy akademika V.P. Nikitina a jeho vonkajšie statické charakteristiky sú na obr. 1. Magnetický únik a indukčný odpor vinutia (1 a 2) transformátora sú malé, vonkajšia charakteristika je tvrdá. Pádová charakteristika vzniká vďaka reaktívnemu vinutiu 3, ktoré vytvára indukčný odpor. Horná časť magnetického obvodu je tiež súčasťou jadra tlmivky.
Hodnota zváracieho prúdu sa reguluje pohybom pohyblivého obalu 4 (skrutkovým mechanizmom pomocou rukoväte 5). Napätie naprázdno týchto transformátorov je 60-70 V a menovité prevádzkové napätie Unom = 30 V. Napriek kombinovanému magnetickému obvodu pracujú transformátor a tlmivka nezávisle od seba. Z elektrického hľadiska sa transformátory typu STN nelíšia od transformátorov so samostatnými tlmivkami typu STE.
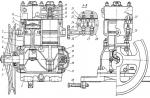
Pre automatické a poloautomatické zváranie sa používajú transformátory typu TSD. Celkový pohľad na konštrukciu transformátora TSD-1000-3 a jeho elektrický obvod sú znázornené na obr. 2 a 3.
Transformátory typu TSD majú zvýšené napätie naprázdno (78-85 V), ktoré je potrebné pre stabilné budenie a horenie zváracieho oblúka pri automatickom zváraní pod tavivom. Klesajúca vonkajšia charakteristika transformátora je vytvorená jalovým vinutím.
Transformátor typu TSD má špeciálny elektrický pohon na diaľkové ovládanie zváracieho prúdu.Na zapnutie pohonu synchrónny trojfázový elektromotor DP so znižovacou šnekovou prevodovkou slúžia dva magnetické štartéry PMB a PMM, ovládané tlačidlami . Pohyb pohyblivej časti obalu magnetického jadra je obmedzený koncovými spínačmi VKB a VKM.
Transformátory sú vybavené filtrami na potlačenie rádiového rušenia. Transformátory TSD-1000-3 a TSD-2000-2 sa okrem použitia na automatické a poloautomatické zváranie pod tavivom používajú ako zdroj energie na tepelné spracovanie zvarových spojov z legovaných a nízkolegovaných ocelí.
|
|
| Ryža. 1. a) a jeho vonkajšie charakteristiky (b): 1 - primárne vinutie, 2 - sekundárne vinutie, 3 - vinutie tlmivky, 4 - pohyblivý obal magnetického obvodu, 5 - rukoväť, 6 - magnetický obvod. |
|
|
| Ryža. 2. : 1 - ventilátor, 2 - vinutia transformátora, 3 - magnetický obvod, 4 - reaktívne vinutie, 5 - pohyblivý obal magnetického pohonu, 6 - mechanizmus pre pohyb pohyblivého obalu, 7 - rám, 8 - upínacie panely, 9 - podvozok . |
|
|
|
Ryža. 3. : Tr - znižovací transformátor, KUB, KUM - tlačidlá pre diaľkové ovládanie zváracieho prúdu - "Viac", "Menej", PMB, PMM - magnetické štartéry, DP - motor drôtu mechanizmu pre pohyb obalu magnetického jadra , VKB, VKM - koncové spínače, DV - ventilátor motora, Trs - zvárací transformátor |



Transformátory s vyvinutým magnetickým rozptylom
Transformátory typu TC a TSK sú mobilné znižovacie tyčové transformátory so zvýšenou zvodovou indukčnosťou. Sú určené na ručné oblúkové zváranie a naváranie, možno ich použiť na zváranie pod tavivom tenkými drôtmi. V transformátoroch typu TSK je paralelne s primárnym vinutím zapojený kondenzátor na zvýšenie účinníka.
Transformátory ako TS, TSK nemajú pohyblivé jadrá, ktoré sú náchylné na vibrácie, takže pracujú takmer ticho. Zvárací prúd sa reguluje zmenou vzdialenosti medzi pohyblivou cievkou I a pevnou cievkou II (obr. 1, c). Keď sa pohyblivá cievka odsunie od pevnej cievky, zvodové magnetické toky a indukčný odpor vinutia sa zvýšia. Každá poloha pohyblivej cievky má svoju vlastnú vonkajšiu charakteristiku. Čím ďalej sú cievky od seba, tým väčší počet magnetických siločiar sa uzavrie cez vzduchové priestory bez zachytenia druhého vinutia a tým strmšia bude vonkajšia charakteristika. Napätie naprázdno v transformátoroch tohto typu s posunutými cievkami je o 1,5-2 V vyššie ako nominálna hodnota (60 - 65 V)
Konštrukcia transformátora TC-500 a externé prúdovo-napäťové charakteristiky sú znázornené na obrázkoch. Technické údaje transformátorov TS a TSK sú uvedené v tabuľke. 1.
Pre automatické zváranie boli použité zváracie transformátory typu TDF-1001 a TDF-1601 určené na napájanie oblúka pri zváraní pod tavivom jednofázovým striedavým prúdom s frekvenciou 50 Hz. Transformátory sú určené na prevádzku v uzavretých priestoroch so zvýšenou zvodovou indukčnosťou. Zabezpečujú vytvorenie potrebných strmo klesajúcich vonkajších charakteristík a plynulú reguláciu zváracieho prúdu v požadovaných medziach, ako aj jeho čiastočnú stabilizáciu pri kolísaní napätia v sieti v rozsahu od 5 do 10 % menovitej hodnoty. Technické údaje transformátora typu TDF sú uvedené v tabuľke. 2.
Technické vlastnosti transformátorov STSH-250 a TSP-2
| možnosti | TDF-1001 | TDF-1601 |
| Menovitý zvárací prúd, A | 1000 | 1600 |
| Hranice regulácie zváracieho prúdu, A: - v štádiu "malých" prúdov - v štádiu "veľkých" prúdov |
400-700 700-1200 |
600-1100 1100-1800 |
| Menovité primárne napätie, V | 220 alebo 380 | 380 |
| frekvencia Hz | 50 | 50 |
| Primárny prúd, A: - pre 220 V verziu - pre 380 V verziu |
360 220 |
- 480 |
| Sekundárne napätie naprázdno, V: - pri minimálnom zváracom prúde - pri maximálnom zváracom prúde |
68 71 |
95 105 |
| Podmienené menovité prevádzkové napätie, V | 44 | 60 |
| Sekundárne napätie v závislosti na hodnotách zváracieho prúdu (Isv), V |
Un=20+0,04 IV | Un=50+0,00625 IV |
| Pomer pracovného času doba trvania cyklu (PV), % |
100 | 100 |
| Účinnosť, % | 87 | 88 |
| Príkon, kW | 82 | 182 |
| Hmotnosť, kg | 740 | 1000 |
Vonkajšie charakteristiky transformátora TDF-1001 a TDF-1601 sú znázornené na obr. 2, a a b.
Transformátory typu TDF-1001 a TDF-1601 sú stacionárne inštalácie v jednoplášťovom prevedení s núteným vetraním. Inštalácia pozostáva z transformátora, sieťového stýkača, ventilátora a blokovej schémy ovládania.
|
|
|
| Ryža. 2. Vonkajšie charakteristiky transformátorov: a - TDF-1001, b - TDF-1601. | |
 |
|
|
Ryža. 3. Elektrická schéma transformátora STSH-500: 1 - magnetický obvod; 2 - cievka primárneho vinutia; 3 - cievka sekundárneho vinutia; 4 - magnetické bočníky Ryža. 4. Elektrický obvod transformátora TM-300-P |
|
 |
|
| Ryža. 1. a), jeho vonkajšie prúdovo-napäťové charakteristiky (b) a magnetický obvod (c): 1 - mechanizmus riadenia zváracieho prúdu, 2 - nízkonapäťové svorky, 3 - pohyblivá cievka, 4 - magnetický obvod, 5 - pevná cievka, 6 - puzdro , 7 - nastavovacia skrutka, 8 - vysokonapäťové svorky, 9 - kryt. | Ryža. 5. (a) a jeho vonkajšie charakteristiky (b): I, II, III, IV - spínacie obvody pre rôzne hodnoty prúdu; 1, 2, 3, 4, 5, 6, 7 - čísla svoriek |


Transformátory s magnetickými bočníkmi ako STAN, OSTA a STSH (momentálne nedostupné).
