Vnější charakteristiky zdrojů svařovacího oblouku
Vnější charakteristikou napájecích zdrojů (svařovací transformátor, usměrňovač a generátor) je závislost napětí na výstupních svorkách na velikosti zatěžovacího proudu. Vztah mezi napětím a proudem oblouku v ustáleném (statickém) režimu se nazývá proudově-napěťová charakteristika oblouku.
Vnější charakteristiky svařovacích generátorů znázorněných na Obr. 1 (křivky 1 a 2) klesají. Délka oblouku souvisí s jeho napětím: čím delší je svařovací oblouk, tím vyšší je napětí. Při stejném úbytku napětí (změně délky oblouku) není změna svařovacího proudu stejná při různých vnějších charakteristikách zdroje. Čím strmější je charakteristika, tím menší vliv má délka svařovacího oblouku na svařovací proud. Při změně napětí o hodnotu δ se strmě klesající charakteristikou je změna proudu rovna a1, s mírně klesající charakteristikou - a2.
Pro zajištění stabilního hoření oblouku je nutné, aby se charakteristika svařovacího oblouku protínala s charakteristikou zdroje proudu (obr. 2).
V okamžiku zapálení oblouku (obr. 2, a) klesá napětí podél křivky z bodu 1 do bodu 2 - až se protne s charakteristikou generátoru, tj. do polohy, kdy je elektroda odstraněna z povrchu z obecného kovu. Při prodloužení oblouku na 3 - 5 mm se napětí zvyšuje podél křivky 2-3 (v bodě 3 oblouk hoří plynule). Obvykle zkratový proud překračuje provozní proud, ale ne více než 1,5krát. Doba obnovy napětí po zkratu na napětí oblouku by neměla přesáhnout 0,05 s, tato hodnota vyhodnocuje dynamické vlastnosti zdroje.
Na Obr. 2.6 ukazuje pádové charakteristiky 1 a 2 zdroje s charakteristikou tvrdého oblouku 3, nejpřijatelnější pro ruční obloukové svařování.
Napětí naprázdno (bez zátěže ve svařovacím okruhu) s klesající vnější charakteristikou je vždy větší než provozní napětí oblouku, což značně usnadňuje iniciaci a opětovné zapálení oblouku. Napětí naprázdno nesmí překročit 75 V při jmenovitém provozním napětí 30 V (zvýšení napětí usnadňuje spuštění oblouku, ale zároveň zvyšuje nebezpečí úrazu svářeče elektrickým proudem). Pro stejnosměrný proud musí být zapalovací napětí alespoň 30 - 35 V a pro střídavý proud 50 - 55 V. Podle GOST 7012 -77E pro transformátory dimenzované na svařovací proud 2000 A by napětí naprázdno nemělo překročit 80 PROTI.
Zvýšení napětí naprázdno střídavého zdroje vede ke snížení kosinusu "phi". Jinými slovy, zvýšení napětí naprázdno snižuje účinnost napájecího zdroje.
Zdroj proudu pro ruční obloukové svařování stavnou elektrodou a automatické svařování pod tavidlem musí mít klesající vnější charakteristiku. Tuhá charakteristika svařovacích zdrojů (obr. 1, křivka 3) je nezbytná při svařování v ochranných plynech (argon, oxid uhličitý, helium) a některých typech plněných drátů, např. SP-2. Pro svařování v ochranných plynech se používají i zdroje s mírně se zvyšujícími vnějšími charakteristikami (obr. 1, křivka 4).
Relativní doba trvání práce (PR) a relativní doba zahrnutí (PV) v přerušovaném režimu charakterizují přerušovaný provoz zdroje energie.
Hodnota PR je definována jako poměr doby trvání pracovní doby zdroje energie k době trvání celého cyklu práce a je vyjádřena v procentech

kde tp je nepřetržitý provoz při zatížení; tc je doba trvání celého cyklu. Podmíněně se uznává, že v průměru je tp = 3 min a tc = 5 min, proto se za optimální hodnotu PR % považuje 60 %.
Rozdíl mezi PR% a PV% je v tom, že v prvním případě není zdroj během pauzy odpojen od sítě a při otevřeném svařovacím okruhu pracuje naprázdno a ve druhém případě je zdroj zcela odpojen. ze sítě.
SVAŘOVACÍ TRANSFORMÁTORY
Svařovací transformátory podle fáze elektrického proudu se dělí na jednofázové a třífázové a podle počtu sloupků - na jednostaniční a vícestaniční. Jednostanicový transformátor slouží k napájení svařovacího proudu na jedno pracoviště a má odpovídající vnější charakteristiku.
Vícepolohový transformátor slouží k současnému napájení několika svařovacích oblouků (svařovacích stanic) a má tuhou charakteristiku. Pro vytvoření stabilního hoření svařovacího oblouku a zajištění klesající vnější charakteristiky je v okruhu obloukového svařování zahrnuta tlumivka. Pro obloukové svařování jsou svařovací transformátory rozděleny do dvou hlavních skupin podle jejich konstrukčních vlastností:
transformátory s normálním magnetickým rozptylem, konstrukčně vyrobené ve formě dvou samostatných zařízení (transformátor a tlumivka) nebo v jediném společném pouzdře;
transformátory s vyvinutým magnetickým svodem, konstrukčně se lišící způsobem regulace (s pohyblivými cívkami, s magnetickými bočníky, se skokovou regulací).
ÚDRŽBA SVAŘOVACÍCH TRANSFORMÁTORŮ
Při provozu svařovacích transformátorů je nutné sledovat spolehlivost kontaktů, aby se zabránilo přehřátí vinutí, jádra a jeho částí. Jednou měsíčně je nutné promazat seřizovací mechanismus a zabránit znečištění pracovních částí transformátorů.
Je nutné sledovat spolehlivost uzemnění a chránit transformátor před mechanickým poškozením.
Během provozu transformátoru není možné dovolit, aby svařovací proud překročil hodnotu uvedenou v pasu. Je zakázáno vláčet transformátor nebo regulátor svařovacími dráty.
Jednou za měsíc je nutné transformátor profouknout (vyčistit) proudem suchého stlačeného vzduchu a zkontrolovat stav izolace.
Vnikání vlhkosti na vinutí transformátoru prudce snižuje elektrický odpor, což má za následek nebezpečí porušení izolace. Pokud jsou svařovací transformátory instalovány venku, musí být chráněny před atmosférickými srážkami. V takových případech by měly být vyrobeny přístřešky nebo speciální mobilní kabiny.
Specifikace svařovacích transformátorů
| Možnosti | Značka transformátorů | ||||||||||||||||
| STE- 24U |
STE- 34U |
STN- 350 |
STN- 500 |
STN- 500-1 |
TSK- 300 |
TSK- 500 |
TS -300 |
TS -500 |
TSD- 500 |
TSD- 1000-3 |
TSD- 2000-2 |
STSH- 500 |
STSH -500-80 |
TSP -1 |
TD -500 |
TD -502 |
|
| Hodnocený režim práce, PR% |
65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 60 | 65 | 65 | 60 | 60 | od 20 | 60 | 60 |
| Napětí naprázdno, V | 65 | 60 | 70 | 60 | 60 | 63 | 60 | 63 | 60 | 80 | 69-78 | 77―85 | 60 | 80 | 65―70 | 60―75 | 59―73 |
| Jmenovité napětí, V | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 45 | 42 | 53 | 30 | 50 | 30 | 30 | 40 |
| Jmenovitý výkon, kVA | 23 | 30 | 25 | 32 | 32 | 20 | 32 | 20 | 32 | 42 | 76 | 180 | 32 | - | 12 | 32 | 26,6 |
| Meze regulace svařovací proud, A |
100-500 | 150-700 | 80-450 | 150-700 | 150-700 | 110-385 | 165-650 | 110-385 | 165-650 | 200-600 | 400-1200 | 800-2200 | 145-650 | 260-800 | 105,15 | 85-720 | |
| Síťové napětí, V | 220,38 | 220,38 | 220,38 | 220,38 | 220,38 | 380 | 220,38 | 220,38 | 220,38 | 220,38 | 220,38 | 380 | 220,38 | 220,38 | 220,38 | 220 nebo 380 | 220,38 |
| K. p. d., % | 83 | 86 | 83 | 86 | 86 | 84 | 84 | 84 | 85 | 87 | 90 | 89 | 90 | 92 | 75 | - | - |
| Faktor síly (kosinus "phi") |
0,5 | 0,53 | 0,5 | 0,54 | 0,52 | 0,73 | 0,65 | 0,51 | 0,53 | 0,62 | 0,62 | 0,64 | 0,53 | 0,62 | - | 0,53 | 0,8 |
| Dimenzionální rozměry transformátor, mm: - délka - šířka - výška |
690 |
690 |
695 |
772 |
775 |
760 |
840 |
760 |
840 |
950 |
950 |
1050 |
670 |
225 |
570 |
||
| Váha (kg: - transformátor - regulátor |
130 62 |
160 100 |
220 - |
250 - |
275 - |
215 - |
280 - |
185 - |
250 | 445 | 540 | 670 | 220 | 323 | 35 | 210 | 230 |
Transformátory s normálním magnetickým rozptylem
Transformátory se samostatnou tlumivkou. Tuhá vnější charakteristika takového transformátoru je získána díky nevýznamnému magnetickému rozptylu a nízkému indukčnímu odporu vinutí transformátoru. Klesající vnější charakteristiky jsou vytvářeny tlumivkou s velkým indukčním odporem.
Technická data transformátory STE-24U a STE-34U s tlumivkami jsou uvedeny v tabulce.
Transformátory typu STN s vestavěnou tlumivkou. Podle tohoto konstrukčního schématu jsou transformátory STN-500 a STN-500-1 pro ruční obloukové svařování a transformátory s dálkovým ovládáním TS D-500, TS D-2000-2, TSD-1000-3 a TSD-1000-4 pro automat. a poloautomatické svařování pod tavidlem. Technické údaje těchto transformátorů jsou uvedeny v tabulce.
Návrhové schéma transformátoru typu STN soustavy akademika V.P.Nikitina a jeho vnější statické charakteristiky jsou na Obr. 1. Magnetický svod a indukční odpor vinutí (1 a 2) transformátoru jsou malé, vnější charakteristika je tvrdá. Pádová charakteristika vzniká díky reaktivnímu vinutí 3, které vytváří indukční odpor. Horní část magnetického obvodu je také součástí jádra induktoru.
Hodnota svařovacího proudu se reguluje pohybem pohyblivého obalu 4 (šroubovým mechanismem pomocí rukojeti 5). Napětí naprázdno těchto transformátorů je 60-70 V a jmenovité provozní napětí Unom = 30 V. Přes kombinovaný magnetický obvod pracují transformátor a induktor nezávisle na sobě. Elektricky se transformátory typu STN neliší od transformátorů se samostatnými tlumivkami typu STE.
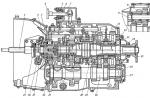
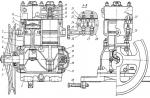
Pro automatické a poloautomatické svařování se používají transformátory typu TSD. Celkový pohled na konstrukci transformátoru TSD-1000-3 a jeho elektrický obvod jsou uvedeny na Obr. 2 a 3.
Transformátory typu TSD mají zvýšené napětí naprázdno (78-85 V), které je nutné pro stabilní buzení a hoření svařovacího oblouku při automatickém svařování pod tavidlem. Klesající vnější charakteristika transformátoru je vytvářena jalovým vinutím.
Transformátor typu TSD má speciální elektrický pohon pro dálkové ovládání svařovacího proudu.K zapnutí pohonu synchronního třífázového elektromotoru DP s podřazeným šnekovým převodem slouží dva magnetické spouštěče PMB a PMM, ovládané tlačítky . Pohyb pohyblivé části pouzdra magnetického jádra je omezen koncovými spínači VKB a VKM.
Transformátory jsou vybaveny filtry pro potlačení rádiového rušení. Transformátory TSD-1000-3 a TSD-2000-2 se kromě použití pro automatické a poloautomatické svařování pod tavidlem používají jako zdroj energie pro tepelné zpracování svarových spojů z legovaných a nízkolegovaných ocelí.
|
|
| Rýže. 1. (a) a jeho vnější charakteristiky (b): 1 - primární vinutí, 2 - sekundární vinutí, 3 - indukční vinutí, 4 - pouzdro pohyblivého magnetického obvodu, 5 - rukojeť, 6 - magnetický obvod. |
|
|
| Rýže. 2. : 1 - ventilátor, 2 - vinutí transformátoru, 3 - magnetický obvod, 4 - reaktivní vinutí, 5 - pohyblivý obal magnetického pohonu, 6 - mechanismus pro pohyb pohyblivého obalu, 7 - rám, 8 - upínací panely, 9 - pojezd . |
|
|
|
Rýže. 3. : Tr - snižovací transformátor, KUB, KUM - tlačítka pro dálkové ovládání svařovacího proudu - "Více", "Méně", PMB, PMM - magnetické spouštěče, DP - motor drátu mechanismu pro posouvání obalu magnetického jádra , VKB, VKM - koncové spínače, DV - ventilátor motoru, Trs - svařovací transformátor |



Transformátory s vyvinutým magnetickým rozptylem
Transformátory typu TC a TSK jsou mobilní snižovací tyčové transformátory se zvýšenou svodovou indukčností. Jsou určeny pro ruční obloukové svařování a navařování, lze je použít pro svařování pod tavidlem tenkými dráty. U transformátorů typu TSK je paralelně s primárním vinutím zapojen kondenzátor pro zvýšení účiníku.