Transformátor tyčového typu STSH, jednofázový, vyrobený v jednopuzdrovom prevedení a určený na napájanie elektrického zváracieho oblúka striedavým prúdom s frekvenciou 50 Hz pri ručnom oblúkovom zváraní, rezaní a naváraní kovov. Na obr. 3 je znázornená schéma transformátora STSH-500.
Magnetické jadro (jadro transformátora) je vyrobené z elektroocele E42 s hrúbkou 0,5 mm. Oceľové plechy sú spojené izolovanými svorníkmi.
Cievky primárneho vinutia transformátora sú vyrobené z izolovaného hliníkového drôtu obdĺžnikového prierezu a sekundárne cievky sú vyrobené z holej hliníkovej zbernice, medzi ktorej závitmi sú uložené azbestové tesnenia na izoláciu závitov pred skratmi.
Regulátor prúdu pozostáva z dvoch pohyblivých magnetických bočníkov umiestnených v okne magnetického obvodu. Otáčaním skrutky v smere hodinových ručičiek sa bočníky pohybujú od seba a proti smeru hodinových ručičiek sa plynule reguluje zvárací prúd. Čím menšia je vzdialenosť medzi bočníkmi, tým nižší je zvárací prúd a naopak. Bočníky sú vyrobené z rovnakej elektroocele ako magnetické jadro.
Na zníženie rušenia vznikajúceho pri zváraní sa používa kapacitný filter dvoch kondenzátorov typu KBG-I. Kondenzátory sú namontované na strane vysokého napätia.
Priemysel vytvoril množstvo nových prenosných zdrojov energie pre zvárací oblúk so striedavým prúdom - transformátory malých rozmerov. Príkladom takýchto transformátorov sú napríklad inštalačné transformátory TM-300-P, TSP-1 a TSP-2.
Montážny transformátor TM-300-P je určený na napájanie zváracieho oblúka pri jednostaničnom oblúkovom zváraní pri montážnych, stavebných a opravárenských prácach. Transformátor poskytuje strmo klesajúcu vonkajšiu charakteristiku (s pomerom skratového prúdu k prúdu menovitého pracovného režimu 1,2-1,3) a stupňovitú reguláciu zváracieho prúdu, ktorá umožňuje zváranie elektródami s priemerom 3,4 a 5. mm. Má jednoduchý trup, nízku hmotnosť a ľahko sa prepravuje. Transformátor TM-300-P má oddelené vinutia, čo umožňuje získať významný indukčný odpor na vytvorenie klesajúcich vonkajších charakteristík. Magnetické jadro jadrového typu je vyrobené zo za studena valcovanej textúrovanej ocele E310, E320, E330 s hrúbkou 0,35-0,5 mm. Elektrický obvod transformátora je znázornený na obr. 4.
Primárne vinutie pozostáva z dvoch cievok rovnakej veľkosti, úplne umiestnených na jednom jadre magnetického obvodu. Sekundárne vinutie sa tiež skladá z dvoch cievok, z ktorých jedna - hlavná - je umiestnená na jadre magnetického obvodu spolu s primárnym vinutím a druhá - reaktívna - má tri odbočky a je umiestnená na druhom jadre magnetického obvodu. magnetický obvod.
Reaktívne sekundárne vinutie je výrazne odstránené z primárneho vinutia a má veľké únikové toky, ktoré určujú jeho zvýšený indukčný odpor. Hodnota zváracieho prúdu sa reguluje prepínaním počtu závitov reaktívneho vinutia. Takáto regulácia prúdu umožňuje zvýšiť napätie naprázdno pri nízkych prúdoch, čím sa vytvárajú podmienky pre stabilné horenie zváracieho oblúka.
Primárne vinutie je vyrobené z medeného drôtu s izoláciou a sekundárne vinutie je navinuté so stopkou. Vinutia sú impregnované silikónovým lakom FG-9, čo umožňuje zvýšiť ich teplotu ohrevu na 200 ° C. Magnetický obvod s vinutiami je umiestnený na vozíku s dvoma kolieskami. Na zváranie v podmienkach inštalácie s elektródami s priemerom 3 a 4 mm sa používa ľahký transformátor TSP-1. Transformátor je určený pre krátkodobú prevádzku so zaťažiteľnosťou stĺpika menšou ako 0,5 a elektródami s priemerom do 4 mm. Elektrický obvod a vonkajšie charakteristiky takéhoto transformátora sú znázornené na obr. 5. V dôsledku veľkej vzdialenosti medzi primárnym vinutím A a sekundárnym vinutím B sa vytvárajú významné toky magnetického úniku.
Pokles napätia v dôsledku indukčného odporu vinutia poskytuje strmo klesajúce vonkajšie charakteristiky.
Regulácia zváracieho prúdu je stupňovitá, ako pri zváracom transformátore TM-300-P.
Pre zníženie hmotnosti je konštrukcia transformátora vyrobená z vysoko kvalitných materiálov - magnetický obvod je vyrobený z ocele valcovanej za studena a vinutia sú vyrobené z hliníkových drôtov s tepelne odolnou sklenenou izoláciou.
Technické údaje transformátora TSP-1 sú uvedené v tabuľke 1.
Pre zváranie v podmienkach inštalácie sú malé ľahké zváracie transformátory STSH-250 s plynulou reguláciou zváracieho prúdu, vyvinuté E. O. Paton Electric Welding Institute, a TSP-2, vyvinutý All-Union Research Institute of Electric Welding Equipment. aj vyrábané.
Na vykonávanie zváracích prác v rôznych výškach za podmienok inštalácie bol vytvorený špeciálny zvárací transformátor TD-304 na lyžine, vybavený diaľkovým ovládaním zváracieho prúdu priamo z pracoviska elektrického zvárača.
Viacstupňové a špeciálne zváracie transformátory
Pre viacstanicové zváranie možno použiť akýkoľvek zvárací transformátor typu STE s tuhou vonkajšou charakteristikou za predpokladu, že ku každému stĺpiku je pripojený prúdový regulátor (tlmivka) typu RST, zabezpečujúci klesajúcu vonkajšiu charakteristiku.
Počet stĺpikov pripojených k viacstanicovému zváraciemu transformátoru je určený vzorcom
n = Itr / Ip - K,
kde n je počet príspevkov; Itr - menovitý prúd zváracieho transformátora; Ip - zvárací prúd stĺpika; K - faktor zaťaženia rovný 0,6-0,8.
Na obr. 1 je znázornený elektrický obvod viacstanicového zvárania z jednofázového transformátora s tuhou charakteristikou a regulátorom prúdu typu RST.
Použitie viacerých stĺpikov zváracie transformátory umožňuje úplnejšie využitie výkonu zariadenia. Pre viacpólové zváranie sa používajú aj trojfázové transformátory s paralelným napájaním viacerých zváracích stĺpikov. Ako je možné vidieť na obr. 2 má takýto transformátor primárne vinutie 1 zapojené do trojuholníka a sekundárne vinutie 2 zapojené do hviezdy. Fázové napätie (napätie medzi drôtom guľky a niektorou z fáz) by malo byť 65-70 V. Zvárací prúd je regulovaný a klesajúca charakteristika je zabezpečená na každej zváracej stanici pomocou PCT tlmiviek.