Transformátory jako TS, TSK nemají pohyblivá jádra, která jsou náchylná k vibracím, takže pracují téměř tiše. Svařovací proud se reguluje změnou vzdálenosti mezi pohyblivou cívkou I a pevnou cívkou II (obr. 1, c). Když se pohyblivá cívka oddálí od pevné cívky, zvýší se svodové magnetické toky a indukční odpor vinutí. Každá poloha pohyblivé cívky má svou vlastní vnější charakteristiku. Čím dále jsou cívky od sebe, tím větší počet magnetických siločar se uzavře vzduchovými prostory bez zachycení druhého vinutí a tím strmější bude vnější charakteristika. Napětí naprázdno u transformátorů tohoto typu s posunutými cívkami je o 1,5-2 V vyšší než jmenovitá hodnota (60 - 65 V)
Konstrukce transformátoru TC-500 a vnější charakteristika proud-napětí jsou znázorněny na obrázcích. Technické údaje transformátorů TS a TSK jsou uvedeny v tabulce. 1.
Pro automatické svařování byly použity svařovací transformátory typu TDF-1001 a TDF-1601 určené k napájení oblouku při svařování pod tavidlem jednofázovým střídavým proudem o frekvenci 50 Hz. Transformátory jsou určeny pro provoz v uzavřených prostorách se zvýšenou svodovou indukčností. Zajišťují vytvoření potřebných strmě klesajících vnějších charakteristik a plynulou regulaci svařovacího proudu v požadovaných mezích, jakož i jeho částečnou stabilizaci při kolísání napětí v síti v rozmezí od 5 do 10 % jmenovité hodnoty. Technické údaje transformátoru typu TDF jsou uvedeny v tabulce. 2.
Technické vlastnosti transformátorů STSH-250 a TSP-2
| Možnosti | TDF-1001 | TDF-1601 |
| Jmenovitý svařovací proud, A | 1000 | 1600 |
| Meze regulace svařovacího proudu, A: - ve fázi "malých" proudů - ve fázi "velkých" proudů |
400-700 700-1200 |
600-1100 1100-1800 |
| Jmenovité primární napětí, V | 220 nebo 380 | 380 |
| frekvence Hz | 50 | 50 |
| Primární proud, A: - pro verzi 220 V - pro verzi 380 V |
360 220 |
- 480 |
| Sekundární napětí naprázdno, V: - při minimálním svařovacím proudu - při maximálním svařovacím proudu |
68 71 |
95 105 |
| Podmíněné jmenovité provozní napětí, V | 44 | 60 |
| Sekundární napětí v závislosti na hodnotách svařovacího proudu (Isv), V |
Un=20+0,04 IV | Un=50+0,00625 IV |
| Poměr pracovní doby doba trvání cyklu (PV), % |
100 | 100 |
| Účinnost, % | 87 | 88 |
| Příkon, kW | 82 | 182 |
| Váha (kg | 740 | 1000 |
Vnější charakteristiky transformátoru TDF-1001 a TDF-1601 jsou uvedeny na Obr. 2, a a b.
Transformátory typu TDF-1001 a TDF-1601 jsou stacionární instalace v jednoplášťovém provedení s nuceným větráním. Instalace se skládá z transformátoru, síťového stykače, ventilátoru a blokového schématu ovládání.
|
|
|
| Rýže. 2. Vnější charakteristiky transformátorů: a - TDF-1001, b - TDF-1601. | |
 |
|
|
Rýže. 3. Elektrické schéma transformátoru STSH-500: 1 - magnetické jádro; 2 - cívka primárního vinutí; 3 - cívka sekundárního vinutí; 4 - magnetické bočníky Rýže. 4. Elektrický obvod transformátoru TM-300-P |
|
 |
|
| Rýže. 1. (a), jeho vnější proudově-napěťové charakteristiky (b) a magnetický obvod (c): 1 - mechanismus regulace svařovacího proudu, 2 - nízkonapěťové svorky, 3 - pohyblivá cívka, 4 - magnetický obvod, 5 - pevná cívka, 6 - pouzdro , 7 - stavěcí šroub, 8 - vysokonapěťové svorky, 9 - kryt. | Rýže. 5. (a) a jeho vnější charakteristiky (b): I, II, III, IV - spínací obvody pro různé hodnoty proudu; 1, 2, 3, 4, 5, 6, 7 - čísla svorek |


Transformátory s magnetickými bočníky jako STAN, OSTA a STSH (v současnosti nedostupné).
Transformátor tyčového typu STSH, jednofázový, vyrobený v jednoplášťovém provedení a určený k napájení elektrického svařovacího oblouku střídavým proudem o frekvenci 50 Hz při ručním obloukovém svařování, řezání a navařování kovů. Na Obr. 3 ukazuje schéma transformátoru STSH-500.
Magnetické jádro (jádro transformátoru) je vyrobeno z elektrooceli E42 o tloušťce 0,5 mm. Ocelové plechy jsou spojeny izolovanými trny.
Cívky primárního vinutí transformátoru jsou vyrobeny z izolovaného hliníkového drátu obdélníkového průřezu a sekundární cívky jsou vyrobeny z holé hliníkové sběrnice, mezi jejíž závity jsou uložena azbestová těsnění, která izolují závity od zkratů.
Regulátor proudu se skládá ze dvou pohyblivých magnetických bočníků umístěných v okně magnetického obvodu. Otáčením šroubu ve směru hodinových ručiček se bočníky pohybují od sebe a proti směru hodinových ručiček se plynule reguluje svařovací proud. Čím menší je vzdálenost mezi bočníky, tím nižší je svařovací proud a naopak. Bočníky jsou vyrobeny ze stejné elektrooceli jako magnetické jádro.
Pro omezení rušení vznikajícího při svařování je použit kapacitní filtr dvou kondenzátorů typu KBG-I. Kondenzátory jsou namontovány na straně vysokého napětí.
Průmysl vytvořil řadu nových přenosných zdrojů energie pro svařovací oblouk se střídavým proudem – transformátory malých rozměrů. Příkladem takových transformátorů jsou například instalační transformátory TM-300-P, TSP-1 a TSP-2.
Montážní transformátor TM-300-P je určen k napájení svařovacího oblouku při jednostanicovém obloukovém svařování během montážních, stavebních a opravárenských prací. Transformátor poskytuje strmě klesající vnější charakteristiku (s poměrem zkratového proudu k proudu jmenovitého pracovního režimu 1,2-1,3) a stupňovitou regulaci svařovacího proudu, která umožňuje svařování elektrodami o průměru 3,4 a 5 mm. Má jednoduchý trup, nízkou hmotnost a snadnou přepravu. Transformátor TM-300-P má samostatné vinutí, což umožňuje získat významný indukční odpor pro vytvoření klesajících vnějších charakteristik. Magnetické jádro typu jádra je vyrobeno ze za studena válcované texturované oceli E310, E320, E330 o tloušťce 0,35-0,5 mm. Elektrický obvod transformátoru je znázorněn na Obr. 4.
Primární vinutí se skládá ze dvou cívek stejné velikosti, zcela umístěných na jednom jádru magnetického jádra. Sekundární vinutí se také skládá ze dvou cívek, z nichž jedna - hlavní - je umístěna na jádru magnetického obvodu spolu s primárním vinutím a druhá - reaktivní - má tři odbočky a je umístěna na druhém jádru magnetického obvodu. magnetický obvod.
Reaktivní sekundární vinutí je výrazně odstraněno z primárního vinutí a má velké svodové toky, které určují jeho zvýšený indukční odpor. Hodnota svařovacího proudu se reguluje přepínáním počtu závitů jalového vinutí. Taková regulace proudu umožňuje zvýšit napětí naprázdno při nízkých proudech, čímž se vytvoří podmínky pro stabilní hoření svařovacího oblouku.
Primární vinutí je vyrobeno z měděného drátu s izolací a sekundární vinutí je vinuto stopkou. Vinutí jsou impregnována silikonovým lakem FG-9, který umožňuje zvýšit jejich teplotu ohřevu až na 200° C. Magnetický obvod s vinutími je umístěn na vozíku se dvěma kolečky. Pro svařování za podmínek instalace elektrodami o průměru 3 a 4 mm se používá lehký transformátor TSP-1. Transformátor je určen pro krátkodobý provoz se zatížitelností sloupku menším než 0,5 a elektrodami o průměru do 4 mm. Elektrický obvod a vnější charakteristiky takového transformátoru jsou znázorněny na Obr. 5. Vzhledem k velké vzdálenosti mezi primárním vinutím A a sekundárním vinutím B se tvoří značné toky magnetického úniku.
Pokles napětí v důsledku indukčního odporu vinutí poskytuje strmě klesající vnější charakteristiky.
Regulace kroku svařovacího proudu, stejně jako u svařovacího transformátoru TM-300-P.
Pro snížení hmotnosti je konstrukce transformátoru vyrobena z vysoce kvalitních materiálů - magnetický obvod je vyroben z oceli válcované za studena a vinutí jsou vyrobena z hliníkových drátů s tepelně odolnou skleněnou izolací.
Technické údaje transformátoru TSP-1 jsou uvedeny v tabulce 1.
Pro svařování v podmínkách instalace jsou určeny malé lehké svařovací transformátory STSH-250 s plynulou regulací svařovacího proudu, vyvinuté E. O. Paton Electric Welding Institute, a TSP-2, vyvinuté All-Union Research Institute of Electric Welding Equipment. také vyrobeno.
Pro provádění svářečských prací v různých výškách za podmínek instalace byl vytvořen speciální svařovací transformátor TD-304 na ližině vybavený dálkovým ovládáním svařovacího proudu přímo z pracoviště elektro svářečky.
Vícestupňové a speciální svařovací transformátory
Pro vícestanicové svařování lze použít jakýkoli svařovací transformátor typu STE s tuhou vnější charakteristikou za předpokladu, že na každý sloupek je připojen proudový regulátor (tlumivka) typu RST zajišťující klesající vnější charakteristiku.
Počet sloupků připojených k vícestanicovému svařovacímu transformátoru je určen vzorcem
n = Itr / Ip ּ K,
kde n je počet příspěvků; Itr - jmenovitý proud svařovacího transformátoru; Ip - svařovací proud sloupku; K - faktor zatížení rovný 0,6-0,8.
Na Obr. 1 je znázorněn elektrický obvod vícestanicového svařování z jednofázového transformátoru s tuhou charakteristikou a regulátorem proudu typu RST.
Použití vícenásobného sloupku svařovací transformátory umožňuje úplnější využití výkonu zařízení. Pro vícebodové svařování se používají i třífázové transformátory s paralelním napájením více svařovacích míst. Jak je patrné z Obr. 2 má takový transformátor primární vinutí 1 zapojené do trojúhelníku a sekundární vinutí 2 zapojené do hvězdy. Fázové napětí (napětí mezi drátem střely a některou z fází) by mělo být 65-70 V. Svařovací proud je regulován a klesající charakteristika je zajištěna na každé svařovací stanici pomocí PCT tlumivek.
Vícestupňové svařovací transformátory mají omezené použití. Pro ruční obloukové svařování dvěma elektrodami lze použít třífázový svařovací transformátor (obr. 3). V tomto případě je zajištěna vyšší produktivita svařování, šetří se energie, kosinus „phi“ je větší, zatížení je rovnoměrněji rozloženo mezi fázemi. Regulátor proudu takového transformátoru Tr se skládá ze dvou jader s nastavitelnými vzduchovými mezerami. Dvě vinutí regulátoru 1 a 2 jsou umístěna na stejném jádru a jsou zapojena do série s elektrodami, vinutí 3 je na druhém jádru a je připojeno ke svařované konstrukci. Při třífázovém svařování hoří tři oblouky současně podle uvažovaného schématu: dva mezi každou z elektrod 4, 5 a obrobkem 6 a jeden mezi elektrodami 4 a 5. K zastavení hoření oblouku mezi elektrodami 4 a 5 Je opatřen magnetickým stykačem K, jehož cívka je zapojena paralelně k regulátorům vinutí 3 a přerušuje elektrický obvod mezi elektrodami.
Paralelní zapojení jednofázových svařovacích transformátorů
Svařovací transformátory se zapojují pro paralelní provoz za účelem zvýšení výkonu napájecího zdroje. K tomu použijte dva nebo více transformátorů stejného typu se stejnými vnějšími charakteristikami a primárními vinutími navrženými pro stejné napětí. Připojení musí být provedeno na stejné fáze sítě odpovídajících svorek primárních vinutí stejnojmenných transformátorů, jejich sekundární vinutí jsou také připojena přes stejnojmenné svorky.