Viacstupňové zváracie transformátory majú obmedzené použitie. Na ručné oblúkové zváranie dvoma elektródami je možné použiť trojfázový zvárací transformátor (obr. 3). V tomto prípade je zabezpečená väčšia produktivita zvárania, šetrí sa energia, kosínus "phi" je väčší, zaťaženie je rovnomernejšie rozdelené medzi fázy. Prúdový regulátor takéhoto transformátora Tr pozostáva z dvoch jadier s nastaviteľnými vzduchovými medzerami. Dve vinutia regulátora 1 a 2 sú umiestnené na rovnakom jadre a sú zapojené do série s elektródami, vinutie 3 je na druhom jadre a je spojené s konštrukciou, ktorá sa má zvárať. Pri trojfázovom zváraní horia súčasne tri oblúky podľa uvažovanej schémy: dva medzi každou z elektród 4, 5 a obrobkom 6 a jeden medzi elektródami 4 a 5. Na zastavenie horenia oblúka medzi elektródami 4 a 5 je poskytnutý magnetický stykač K, ktorého cievka je zapojená paralelne s regulátormi vinutia 3 a prerušuje elektrický obvod medzi elektródami.
Paralelné zapojenie jednofázových zváracích transformátorov
Zváracie transformátory sa zapájajú pre paralelnú prevádzku, aby sa zvýšil výkon zdroja energie. Na tento účel použite dva alebo viac transformátorov rovnakého typu s rovnakými vonkajšími charakteristikami a primárnymi vinutiami navrhnutými pre rovnaké napätie. Pripojenie musí byť vykonané na rovnaké fázy siete zodpovedajúcich svoriek primárnych vinutí transformátorov s rovnakým názvom, ich sekundárne vinutia sú tiež pripojené cez svorky s rovnakým názvom.
Schéma paralelného zapojenia jednofázových zváracích transformátorov s tlmivkami typu STE je na obrázku. Keď sú dva transformátory zapojené paralelne, hodnota zváracieho prúdu v obvode sa zvyšuje 2 krát v porovnaní s jedným transformátorom. V súlade s tým sa pri pripojení troch transformátorov na paralelnú prevádzku prúd zvýši 3-krát.
Nevyhnutnou podmienkou pre paralelnú prevádzku transformátorov je rovnomerné rozloženie zváracieho prúdu medzi nimi. Veľkosť zváracieho prúdu by sa mala nastaviť súčasne rovnakým počtom otáčok gombíkov všetkých regulátorov alebo súčasným stlačením tlačidiel (ako napr. u transformátorov typu TSD). Rovnosť záťaží medzi transformátormi sa kontroluje pomocou ampérmetrov.
Oscilátory a impulzné oblúkové budiče
Oscilátor- je to zariadenie, ktoré premieňa nízkonapäťový priemyselný frekvenčný prúd na vysokofrekvenčný prúd (150-500 tis. Hz) a vysokonapäťový (2000-6000 V), ktorých zavedenie na zvárací obvod uľahčuje budenie a stabilizuje oblúk pri zváraní.
Hlavné uplatnenie oscilátorov sa našlo pri zváraní argónovým oblúkom striedavým prúdom s netaviteľnou elektródou kovov malej hrúbky a pri zváraní elektródami s nízkymi ionizačnými vlastnosťami povlaku. Schéma zapojenia oscilátora OSPZ-2M je na obr. 1.
Oscilátor pozostáva z oscilačného obvodu (kondenzátor C5, pohyblivé vinutie vysokofrekvenčného transformátora a zvodiča P) a dvoch indukčných cievok Dr1 a Dr2, zosilňovacieho transformátora PT a vysokofrekvenčného vysokofrekvenčného transformátora. sa používajú ako indukčná cievka.
Oscilačný obvod generuje vysokofrekvenčný prúd a je indukčne spojený so zváracím obvodom cez vysokofrekvenčný transformátor, ktorého sekundárne vinutia sú pripojené: jedno na uzemnenú svorku výstupného panelu, druhé cez kondenzátor C6 a poistku Pr2. na druhý terminál. Na ochranu zvárača pred úrazom elektrickým prúdom je v obvode zahrnutý kondenzátor C6, ktorého odpor zabraňuje prechodu vysokého napätia a nízkofrekvenčného prúdu do zváracieho obvodu. V prípade poruchy kondenzátora C6 je v obvode zahrnutá poistka Pr2. Oscilátor OSPZ-2M je určený na priame pripojenie do dvojfázovej alebo jednofázovej siete s napätím 220 V.
 |
 |
| Ryža. 1. : ST - zvárací transformátor, Pr1, Pr2 - poistky, Dr1, Dr2 - tlmivky, C1 - C6 - kondenzátory, PT - zvyšovací transformátor, VChT - vysokofrekvenčný transformátor, R - zvodič | Ryža. 2. : Tr1 - zvárací transformátor, Dr - tlmivka, Tr2 - zvyšovací transformátor oscilátora, R - zvodič, C1 - obvodový kondenzátor, C2 - kondenzátor ochranného obvodu, L1 - samoindukčná cievka, L2 - komunikačná cievka |
Pri normálnej prevádzke oscilátor praská rovnomerne a vplyvom vysokého napätia dochádza k rozpadu medzery iskriska. Iskrisko by malo byť 1,5-2 mm, čo sa reguluje stlačením elektród nastavovacou skrutkou. Napätie na prvkoch obvodu oscilátora dosahuje niekoľko tisíc voltov, takže reguláciu je potrebné vykonávať pri vypnutom oscilátore.
Oscilátor musí byť zaregistrovaný na miestnom telekomunikačnom inšpektoráte; počas prevádzky monitorujte jeho správne pripojenie k napájacím a zváracím obvodom, ako aj dobrý stav kontaktov; pracovať s nasadeným krytom; kryt odstráňte iba počas kontroly alebo opravy a pri odpojenom napájaní; sledujte dobrý stav pracovných plôch zachytávača a ak sa objavia sadze, vyčistite ich brúsnym papierom. Oscilátory s primárnym napätím 65 V sa neodporúčajú pripájať na sekundárne svorky zváracích transformátorov typu TS, STN, TSD, STAN, nakoľko v tomto prípade napätie v obvode počas zvárania klesá. Na napájanie oscilátora je potrebné použiť výkonový transformátor so sekundárnym napätím 65-70 V.
Schéma zapojenia oscilátorov M-3 a OS-1 k zváraciemu transformátoru typu STE je na obr.2. Technické charakteristiky oscilátorov sú uvedené v tabuľke.
Špecifikácie oscilátorov
| Typ | Primárny napätie, V |
sekundárne napätie voľnobeh, V |
Spotrebované Výkon, W |
Rozmerový rozmery, mm |
Hmotnosť, kg |
| M-3 OS-1 OSPC TU-2 TU-7 TU-177 OSPZ-2M |
40 - 65 65 200 65; 220 65; 220 65; 220 220 |
2500 2500 2300 3700 1500 2500 6000 |
150 130 400 225 1000 400 44 |
350 x 240 x 290 315 x 215 x 260 390 x 270 x 310 390 x 270 x 350 390 x 270 x 350 390 x 270 x 350 250 x 170 x 110 |
15 15 35 20 25 20 6,5 |
Impulzné budiče oblúka
Ide o zariadenia, ktoré slúžia na privádzanie synchronizovaných impulzov zvýšeného napätia do zváracieho oblúka striedavého prúdu v momente zmeny polarity. Vďaka tomu je opätovné zapálenie oblúka značne uľahčené, čo umožňuje znížiť napätie naprázdno transformátora na 40-50 V.
Impulzné budiče sa používajú iba na zváranie elektrickým oblúkom v ochrannej atmosfére plynu s netaviteľnou elektródou. Budiče z vysokej strany sú pripojené paralelne k napájaniu transformátora (380 V) a na výstupe - paralelne k oblúku.
Na zváranie pod tavivom sa používajú výkonné sériové budiče.
Impulzné budiče oblúka sú v prevádzke stabilnejšie ako oscilátory, nevytvárajú rádiové rušenie, ale v dôsledku nedostatočného napätia (200-300 V) neposkytujú zapálenie oblúka bez kontaktu elektródy s obrobkom. Existujú aj prípady kombinovaného použitia oscilátora na prvotné zapálenie oblúka a pulzného budiča na udržanie jeho následného stabilného horenia.
Stabilizátor zváracieho oblúka
Pre zvýšenie produktivity ručného oblúkového zvárania a ekonomického využívania elektrickej energie bol vytvorený stabilizátor zváracieho oblúka SD-2. Stabilizátor udržuje stabilné horenie zváracieho oblúka pri zváraní striedavým prúdom stavnou elektródou priložením na oblúk na začiatku každej periódy napäťového impulzu.
Stabilizátor rozširuje technologické možnosti zváracieho transformátora a umožňuje vykonávať striedavé zváranie elektródami UONI, ručné oblúkové zváranie netaviteľnou elektródou výrobkov z legovaných ocelí a hliníkových zliatin.
Schéma vonkajších elektrických zapojení stabilizátora je znázornená na obr. 3, a, oscilogram stabilizačného impulzu - na obr. 3b.
Zváranie s použitím stabilizátora umožňuje hospodárnejšie využívať elektrickú energiu, rozširovať technologické možnosti použitia zváracieho transformátora, znižovať prevádzkové náklady, eliminovať magnetický ráz.
Zváracie zariadenie "Vybíjanie-250". Toto zariadenie bolo vyvinuté na báze zváracieho transformátora TSM-250 a stabilizátora zváracieho oblúka, ktorý produkuje impulzy s frekvenciou 100 Hz.
Funkčná schéma zváracieho zariadenia a oscilogram napätia naprázdno na výstupe zariadenia sú na obr. 4, a, b.
 |
 |
|
Ryža. 3. : a - schéma: 1 - stabilizátor, 2 - varný transformátor, 3 - elektróda, 4 - produkt; b - oscilogram: 1 - stabilizačný impulz, 2 - napätie na sekundárnom vinutí transformátora |
Ryža. 4. a - schéma zariadenia; b - oscilogram napätia naprázdno na výstupe zariadenia |
Zariadenie Discharge-250 je určené na ručné oblúkové zváranie striedavým prúdom stavnými elektródami akéhokoľvek typu, vrátane tých, ktoré sú určené na zváranie jednosmerným prúdom. Zariadenie je možné použiť pri zváraní netaviteľnými elektródami, napríklad pri zváraní hliníka.
Stabilné horenie oblúka je zabezpečené tým, že sa na oblúk na začiatku každej polovice periódy striedavého napätia zváracieho transformátora privedie napäťový impulz s priamou polaritou, t.j. zhodujúcim sa s polaritou zadaného napätia.
Východiskové údaje pre takýto výpočet sú: P nominálny - menovitý krátkodobý výkon transformátora, PV nominálny - menovitý čas zapnutia, U 1 - napätie v sieti napájajúcej stroj, E 2 - e. d.s. sekundárne vinutie, ako aj limity a počet krokov regulácie. Rnom a E 2 sú zvyčajne nastavené pre prípad zapnutia transformátora na predposlednom stupni, ktorý pri zapnutí na poslednom, najvyššom stupni (E 2 má maximálnu hodnotu) poskytuje určitú výkonovú rezervu.
Výpočet zváracieho transformátora začína určením rozmerov jadra. Prierez jadra (v cm 2) je určený vzorcom
Kde E 2- odhadovaný e. d.s. sekundárne vinutie transformátora vo V
f- Frekvencia striedavého prúdu (zvyčajne 50 Hz)
w 2- počet závitov sekundárneho vinutia (jeden, zriedka dva);
IN- maximálna povolená indukcia v gaussoch (gs)
k- koeficient zohľadňujúci prítomnosť medzi tenkými oceľovými plechmi, z ktorých je jadro zostavené, izoláciou a vzduchovými medzerami.
Prípustná indukcia B závisí od triedy ocele. Pri použití legovanej transformátorovej ocele v odporových zváracích transformátoroch je maximálna indukcia zvyčajne v rozsahu 14000 - 16000 gaussov.
S dobrou kontrakciou jadra z plechov s hrúbkou 0,5 mm izolovaných lakom, k - 1,08; s papierovou izoláciou môže k stúpnuť na 1,12.
V obrnenom transformátore s rozvetveným magnetickým obvodom sa vypočítaný prierez získaný podľa vzorca vzťahuje na centrálnu tyč, ktorá prechádza celým magnetickým tokom. Prierez zostávajúcich častí magnetického obvodu, ktorý prechádza polovicou toku, sa 2-krát zmenší.
Prierez každej tyče transformátora je zvyčajne obdĺžnik s pomerom strán 1:1 až 1:3.
Počet závitov primárneho vinutia závisí od limitov regulácie sekundárneho napätia transformátora. Táto regulácia sa vo väčšine prípadov dosiahne zmenou transformačného pomeru zapnutím väčšieho alebo menšieho počtu závitov primárneho vinutia. Napríklad pri primárnom napätí 220 V a maximálnej hodnote E 2 \u003d 5 V je transformačný pomer 44 a pri jednom otočení sekundárneho vinutia by primárne vinutie malo mať 44 závitov; ak je potrebné znížiť E 2 (v procese regulácie výkonu transformátora) na 4, transformačný pomer stúpne na 55, čo si vyžaduje 55 závitov primárneho vinutia. Obyčajne sa limity ovládania kontaktných strojov (pomer E 2 max / E 2 min) pohybujú od 1,5 do 2 (v niektorých prípadoch sú tieto limity ešte širšie). Čím širšie sú regulačné limity transformátora (čím menšie E 2 min pri konštantnej hodnote E 2 max), tým viac závitov by malo mať jeho primárne vinutie a tým aj väčšiu spotrebu medi na výrobu transformátora. V tomto ohľade sa širšie kontrolné limity používajú v strojoch univerzálneho typu (to rozširuje možnosť ich použitia vo výrobe) a užšie - v špecializovaných strojoch určených na vykonávanie konkrétnej zváracej operácie.
Keď poznáme hodnotu E 2 pre nominálny stupeň a regulačné limity, je ľahké vypočítať celkový počet závitov primárneho vinutia pomocou vzorca
Pri dvoch otáčkach sekundárneho vinutia sa výsledná hodnota w l zdvojnásobí.
Počet krokov riadenia výkonu odporového zváracieho transformátora zvyčajne leží v rozsahu 6-8 (niekedy sa zvyšuje na 16 alebo dokonca 64). Počet otáčok zahrnutých v každom stupni regulácie sa volí tak, aby pomer medzi napr. d.s. pre akékoľvek dva susediace kroky bola približne rovnaká.
Prierez vodiča primárneho vinutia sa vypočíta z trvalého prúdu pri menovitom stupni I l a. Krátkodobý menovitý prúd je predbežne určený vzorcom
Trvalý prúd sa vypočíta z nominálnej hodnoty PV% pomocou vzorca alebo grafu na Obr. 128. Prierez vodiča sa vypočíta podľa vzorca
kde j lnp je povolená trvalá hustota prúdu v primárnom vinutí. Pre medené drôty primárneho vinutia s prirodzeným (vzduchovým) chladením j lnp \u003d 1,4 - 1,8 a / mm 2. Pri tesnom uchytení primárneho vinutia k prvkom sekundárnej cievky, ktoré majú intenzívne chladenie vodou, je možné výrazne zvýšiť prúdovú hustotu v primárnom vinutí (až na 2,5 - 3,5 A / mm 2) vďaka ich lepšiemu chladeniu. Ako je uvedené vyššie, prierez závitov primárneho vinutia, ktoré sú zapínané len pri nízkych stupňoch regulácie (pri relatívne nízkom prúde), možno zmenšiť v porovnaní s prierezom závitov, ktoré prechádzajú maximálnym prúdom. , pri zapnutí v poslednom stupni. Potrebný prierez sekundárnej cievky je určený trvalým prúdom I 2pr v sekundárnom okruhu stroja. Približne I 2pr \u003d n * I 1pr,
kde n je transformačný pomer na nominálnom stupni zapnutia transformátora. Prierez sekundárnej cievky je
V závislosti od konštrukcie a spôsobu chladenia v medenej sekundárnej cievke je možné povoliť nasledujúce prúdové hustoty: v nechladenej pružnej cievke vyrobenej z medenej fólie - 2,2 A / mm 2; v cievke s vodným chladením - 3,5 a / mm 2; v nechladenej tuhej cievke - 1,4-1,8 a / mm 2. S nárastom prúdovej hustoty sa hmotnosť medi znižuje, ale straty v nej rastú a účinnosť transformátora klesá.