Schéma paralelního zapojení jednofázových svařovacích transformátorů s tlumivkami typu STE je na obrázku. Když jsou dva transformátory zapojeny paralelně, hodnota svařovacího proudu v obvodu se zvyšuje 2krát ve srovnání s jedním transformátorem. V souladu s tím se při připojení tří transformátorů pro paralelní provoz zvýší proud 3krát.
Nezbytnou podmínkou pro paralelní provoz transformátorů je rovnoměrné rozložení svařovacího proudu mezi nimi. Velikost svařovacího proudu se nastavuje současně stejným počtem otáček knoflíků všech regulátorů nebo současným stisknutím tlačítek (jako např. u transformátorů typu TSD). Rovnoměrnost zatížení mezi transformátory je kontrolována ampérmetry.
Oscilátory a impulsní obloukové budiče
Oscilátor- jedná se o zařízení, které převádí nízkonapěťový průmyslový frekvenční proud na vysokofrekvenční proud (150-500 tis. Hz) a vysokonapěťový (2000-6000 V), jehož přivedení na svařovací obvod usnadňuje buzení a stabilizuje oblouk při svařování.
Hlavní uplatnění oscilátorů bylo nalezeno při argonovém obloukovém svařování střídavým proudem s netavitelnou elektrodou z kovů malé tloušťky a při svařování elektrodami s nízkými ionizačními vlastnostmi povlaku. Schéma zapojení oscilátoru OSPZ-2M je na Obr. 1.
Oscilátor se skládá z oscilačního obvodu (kondenzátor C5, pohyblivé vinutí vysokofrekvenčního transformátoru a svodiče R) a dvou indukčních tlumivek Dr1 a Dr2, zvyšovacího transformátoru PT a vysokofrekvenčního vysokofrekvenčního transformátoru. se používají jako indukční cívka.
Oscilační obvod generuje vysokofrekvenční proud a je indukčně spojen se svařovacím obvodem přes vysokofrekvenční transformátor, jehož sekundární vinutí jsou připojena: jedno na uzemněnou svorku výstupního panelu, druhé přes kondenzátor C6 a pojistku Pr2. na druhý terminál. Pro ochranu svářeče před úrazem elektrickým proudem je v obvodu zařazen kondenzátor C6, jehož odpor zabraňuje průchodu vysokého napětí a nízkofrekvenčního proudu do svařovacího obvodu. Pro případ poruchy kondenzátoru C6 je v obvodu zařazena pojistka Pr2. Oscilátor OSPZ-2M je určen pro přímé připojení do dvoufázové nebo jednofázové sítě s napětím 220 V.
 |
 |
| Rýže. 1. : ST - svařovací transformátor, Pr1, Pr2 - pojistky, Dr1, Dr2 - tlumivky, C1 - C6 - kondenzátory, PT - zvyšovací transformátor, VChT - vysokofrekvenční transformátor, R - svodič | Rýže. 2. : Tr1 - svařovací transformátor, Dr - tlumivka, Tr2 - zvyšovací transformátor oscilátoru, R - svodič, C1 - obvodový kondenzátor, C2 - ochranný obvodový kondenzátor, L1 - samoindukční cívka, L2 - komunikační cívka |
Při běžném provozu oscilátor rovnoměrně praská a vlivem vysokého napětí se láme mezera jiskřiště. Jiskřiště by mělo být 1,5-2 mm, které se reguluje stlačením elektrod seřizovacím šroubem. Napětí na prvcích obvodu oscilátoru dosahuje několika tisíc voltů, takže regulace musí být prováděna s vypnutým oscilátorem.
Oscilátor musí být registrován u místního telekomunikačního inspektorátu; během provozu sledujte jeho správné připojení k napájecím a svařovacím obvodům a také dobrý stav kontaktů; pracovat s nasazeným krytem; kryt vyjměte pouze při kontrole nebo opravě a při odpojeném napájení; sledujte dobrý stav pracovních ploch svodiče a pokud se objeví saze, očistěte je brusným papírem. Oscilátory s primárním napětím 65 V se nedoporučuje připojovat na sekundární svorky svařovacích transformátorů jako TS, STN, TSD, STAN, protože v tomto případě napětí v obvodu během svařování klesá. Pro napájení oscilátoru je potřeba použít výkonový transformátor se sekundárním napětím 65-70V.
Schéma zapojení oscilátorů M-3 a OS-1 ke svařovacímu transformátoru typu STE je na obr. 2. Obr. Technické charakteristiky oscilátorů jsou uvedeny v tabulce.
Specifikace oscilátorů
| Typ | Hlavní napětí, V |
sekundární napětí volnoběh, V |
Spotřebováno Výkon, W |
Dimenzionální rozměry, mm |
Váha (kg |
| M-3 OS-1 OSPC TU-2 TU-7 TU-177 OSPZ-2M |
40 - 65 65 200 65; 220 65; 220 65; 220 220 |
2500 2500 2300 3700 1500 2500 6000 |
150 130 400 225 1000 400 44 |
350x240x290 315x215x260 390x270x310 390 x 270 x 350 390 x 270 x 350 390 x 270 x 350 250 x 170 x 110 |
15 15 35 20 25 20 6,5 |
Pulzní obloukové budiče
Jedná se o zařízení, která slouží k dodávání synchronizovaných impulsů zvýšeného napětí do svařovacího oblouku střídavého proudu v okamžiku změny polarity. Díky tomu je velmi usnadněno opětovné zapálení oblouku, což umožňuje snížit napětí naprázdno transformátoru na 40-50 V.
Pulsní budiče se používají pouze pro svařování v plynové ochranné atmosféře netavitelnou elektrodou. Budiče z vysoké strany jsou připojeny paralelně k napájení transformátoru (380 V) a na výstupu - paralelně k oblouku.
Pro svařování pod tavidlem se používají výkonné sériové budiče.
Pulzní obloukové budiče jsou v provozu stabilnější než oscilátory, nevytvářejí rádiové rušení, ale kvůli nedostatečnému napětí (200-300 V) neposkytují zapálení oblouku bez kontaktu elektrody s obrobkem. Existují i případy kombinovaného použití oscilátoru pro prvotní zapálení oblouku a pulzního budiče pro udržení jeho následného stabilního hoření.
Stabilizátor svařovacího oblouku
Pro zvýšení produktivity ručního obloukového svařování a hospodárného využití elektrické energie byl vytvořen stabilizátor svařovacího oblouku SD-2. Stabilizátor udržuje stabilní hoření svařovacího oblouku při svařování střídavým proudem stavnou elektrodou přiložením na oblouk na začátku každé periody napěťového impulsu.