Počet závitov primárneho a sekundárneho vinutia transformátora a ich prierez (berúc do úvahy umiestnenie izolácie) určujú veľkosť a tvar okna v jadre transformátora, v ktorom by mali byť umiestnené prvky vinutia. . Toto okno je zvyčajne navrhnuté s pomerom strán 1:1,5 až 1:3. Predĺžený tvar okna umožňuje umiestniť vinutia bez toho, aby sa uchýlili k vysokej výške cievky, čo vedie k zvýšeniu spotreby medi v dôsledku výrazného predĺženia vonkajších závitov vinutia. Rozmery okna a predtým nájdené časti jadrových tyčí úplne určujú ich tvar.
Ďalším krokom pri výpočte transformátora je určenie jeho prúdu naprázdno. Na tento účel sa predbežne vypočíta hmotnosť jadra a určia sa straty aktívnej energie v ňom R f. Ďalej sa podľa vzorca vypočíta aktívna zložka prúdu naprázdno
A jeho reaktívna zložka (magnetizačný prúd) - podľa vzorca ![]() . Celkový prúd naprázdno je definovaný ako dĺžka prepony v pravouhlom trojuholníku
. Celkový prúd naprázdno je definovaný ako dĺžka prepony v pravouhlom trojuholníku
Práca zváracieho transformátora je založená na fenoméne elektromagnetickej indukcie. Kľudový režim transformátora je nastavený s otvoreným sekundárnym vinutím v momente pripojenia primárneho vinutia na striedavú sieť s napätím U1.
Prevádzka transformátora
Primárnym vinutím v tomto prípade preteká prúd I1, ktorý vytvára striedavý magnetický tok Ф1. Tento tok indukuje v sekundárnom vinutí striedavé napätie U2. Keďže sekundárny okruh je otvorený, netečie v ňom prúd I2 = 0 a v sekundárnom okruhu nedochádza k žiadnej spotrebe energie. Preto je sekundárne napätie pri chode naprázdno maximálne a táto hodnota sa nazýva napätie naprázdno U2 \u003d Uxx.
Pomer napätí primárneho a sekundárneho vinutia pri voľnobehu sa nazýva transformačný pomer K. Rovná sa tiež pomeru počtu závitov primárneho vinutia w1 a sekundárneho vinutia w2:

V zváracích transformátoroch sa sieťové napätie 220 V alebo 380 V premieňa na nižšie napätie naprázdno U2 = Uхх = 60...80 V.
Režim zaťaženia je nastavený v dôsledku uzavretia okruhu sekundárneho vinutia v okamihu zapálenia oblúka. V tomto prípade sa pri pôsobení napätia U2 v sekundárnom vinutí a oblúku objaví prúd I2 = Ist. Tento prúd v jadre vytvára striedavý magnetický tok, ktorý má tendenciu znižovať množstvo toku vytvoreného primárnym vinutím F1. Proti tomu sa zvyšuje sila prúdu v primárnom vinutí. Zvýšenie spotreby energie v primárnom vinutí by sa malo rovnať zvýšeniu energetického výkonu oblúka sekundárnym vinutím v súlade so zákonom zachovania energie.
Napätie v sekundárnom vinutí transformátora pri zaťažení je:

kde Ud je pokles napätia na oblúku; XL je indukčný odpor zváracieho okruhu.
Ohmický odpor zváracieho obvodu R vrátane predĺženia elektródy je oveľa menší ako indukčný odpor XL. Z tohto dôvodu sa pri výpočte U2 zanedbáva hodnota R.
Časť magnetického toku Fr pozdĺž cesty od primárneho vinutia k sekundárnemu sa rozptýli v priestore. Únikový magnetický tok je väčší, čím väčšia je vzdialenosť medzi vinutiami.
Výsledkom je, že sekundárne vinutie preniká magnetickým tokom Ф2. Klesajúca charakteristika vonkajšieho prúdového napätia zváracieho transformátora sa získa v dôsledku zmeny veľkosti rozptylu magnetického toku Fr.
V tomto prípade sa napätie oblúka Ud zníži Ud \u003d U2 - Iw XL so zvýšením sily zváracieho prúdu Iw a indukčného odporu XL.
Ako je znázornené na obrázku nižšie, transformátor je možné nastaviť:
zmenou indukčnej reaktancie zváracieho transformátora XL,
zmenou napätia naprázdno Uxx.

Regulácia sily zváracieho prúdu Iw, sily skratového prúdu Ikz a napätia naprázdno Uxx transformátora
Prvá metóda je bežnejšia a umožňuje plynule nastaviť zvárací prúd. Druhá metóda sa používa ako doplnková. Transformátor má spravidla jednu alebo dve pevné hodnoty Uxx a U "xx. U" xx sa získa inštaláciou ďalších sekcií do primárneho alebo sekundárneho vinutia. Pri hodnote napätia naprázdno U"xx, ako pri Uxx, je možné plynulo nastaviť indukčný odpor XL, a teda zvárací prúd Iw a skratový prúd Ikz.
Plynulá dvojrozsahová regulácia prúdu umožňuje znížiť hmotnosť a rozmery transformátora. Aby sa dosiahol vysoký prúdový rozsah, primárne aj sekundárne cievky sú zapojené v pároch paralelne, ako je znázornené na obrázku nižšie. Na získanie rozsahu nízkych prúdov sú cievky primárneho a sekundárneho vinutia zapojené do série.
![]()
Schéma štruktúry zváracieho transformátora s pohyblivými cievkami sekundárneho vinutia
Regulácia zváracieho prúdu Iw (ako aj Ikz) pri konštantnom napätí naprázdno transformátora Uxx je možná len zmenou indukčného odporu.
V existujúcich konštrukciách transformátorov je možné vykonať reguláciu indukčného odporu sekundárneho obvodu:
zmena vzdialenosti medzi primárnym a sekundárnym vinutím;
zmenou medzery magnetického obvodu induktora, vyrobeného oddelene od transformátora.
Prvá možnosť je zaujímavá pre svoj jednoduchý a spoľahlivý dizajn. Ak je však potrebné zvárať vo vzdialenosti 10 ... 40 metrov od transformátora, potom bude pre zvárača vždy po ruke samostatný regulátor. Takýto regulátor váži oveľa menej ako transformátor, takže sa ľahšie pohybuje.
V prípade skratu sa elektróda dotkne produktu Ud \u003d 0. Napätie v sekundárnom vinutí U2 \u003d Ikz XL. Odtiaľ
Napätie nad 36 voltov sa v elektrickej sieti považuje za nebezpečné. Sekundárne napätie na otvorenom okruhu zváracích transformátorov dosahuje 80 voltov a pri vykonávaní elektrických zváracích prác môže zvárač dôjsť k úrazu elektrickým prúdom a vo vlhkých miestnostiach so smrteľným následkom.
Sekundárne napätie naprázdno počas procesu zvárania klesá podľa strmo klesajúcej záťažovej charakteristiky.
Použitie prostriedkov primárnej ochrany pri výrobe zváračských prác vo forme gumených rukavíc a čižiem vytvára ďalšie nepríjemnosti a nie vždy chráni pred úrazom elektrickým prúdom.
Použitie zváracích strojov s nízkym napätím sekundárneho okruhu povedie k nestabilnému zapáleniu zváracieho oblúka, doba zapálenia nie je kratšia ako 20 ms - nie kratšia ako doba kontaktu zváracej elektródy s obrobkom. Takmer všetky továrenské zváracie transformátory majú napätie naprázdno 80 voltov a prevádzkové napätie 36-46 voltov AC pri maximálnom prúde zváracieho oblúka.
Použitie stacionárnych zariadení na zníženie napätia naprázdno zváracích strojov v prenosnej verzii je nemožné z niekoľkých dôvodov: veľké rozmery a hmotnosť, povinné sekundárne uzemnenie, poruchy z fuzzy spínania pri použití reléového spínania.
Účely zariadenia:
Sekundárne napätie zváracieho stroja je možné znížiť jednoduchými metódami:
1. Do primárneho okruhu nainštalujte rezistor - reostat s plynulým nastavením odporu. Nevýhodou takéhoto zariadenia sú veľké rozmery a strata elektrickej energie na ohrev odporu, nemožnosť automatického udržiavania napätia sekundárneho okruhu v daných uličkách.
2. Tepelných strát sa môžete zbaviť druhým spôsobom - napájaním primárneho vinutia cez izolačný kondenzátor, nevýhodou takéhoto zaradenia je, že za určitých podmienok vzniká napäťová rezonancia a ich takmer dvojnásobný nárast na vinutí kondenzátora a transformátora. .
To môže viesť k zlyhaniu týchto prvkov a dokonca k požiaru.
3. Tretí spôsob zníženia napätia naprázdno je jednoduchý na realizáciu, vyžaduje si však dodatočné náklady na realizáciu obvodu na obmedzenie voľnobehu zváracieho stroja, umožňuje udržiavať sekundárne napätie na bezpečnej úrovni ľubovoľne dlho čas, automaticky, takmer okamžite, zapáli oblúk v akomkoľvek stave povrchu zváraného kovu.
Špecifikácie zariadenia:
Sieťové napätie -220/380 V.
Výkon zváracieho stroja nie je obmedzený.
Zvárací prúd - neobmedzený.
Napätie naprázdno zváracieho okruhu je 16-36 voltov AC.
Zapaľovacie napätie zváracieho oblúka je -80 -120 voltov.
Doba zapálenia oblúka 8-16 ms.
Sieťová frekvencia 50 Hz.
Úspora energie pri pracovnom cykle 30 % až 62 %.
Súčasná regulácia 36 %.
Účel použitia zariadenia:
1) ochrana personálu pri výrobe zváračských prác v nebezpečných priemyselných a domácich podmienkach
2) zníženie napätia zváracieho okruhu na prijateľné limity
3) obmedzenie zaťaženia elektrickej siete prúdmi naprázdno
4) zníženie teploty zváracieho transformátora počas prevádzky
5) zlepšenie kvality zvárania vďaka možnej regulácii zváracieho prúdu a stabilnému zapáleniu oblúka
6) úspora elektrickej energie spotrebovanej jednotkou na voľnobeh.
Princíp činnosti zariadenia spočíva v predbežnom obmedzení napätia naprázdno zváracieho okruhu, automatické, stabilné, zapálenie zváracieho oblúka, krátkym privedením zvýšeného napätia do zváracieho okruhu a udržiavaním zváracieho prúdu v zriadených uličkách.
Schéma zariadenia obmedzenie voľnobehu zváracieho stroja pozostáva z rozpočtového výkonového zváracieho transformátora T 3 (obr. 1) s ochrannými obvodmi FU1 a spínaním SA1 prvkov primárneho okruhu a sekundárneho okruhu - diódový mostík VD 7, tlmivka L 1 a filter kondenzátor C7.
V prestávke primárneho okruhu zváracieho transformátora je zaradený výkonný triak VS1 s odrušovacími obvodmi C6, R15.
V sekundárnom okruhu zváracieho transformátora T3 je inštalovaný prúdový transformátor T2 na odstránenie spätnoväzbového signálu potrebného na spustenie obvodu a nastavenie zváracieho prúdu.
Pre galvanické oddelenie obvodu riadiacej jednotky od nebezpečných účinkov siete je elektronický obvod napájaný cez výkonový transformátor T1 a triak VS1 je riadený cez dinistorový optočlen DA2 zahrnutý v kolektorovom obvode zosilňovača na tranzistore VT2. . LED HL1 indikuje prevádzkový stav zariadenia.
Programovateľný analógový časovač na čipe DA1 vám umožňuje včas nastaviť potrebné prevádzkové režimy zariadenia.
Vstupný zosilňovač spätnoväzbového signálu na tranzistore VT1 umožňuje predzosilniť slabý signál na úroveň dostatočnú na prepnutie časovača do prevádzkového režimu, s rozvojom funkcií - obmedzenie napätia naprázdno, impulzné zapaľovanie zvaru oblúk a nastavenie pracovného prúdu v závislosti od prierezu zváracej elektródy.
Pri prechode zváracieho prúdu cez vinutie (1) prúdového transformátora T2 vzniká malé napätie, ktoré je po usmernení diódovým mostíkom VD4 vyhladené kondenzátorom C4 a stabilizované na úrovni troch voltov stabilizátorom. VD3. Z nastavovacieho odporu R7 cez reverznú diódu VD2 je spätnoväzbové napätie privádzané na vstup predzosilňovača na tranzistore VT1. Zisk závisí od vlastností tranzistora a hodnôt rezistorov R1, R2, R3. Počiatočné kolektorové napätie 2/3 Up zakazuje spustenie časovača DA1 a v prítomnosti spätnoväzbového vstupného signálu sa tranzistor VT1 okamžite prepne a napätie kolektora klesne na 1/3 Up, čo vytvára podmienky pre spustenie časovač. Kondenzátor C2 zlepšuje spínacie podmienky a oneskoruje vypnutie o zlomok sekundy, keď sa zváracia elektróda zlomí, čím chráni pred stratou oblúka.
Nízka úroveň na vstupe 2DA1 spodného časového komparátora pohotovostného multivibrátora umožňuje jeho činnosť a vysoká úroveň sa objavuje na výstupe (3).
Čakajúci multivibrátor na časovači začne generovať obdĺžnikový napäťový impulz na výstupe s trvaním T1 \u003d 1,1 (R4 + R5) C1, na konci tohto procesu a keď napätie na kondenzátore dosiahne 2 / 3U, na vstupe (6) DA1 sa aktivuje horný komparátor, výstup mikroobvodu sa prepne do nulového stavu, vnútorný tranzistor časovača sa otvorí a vybije kondenzátor C1 s časom T2 = C1R6. Ak existuje spätnoväzbový signál, proces generovania pravouhlých impulzov bude pokračovať.
Napájanie mikroobvodu a predzosilňovača je vyrobené z parametrického stabilizátora na zenerovej dióde VD1 a obmedzovacieho odporu R8.
Impulzy kladnej polarity cez rezistor R9 z výstupu 3 DA1 časovača sa privádzajú na základňu VT2 tranzistorového zosilňovača a rezistory R7 nastavujú napätie naprázdno sekundárneho vinutia zváracieho transformátora.
Tranzistor VT2 s frekvenciou určenou parametrami vonkajších prvkov časovača DA1 cez optočlen DA2 otvára triak VS1 v oboch polaritách AC siete.
Rádiové komponenty v obvode sú inštalované vo výrobe: odpory MLT -0,125 alebo C-29 -0,12, odpor R16 s výkonom najmenej dva watty. Kondenzátory typu KM a K50. Tranzistory so spätným vedením so ziskom najmenej V -100 typu KT315 a KT815B s obvodom. Namiesto časovača DA1 môžete nainštalovať analóg série 555 alebo 7555.
Typ použitého triaku závisí od zváracieho transformátora. Prúdový transformátor T2 typ TK 20 -100 / 5.
Výkonový transformátor T1 - CCI -112 pre napätie 8-10 voltov a prúd najmenej 100 mA, výkon 8-15 wattov.
Doska zariadenia na obmedzenie voľnobehu zváracieho transformátora je inštalovaná v kryte zodpovedajúcej veľkosti, prúdový transformátor T2 je umiestnený samostatne, je možné inštalovať zariadenie mimo krytu zváracieho stroja.
Nastavenie zariadenia začnite sledovaním napätia na rezistore R8. Horný výstup rezistora R7 je potrebné najskôr odpojiť od obvodu. Rezistor R5 s dočasne uzavretými výstupmi 2,6 DA1 nastavený sekundárne napätie zváracieho transformátora nie je nižšie ako 16 voltov a nie je vyššie ako 36 voltov, v závislosti od prevádzkových podmienok. Potom po uzavretí zváracieho okruhu elektródou s priemerom 3 mm nastavte spínací bod časovača DA1 s odporom R7, aby ste zvýšili jas kontrolnej LED HL1 a vzhľad plného napätia na sekundárnom vinutí. transformátor T3. Rezistor R4 reguluje zvárací prúd v malých medziach. Schéma zariadenia je vyrobená na doske s rozmermi 140 * 35 mm z jednostrannej fólie zo sklenených vlákien.