Stabilizátor rozšiřuje technologické možnosti svařovacího transformátoru a umožňuje provádět svařování střídavým proudem elektrodami UONI, ruční obloukové svařování netavnou elektrodou výrobků z legovaných ocelí a slitin hliníku.
Schéma vnějších elektrických zapojení stabilizátoru je na Obr. 3, a, oscilogram stabilizačního impulsu - na obr. 3b.
Svařování s použitím stabilizátoru umožňuje hospodárnější využití elektrické energie, rozšíření technologických možností použití svařovacího transformátoru, snížení provozních nákladů, odstranění magnetického rázu.
Svařovací přístroj "Discharge-250". Toto zařízení bylo vyvinuto na bázi svařovacího transformátoru TSM-250 a stabilizátoru svařovacího oblouku, který produkuje pulsy o frekvenci 100 Hz.
Funkční schéma svařovacího zařízení a oscilogram napětí naprázdno na výstupu zařízení jsou na obr. 4, a, b.
 |
 |
|
Rýže. 3. : a - schéma: 1 - stabilizátor, 2 - varný transformátor, 3 - elektroda, 4 - produkt; b - oscilogram: 1 - stabilizační impuls, 2 - napětí na sekundárním vinutí transformátoru |
Rýže. 4. a - schéma zařízení; b - oscilogram napětí naprázdno na výstupu zařízení |
Zařízení Discharge-250 je určeno pro ruční obloukové svařování střídavým proudem stavnými elektrodami libovolného typu, včetně těch, které jsou určeny pro svařování stejnosměrným proudem. Zařízení lze použít při svařování netavitelnými elektrodami, například při svařování hliníku.
Stabilní hoření oblouku je zajištěno tím, že se na oblouk na začátku každé půlperiody střídavého napětí svařovacího transformátoru přivede napěťový impuls přímé polarity, tedy shodné s polaritou zadaného napětí.
Výchozí údaje pro takový výpočet jsou: P jmenovitý - jmenovitý krátkodobý výkon transformátoru, jmenovitý PV - jmenovitý čas zapnutí, U 1 - napětí v síti napájející stroj, E 2 - e. d.s. sekundární vinutí, dále meze a počet kroků regulace. Rnom a E 2 se obvykle nastavují pro případ zapnutí transformátoru na předposledním stupni, který při zapnutí na posledním, nejvyšším stupni (E 2 má maximální hodnotu) poskytuje určitou výkonovou rezervu.
Výpočet svařovacího transformátoru začíná určením rozměrů jádra. Průřez jádra (v cm 2) je určen vzorcem
Kde E 2- odhadovaný e. d.s. sekundární vinutí transformátoru ve V
F- Frekvence střídavého proudu (obvykle 50 Hz)
w 2- počet závitů sekundárního vinutí (jeden, zřídka dva);
V- maximální povolená indukce v gaussech (gs)
k- koeficient zohledňující přítomnost mezi tenkými ocelovými plechy, ze kterých je jádro sestaveno, izolací a vzduchovými mezerami.
Přípustná indukce B závisí na jakosti oceli. Při použití legované transformátorové oceli v odporových svařovacích transformátorech leží maximální indukce obvykle v rozmezí 14000 - 16000 gaussů.
Při dobré kontrakci jádra z plechů tloušťky 0,5 mm izolovaného lakem, k - 1,08; s papírovou izolací může k vzrůst na 1,12.
V pancéřovaném transformátoru s rozvětveným magnetickým obvodem se vypočtený průřez získaný podle vzorce vztahuje k centrální tyči, která prochází plným magnetickým tokem. Průřez zbývajících částí magnetického obvodu, procházejících polovinou toku, se zmenší dvakrát.
Průřez každé tyče transformátoru je obvykle obdélník s poměrem stran 1:1 až 1:3.
Počet závitů primárního vinutí závisí na mezích regulace sekundárního napětí transformátoru. Této regulace je ve většině případů dosaženo změnou transformačního poměru sepnutím více či méně závitů primárního vinutí. Například při primárním napětí 220 V a maximální hodnotě E 2 \u003d 5 V je transformační poměr 44 a při jednom otočení sekundárního vinutí by primární vinutí mělo mít 44 závitů; pokud je nutné snížit E 2 (v procesu regulace výkonu transformátoru) na 4, transformační poměr stoupne na 55, což vyžaduje 55 závitů primárního vinutí. Obvykle se limity ovládání kontaktních strojů (poměr E 2 max / E 2 min) pohybují od 1,5 do 2 (v některých případech jsou tyto limity ještě širší). Čím širší jsou regulační meze transformátoru (čím menší E 2 min při konstantní hodnotě E 2 max), tím více závitů by mělo mít jeho primární vinutí a tím větší spotřeba mědi na výrobu transformátoru. V tomto ohledu se širší regulační limity používají u strojů univerzálního typu (rozšiřuje se tím možnost jejich použití ve výrobě) a užší - u specializovaných strojů určených k provádění konkrétní svařovací operace.
Při znalosti hodnoty E 2 pro jmenovitý stupeň a regulační meze je snadné vypočítat celkový počet závitů primárního vinutí pomocí vzorce
Při dvou závitech sekundárního vinutí se výsledná hodnota w l zdvojnásobí.
Počet kroků řízení výkonu odporového svařovacího transformátoru se obvykle pohybuje v rozmezí 6-8 (někdy se zvyšuje na 16 nebo dokonce 64). Počet otáček zahrnutých v každém stupni regulace je zvolen tak, aby poměr mezi e. d.s. pro jakékoli dva sousední kroky byla přibližně stejná.
Průřez vodiče primárního vinutí se vypočítá z trvalého proudu při jmenovitém stupni I l a. Krátkodobý jmenovitý proud je předběžně určen vzorcem
Trvalý proud se vypočítá ze jmenovité hodnoty PV% pomocí vzorce nebo grafu na obr. 128. Průřez vodiče se vypočítá podle vzorce
kde j lnp je přípustná trvalá hustota proudu v primárním vinutí. Pro měděné dráty primárního vinutí s přirozeným (vzduchovým) chlazením j lnp \u003d 1,4 - 1,8 a / mm 2. Při těsném uložení primárního vinutí k prvkům sekundární cívky, které mají intenzivní vodní chlazení, lze díky jejich lepšímu chlazení výrazně zvýšit proudovou hustotu v primárním vinutí (až 2,5 - 3,5 A / mm 2). Jak bylo uvedeno výše, průřez závitů primárního vinutí, které jsou zapínány pouze při nízkých stupních regulace (při relativně nízkém proudu), lze zmenšit ve srovnání s průřezem závitů, které procházejí maximálním proudem. , při zapnutí v poslední fázi. Potřebný průřez sekundární cívky je určen trvalým proudem I 2pr v sekundárním obvodu stroje. Přibližně I 2pr \u003d n * I 1pr,
kde n je transformační poměr na jmenovitém zapínacím stupni transformátoru. Průřez sekundární cívky je
V závislosti na konstrukci a způsobu chlazení v měděné sekundární cívce lze povolit následující proudové hustoty: v nechlazené ohebné cívce z měděné fólie - 2,2 A / mm 2; v cívce s vodním chlazením - 3,5 a / mm 2; v nechlazené tuhé cívce - 1,4-1,8 a / mm 2. S nárůstem proudové hustoty klesá hmotnost mědi, ale rostou v ní ztráty a klesá účinnost transformátoru.