Literatúra:
1.S.Zamkova. Obmedzovač napätia zváracieho transformátora. "Rozhlas" č. 8, 1984, s. 55-56.
Zoznam rádiových prvkov
| Označenie | Typ | Denominácia | Množstvo | Poznámka | Obchod | Môj poznámkový blok |
|---|---|---|---|---|---|---|
| DA1 | Programovateľný časovač a oscilátor | NE555 | 1 | KR1006VI11 | Do poznámkového bloku | |
| VT1 | bipolárny tranzistor | KT3102B | 1 | Do poznámkového bloku | ||
| VT2 | bipolárny tranzistor | KT972A | 1 | Do poznámkového bloku | ||
| VD1 | zenerova dióda | KS210B | 1 | Do poznámkového bloku | ||
| VD2 | zenerova dióda | KS512B | 1 | Do poznámkového bloku | ||
| VD3 | zenerova dióda | KS133A | 1 | Do poznámkového bloku | ||
| VD4-VD6 | Diódový mostík | KTS407A | 3 | Do poznámkového bloku | ||
| VD7 | Dióda | D160 | 4 | Do poznámkového bloku | ||
| VS1 | Tyristor a triak | TS132-40-12 | 1 | Do poznámkového bloku | ||
| DA2 | optočlen | AOU103V | 1 | Do poznámkového bloku | ||
| C1, C3 | Kondenzátor | 0,01 uF | 2 | Do poznámkového bloku | ||
| C2 | 1 uF | 1 | Do poznámkového bloku | |||
| C4 | elektrolytický kondenzátor | 10uF | 1 | Do poznámkového bloku | ||
| C5 | elektrolytický kondenzátor | 470uF 50V | 1 | Do poznámkového bloku | ||
| C6 | Kondenzátor | 1uF 600V | 1 | Do poznámkového bloku | ||
| C7 | elektrolytický kondenzátor | 10000uF 100V | 1 | Do poznámkového bloku | ||
| C7 | Kondenzátor | 0,1uF 600V | 1 | Do poznámkového bloku | ||
| R1 | Rezistor | 16 kOhm | 1 | Do poznámkového bloku | ||
| R2 | Rezistor | 1 MΩ | 1 | Do poznámkového bloku | ||
| R3 | Rezistor | 1,2 kOhm | 1 | Do poznámkového bloku | ||
| R4 | Rezistor | 3,6 kOhm | 1 | Do poznámkového bloku | ||
| R5 | Variabilný odpor | 220 kOhm | 1 | Do poznámkového bloku | ||
| R6 | Rezistor | 120 ohmov | 1 | Do poznámkového bloku | ||
| R7 | Trimmerový odpor | 3,3 kOhm | 1 | Do poznámkového bloku | ||
| R8 | Rezistor | 910 ohmov | 1 | Do poznámkového bloku | ||
| R9 | Rezistor | 560 ohmov | 1 | Do poznámkového bloku | ||
| R10 | Rezistor | 470 kOhm | 1 | Do poznámkového bloku | ||
| R11 | Trimmerový odpor | 510 kOhm | 1 |
Zváracie transformátory podľa fázy elektrického prúdu sú rozdelené na jednofázové a trojfázové a podľa počtu stĺpikov - na jednostaničné a viacstaničné. Jednostanicový transformátor slúži na dodávku zváracieho prúdu na jedno pracovisko a má zodpovedajúcu vonkajšiu charakteristiku.
Viacstupňový transformátor slúži na súčasné napájanie niekoľkých zváracích oblúkov (zváracích staníc) a má tuhú charakteristiku. Na vytvorenie stabilného horenia zváracieho oblúka a zabezpečenie klesajúcej vonkajšej charakteristiky je v okruhu oblúkového zvárania zahrnutá tlmivka. Pre oblúkové zváranie sú zváracie transformátory rozdelené do dvoch hlavných skupín podľa ich konštrukčných vlastností:
transformátory s normálnym magnetickým rozptylom, konštrukčne vyrobené vo forme dvoch samostatných zariadení (transformátor a tlmivka) alebo v jednom spoločnom kryte;
transformátory s vyvinutým magnetickým únikom, konštrukčne sa líšiace spôsobom regulácie (s pohyblivými cievkami, s magnetickými bočníkmi, so stupňovou reguláciou).
V ZSSR našli uplatnenie transformátory oboch skupín a v posledných rokoch hlavne transformátory v jednopuzdrovom prevedení s vyvinutým magnetickým rozptylom a s magnetickými bočníkmi.
Transformátory s normálnym magnetickým rozptylom.
Transformátory so samostatnou tlmivkou. Pevná vonkajšia charakteristika takéhoto transformátora je dosiahnutá v dôsledku nevýznamného magnetického rozptylu a nízkeho indukčného odporu vinutia transformátora. Klesajúce vonkajšie charakteristiky sú vytvárané tlmivkou s veľkým indukčným odporom.
Technické údaje transformátorov STE-24U a STE-34U s tlmivkami sú uvedené v tabuľke. 23.
Tabuľka 23
Špecifikácie zváracích transformátorov

Pokračovanie tabuľky. 23

Transformátory typu STN so zabudovanou tlmivkou. Podľa tejto konštrukčnej schémy sú transformátory STN-500 a STN-500-1 pre ručné oblúkové zváranie a diaľkovo ovládané transformátory TSD-500, TSD-2000-2, TSD-1000-3 a TSD-1000-4 pre automatické a poloautomatické -automatické zváranie pod tavivom. Technické údaje týchto transformátorov sú uvedené v tabuľke. 23.
Návrhová schéma transformátora typu STN sústavy akademika V.P. Nikitina a jeho vonkajšie statické charakteristiky sú na obr. 58. Magnetický únik a indukčný odpor vinutia ( 1
A 2
) transformátora sú malé, vonkajšia charakteristika je tuhá. Pádová charakteristika je vytvorená reaktívnym vinutím 3
, ktorý vytvára indukčnú reaktanciu. Horná časť magnetického obvodu je tiež súčasťou jadra tlmivky.

Hodnota zváracieho prúdu sa reguluje pohybom pohyblivého obalu 4
(skrutkový mechanizmus s rukoväťou 5
). Napätie naprázdno týchto transformátorov je 60 - 70 V a menovité prevádzkové napätie U nom = 30 V. Napriek kombinovanému magnetickému obvodu fungujú transformátor a induktor nezávisle od seba. Z elektrického hľadiska sa transformátory typu STN nelíšia od transformátorov so samostatnými tlmivkami typu ste.
Pre automatické a poloautomatické zváranie sa používajú transformátory typu TSD. Celkový pohľad na konštrukciu transformátora TSD-1000-3 a jeho elektrický obvod sú znázornené na obr. 59 a 60.


Transformátory typu TSD majú zvýšené napätie naprázdno (78 - 85 V), nevyhnutné pre stabilné budenie a horenie zváracieho oblúka pri automatickom zváraní pod tavivom.
Klesajúca vonkajšia charakteristika transformátora je vytvorená jalovým vinutím 4
. Transformátor typu TSD má špeciálny elektrický pohon na diaľkové ovládanie zváracieho prúdu. Na zapnutie hnacieho synchrónneho trojfázového elektromotora DP so znižovacou šnekovou prevodovkou slúžia dva magnetické štartéry PMB a PMM ovládané tlačidlami. Pohyb pohyblivej časti obalu magnetického jadra je obmedzený koncovými spínačmi VKB a VKM.
Transformátory sú vybavené filtrami na potlačenie rádiového rušenia. Transformátory TSD-1000-3 a TSD-2000-2 sa okrem použitia na automatické a poloautomatické zváranie pod tavivom používajú ako zdroj energie na tepelné spracovanie zvarových spojov z legovaných a nízkolegovaných ocelí.
Transformátory s vyvinutým magnetickým rozptylom. Transformátory typu TS a TSK sú mobilné znižovacie tyčové transformátory so zvýšenou zvodovou indukčnosťou. Sú určené na ručné oblúkové zváranie a naváranie, možno ich použiť na zváranie pod tavivom tenkými drôtmi. V transformátoroch typu TSK je paralelne s primárnym vinutím zapojený kondenzátor na zvýšenie účinníka.
Transformátory ako TS, TSK nemajú pohyblivé jadrá, ktoré sú náchylné na vibrácie, takže pracujú takmer ticho. Zvárací prúd sa reguluje zmenou vzdialenosti medzi pohyblivým ja a nehybný II cievky (obr. 61, c). Keď sa pohyblivá cievka odsunie od pevnej cievky, zvodové magnetické toky a indukčný odpor vinutia sa zvýšia. Každá poloha pohyblivej cievky má svoju vlastnú vonkajšiu charakteristiku. Čím ďalej sú cievky od seba, tým väčší počet magnetických siločiar sa uzavrie cez vzduchové priestory bez zachytenia druhého vinutia a tým strmšia bude vonkajšia charakteristika. Napätie naprázdno v transformátoroch tohto typu s cievkami posunutými o 1,5 - 2 V viac ako nominálna hodnota (60 - 65 V).

Konštrukcia transformátora TC-500 a externé prúdovo-napäťové charakteristiky sú znázornené na obr. 61, a, b. Technické údaje transformátorov TS a TSK sú uvedené v tabuľke. 23.
Transformátory s magnetickými bočníkmi ako STAN, OSTA a STSH.
Zváracie transformátory typu STSH-500 (A-760) vyvinuté Ústavom elektrického zvárania pomenované po E. O. Patonovi majú v porovnaní s transformátormi typu TS, TSK, TD vysoký výkon a dlhú životnosť.
Tyčový transformátor STSH, jednofázový, je vyrobený v jednopuzdrovom prevedení a je určený na napájanie elektrického zváracieho oblúka striedavým prúdom s frekvenciou 50 Hz pri ručnom oblúkovom zváraní, rezaní a naváraní kovov. Na obr. 62 je znázornená schéma transformátora STSH-500.

Magnetický obvod (jadro transformátora) je vyrobený z elektroocele E42 s hrúbkou 0,5 mm. Oceľové plechy sú spojené izolovanými svorníkmi.
Cievky primárneho vinutia transformátora sú vyrobené z izolovaného hliníkového drôtu obdĺžnikového prierezu a sekundárne cievky sú vyrobené z holej hliníkovej zbernice, medzi ktorej závitmi sú uložené azbestové tesnenia na izoláciu závitov pred skratmi.
Regulátor prúdu pozostáva z dvoch pohyblivých magnetických bočníkov umiestnených v okne magnetického obvodu. Otáčaním skrutky v smere hodinových ručičiek sa bočníky pohybujú od seba a proti smeru hodinových ručičiek sa plynule reguluje zvárací prúd. Čím menšia je vzdialenosť medzi bočníkmi, tým nižší je zvárací prúd a naopak. Bočníky sú vyrobené z rovnakej elektroocele ako hlavné vedenie.
Na zníženie rušenia rádiových prijímačov, ktoré vzniká pri zváraní, sa používa kapacitný filter dvoch kondenzátorov typu KBG-I. Kondenzátory sú namontované na strane vysokého napätia.
V súčasnosti bolo vytvorených množstvo nových prenosných AC zváracích oblúkových zdrojov - malé transformátory. Príkladom takýchto transformátorov sú napríklad inštalačné transformátory TM-300-P, TSP 1 a TSP-2.
Montážny transformátor TM-300-P je určený na napájanie zváracieho oblúka pri jednostaničnom oblúkovom zváraní pri montážnych, stavebných a opravárenských prácach. Transformátor poskytuje strmo klesajúcu vonkajšiu charakteristiku (s pomerom skratového prúdu k prúdu menovitého pracovného režimu 1,2 - 1,3) a stupňovitú reguláciu zváracieho prúdu, ktorá umožňuje zváranie elektródami s priemerom 3, 4 a 5 mm. Má jedno telo, nízku hmotnosť a ľahko sa prenáša. Transformátor TM-300-P má oddelené vinutia, čo umožňuje získať významný indukčný odpor na vytvorenie klesajúcich vonkajších charakteristík. Magnetický obvod jadrového typu je zostavený z tvarovanej ocele E310, E320, E330 valcovanej za studena s hrúbkou 0,35 - 0,5 mm. Elektrický obvod transformátora je znázornený na obr. 63.

Primárne vinutie pozostáva z dvoch cievok rovnakej veľkosti, úplne umiestnených na jednom jadre magnetického obvodu. Sekundárne vinutie sa tiež skladá z dvoch cievok, z ktorých jedna - hlavná - je umiestnená na jadre magnetického obvodu spolu s primárnym vinutím a druhá - reaktívna - má tri odbočky a je umiestnená na druhom jadre magnetického obvodu. magnetický obvod.
Reaktívne sekundárne vinutie je výrazne odstránené z primárneho vinutia a má veľké únikové toky, ktoré určujú jeho zvýšený indukčný odpor. Hodnota zváracieho prúdu sa reguluje prepínaním počtu závitov reaktívneho vinutia. Takáto regulácia prúdu umožňuje zvýšiť napätie naprázdno pri nízkych prúdoch, čím sa vytvárajú podmienky pre stabilné horenie zváracieho oblúka.
Primárne vinutie je vyrobené z medeného drôtu s izoláciou a sekundárne vinutie je navinuté so stopkou. Vinutia sú impregnované silikónovým lakom FG-9, čo umožňuje zvýšiť ich teplotu ohrevu na 200 ° C. Magnetický obvod s vinutiami je umiestnený na vozíku s dvoma kolieskami. Na zváranie v podmienkach inštalácie s elektródami s priemerom 3 a 4 mm použite ľahký transformátor TSP-1. Transformátor je určený pre krátkodobú prevádzku so zaťažiteľnosťou stĺpika menej ako 0,5 a elektródami s priemerom do 4 mm. Elektrický obvod a vonkajšie charakteristiky takéhoto transformátora sú znázornené na obr. 64. Kvôli veľkej vzdialenosti medzi primárnym vinutím A a sekundárne vinutie B vznikajú významné toky magnetického rozptylu. Pokles napätia v dôsledku indukčného odporu vinutia poskytuje strmo klesajúce vonkajšie charakteristiky.

Regulácia zváracieho prúdu je stupňovitá, ako pri zváracom transformátore TM-300-P.
Pre zníženie hmotnosti je konštrukcia transformátora vyrobená z vysoko kvalitných materiálov - magnetický obvod je vyrobený z ocele valcovanej za studena a vinutia sú vyrobené z hliníkových drôtov s tepelne odolnou sklenenou izoláciou.
Technické údaje transformátora TSP-1 sú uvedené v tabuľke. 23.
Pre zváranie v podmienkach inštalácie sú malé ľahké zváracie transformátory STSH-250 s plynulou reguláciou zváracieho prúdu, vyvinuté E. O. Paton Electric Welding Institute, a TSP-2, vyvinutý All-Union Research Institute of Electric Welding Equipment. aj vyrábané. Hlavné technické údaje týchto transformátorov sú uvedené v tabuľke. 24.
Tabuľka 24
Technické vlastnosti transformátorov STSH-250 a TSP-2
Na vykonávanie zváracích prác v rôznych výškach za podmienok inštalácie bol vytvorený špeciálny zvárací transformátor TD-304 na lyžine, vybavený diaľkovým ovládaním zváracieho prúdu priamo z pracoviska elektrického zvárača. Hlavné technické údaje takéhoto transformátora v porovnaní s transformátorom TS-300 sú uvedené v tabuľke. 25.
Tabuľka 25
Technické vlastnosti transformátorov TD-304 a TS-300