Počet závitů primárního a sekundárního vinutí transformátoru a jejich průřez (s přihlédnutím k umístění izolace) určují velikost a tvar okna v jádru transformátoru, ve kterém by měly být umístěny prvky vinutí. . Toto okno je obvykle navrženo s poměrem stran 1:1,5 až 1:3. Podlouhlý tvar okna umožňuje umístění vinutí bez uchýlení se k vysoké výšce cívky, což vede ke zvýšení spotřeby mědi v důsledku znatelného prodloužení vnějších závitů vinutí. Rozměry okna a dříve nalezené úseky jádrových tyčí zcela určují jejich tvar.
Dalším krokem při výpočtu transformátoru je určení jeho proudu naprázdno. K tomu se předběžně vypočítá hmotnost jádra a určí se v něm ztráty činné energie R f. Dále se podle vzorce vypočítá činná složka proudu naprázdno
A jeho reaktivní složka (magnetizační proud) - podle vzorce ![]() . Celkový proud naprázdno je definován jako délka přepony v pravoúhlém trojúhelníku
. Celkový proud naprázdno je definován jako délka přepony v pravoúhlém trojúhelníku
Práce svařovacího transformátoru je založena na jevu elektromagnetické indukce. Klidový režim transformátoru je nastaven s otevřeným sekundárním vinutím v okamžiku připojení primárního vinutí na střídavou síť s napětím U1.
Provoz transformátoru
Primárním vinutím v tomto případě protéká proud I1, který vytváří střídavý magnetický tok Ф1. Tento tok indukuje v sekundárním vinutí střídavé napětí U2. Jelikož je sekundární okruh otevřený, neteče v něm proud I2 = 0 a v sekundárním okruhu nedochází k žádné spotřebě energie. Proto je sekundární napětí při chodu naprázdno maximální a tato hodnota se nazývá napětí naprázdno U2 \u003d Uxx.
Poměr napětí primárního a sekundárního vinutí naprázdno se nazývá transformační poměr K. Rovná se také poměru počtu závitů primárního vinutí w1 a sekundárního vinutí w2:

U svařovacích transformátorů se síťové napětí 220 V nebo 380 V převádí na nižší napětí naprázdno U2 = Uхх = 60...80 V.
Režim zatížení je nastaven z důvodu uzavření obvodu sekundárního vinutí v okamžiku zapálení oblouku. V tomto případě se působením napětí U2 v sekundárním vinutí a oblouku objeví proud I2 = Ist. Tento proud v jádru vytváří střídavý magnetický tok, který má tendenci snižovat množství toku vytvářeného primárním vinutím F1. Proti tomu se zvyšuje proudová síla v primárním vinutí. Zvýšení spotřeby energie v primárním vinutí by se mělo rovnat zvýšení energetického výkonu oblouku sekundárním vinutím v souladu se zákonem zachování energie.
Napětí v sekundárním vinutí transformátoru při zatížení je:

kde Ud je úbytek napětí na oblouku; XL je indukční odpor svařovacího obvodu.
Ohmický odpor svařovacího obvodu R včetně prodloužení elektrody je mnohem menší než indukční odpor XL. Z tohoto důvodu je při výpočtu U2 hodnota R zanedbána.
Část magnetického toku Fr na cestě od primárního vinutí k sekundárnímu je rozptýlena v prostoru. Svodový magnetický tok je tím větší, čím větší je vzdálenost mezi vinutími.
V důsledku toho sekundární vinutí proniká magnetickým tokem Ф2. Klesající vnější proudově napěťová charakteristika svařovacího transformátoru je získána v důsledku změny velikosti ztráty magnetického toku Fr.
V tomto případě se napětí oblouku Ud snižuje Ud \u003d U2 - Iw XL se zvýšením síly svařovacího proudu Iw a indukčního odporu XL.
Jak je znázorněno na obrázku níže, transformátor lze upravit:
změnou indukční reaktance svařovacího transformátoru XL,
změnou napětí naprázdno Uxx.

Regulace síly svařovacího proudu Iw, síly zkratového proudu Ikz a napětí naprázdno Uxx transformátoru
První metoda je běžnější a umožňuje plynule nastavit svařovací proud. Druhá metoda se používá jako doplňková. Transformátor má zpravidla jednu nebo dvě pevné hodnoty Uxx a U "xx. U" xx se získá instalací dalších sekcí do primárního nebo sekundárního vinutí. Při hodnotě napětí naprázdno U"xx, stejně jako u Uxx, je možné plynule nastavovat indukční odpor XL, a tedy svařovací proud Iw a zkratový proud Ikz.
Plynulá dvourozsahová regulace proudu umožňuje snížit hmotnost a rozměry transformátoru. Pro dosažení vysokého proudového rozsahu jsou primární i sekundární cívky zapojeny do párů paralelně, jak je znázorněno na obrázku níže. Pro získání rozsahu nízkých proudů jsou cívky primárního a sekundárního vinutí zapojeny do série.
![]()
Strukturní schéma svařovacího transformátoru s pohyblivými cívkami sekundárního vinutí
Regulace svařovacího proudu Iw (stejně jako Ikz) při konstantním napětí naprázdno transformátoru Uxx je možná pouze změnou indukčního odporu.
Ve stávajících konstrukcích transformátorů lze regulaci indukčního odporu sekundárního obvodu provést:
změna vzdálenosti mezi primárním a sekundárním vinutím;
změnou mezery magnetického obvodu induktoru, vyrobeného odděleně od transformátoru.
První možnost je zajímavá pro svůj jednoduchý a spolehlivý design. Pokud je však nutné svařovat ve vzdálenosti 10 ... 40 metrů od transformátoru, pak bude pro svářeče vždy po ruce samostatný regulátor. Takový regulátor váží mnohem méně než transformátor, takže se snáze pohybuje.
V případě zkratu se elektroda dotkne produktu Ud \u003d 0. Napětí v sekundárním vinutí U2 \u003d Ikz XL. Odtud
Napětí nad 36 voltů je v síti považováno za nebezpečné. Sekundární napětí naprázdno svařovacích transformátorů dosahuje 80 voltů a při provádění elektrických svařovacích prací může dojít ke zranění svářeče elektrickým proudem a ve vlhkých místnostech se smrtelným následkem.
Sekundární napětí naprázdno během procesu svařování klesá podle strmě klesající charakteristiky zatížení.
Použití primárních ochranných prostředků při výrobě svářečských prací ve formě gumových rukavic a bot vytváří další nepříjemnosti a ne vždy chrání před úrazem elektrickým proudem.
Použití svařovacích strojů s nízkým napětím sekundárního okruhu povede k nestabilnímu zapálení svařovacího oblouku, doba zapálení není kratší než 20 ms - ne kratší než doba kontaktu svařovací elektrody s obrobkem. Téměř všechny tovární svařovací transformátory mají napětí naprázdno 80 voltů a provozní napětí 36-46 voltů AC při maximálním proudu svařovacího oblouku.
Použití stacionárních zařízení ke snížení napětí naprázdno svařovacích strojů v přenosné verzi je nemožné z řady důvodů: velké rozměry a hmotnost, povinné sekundární uzemnění, poruchy z fuzzy spínání při použití reléového spínání.
Účely zařízení:
Sekundární napětí svářečky je možné snížit jednoduchými metodami:
1. Nainstalujte do primárního okruhu odpor - reostat s plynulým nastavením odporu. Nevýhodou takového zařízení jsou velké rozměry a ztráta elektřiny pro ohřev odporu, nemožnost automaticky udržovat napětí sekundárního okruhu v daných uličkách.
2. Tepelných ztrát se můžete zbavit druhým způsobem - napájením primárního vinutí přes oddělovací kondenzátor, nevýhodou takového zařazení je, že za určitých podmínek vzniká napěťová rezonance a jejich téměř dvojnásobný nárůst na vinutí kondenzátoru a transformátoru. .
To může vést k selhání těchto prvků a dokonce k požáru.
3. Třetí způsob snížení napětí naprázdno je jednoduchý na implementaci, ale vyžaduje dodatečné náklady na realizaci obvodu pro omezení chodu svářečky naprázdno, umožňuje udržovat sekundární napětí na bezpečné úrovni po libovolně dlouho čas, automaticky, téměř okamžitě, zapálí oblouk v jakémkoli stavu povrchu svařovaného kovu.
Specifikace zařízení:
Síťové napětí -220/380 V.
Výkon svářečky není omezen.
Svařovací proud - neomezený.
Napětí naprázdno svařovacího obvodu je 16-36 V AC.
Zapalovací napětí svařovacího oblouku je -80 -120 voltů.
Doba zapálení oblouku 8-16 ms.
Síťová frekvence 50 Hz.
Úspora energie při pracovním cyklu 30 % až 62 %.
Současná regulace 36 %.
Účel použití zařízení:
1) ochrana personálu při výrobě svářečských prací v nebezpečných průmyslových a domácích podmínkách
2) snížení napětí svařovacího okruhu na přijatelné limity
3) omezení zatížení elektrické sítě proudy naprázdno
4) snížení teploty svařovacího transformátoru během provozu
5) zlepšení kvality svařování díky možné regulaci svařovacího proudu a stabilnímu zapalování oblouku
6) úspora elektřiny spotřebované jednotkou na volnoběh.
Princip činnosti zařízení spočívá v předběžném omezení napětí naprázdno svařovacího okruhu, automatické, stabilní, zapálení svařovacího oblouku, krátkým přivedením zvýšeného napětí do svařovacího okruhu a udržením svařovacího proudu ve zřízených uličkách.
Schéma zařízení omezení chodu svářečky naprázdno se skládá z rozpočtového výkonového svařovacího transformátoru T 3 (obr. 1) s ochrannými obvody FU1 a spínání SA1 prvků primárního obvodu a sekundárního obvodu - diodový můstek VD 7, tlumivka L 1 a filtr kondenzátor C7.
Do výhybky primárního okruhu svařovacího transformátoru je zařazen výkonný triak VS1 s odrušovacími obvody C6, R15.
V sekundárním obvodu svařovacího transformátoru T3 je instalován proudový transformátor T2 pro odstranění zpětnovazebního signálu nezbytného pro spuštění obvodu a nastavení svařovacího proudu.
Pro galvanické oddělení obvodu řídicí jednotky od nebezpečných účinků sítě je elektronický obvod napájen přes výkonový transformátor T1 a triak VS1 je řízen přes dinistorový optočlen DA2 zařazený v kolektorovém obvodu zesilovače na tranzistoru VT2. . LED HL1 indikuje provozní stav zařízení.
Programovatelný analogový časovač na čipu DA1 umožňuje včasné nastavení potřebných provozních režimů zařízení.
Vstupní zesilovač zpětnovazebního signálu na tranzistoru VT1 umožňuje předzesílit slabý signál na úroveň dostatečnou pro přepnutí časovače do provozního režimu s rozvojem funkcí - omezení napětí naprázdno, pulzní zapálení svářečky oblouku a nastavení pracovního proudu v závislosti na průřezu svařovací elektrody.
Při průchodu svařovacího proudu vinutím (1) proudového transformátoru T2 vzniká malé napětí, které je po usměrnění diodovým můstkem VD4 vyhlazeno kondenzátorem C4 a stabilizováno na úrovni tří voltů stabilizátorem. VD3. Z nastavovacího rezistoru R7 přes reverzní diodu VD2 je zpětnovazební napětí přiváděno na vstup předzesilovače na tranzistoru VT1. Zisk závisí na vlastnostech tranzistoru a hodnotách rezistorů R1, R2, R3. Počáteční napětí kolektoru 2/3 Up znemožňuje spuštění časovače DA1 a za přítomnosti zpětnovazebního vstupního signálu se tranzistor VT1 okamžitě sepne a napětí kolektoru klesne na 1/3 Up, což vytváří podmínky pro spuštění časovač. Kondenzátor C2 zlepšuje spínací podmínky a zpožďuje vypnutí o zlomek sekundy při prasknutí svařovací elektrody, čímž chrání před ztrátou oblouku.
Nízká úroveň na vstupu 2DA1 dolního komparátoru časovače pohotovostního multivibrátoru umožňuje jeho činnost a vysoká úroveň se objevuje na výstupu (3).
Čekací multivibrátor na časovači začne na výstupu generovat obdélníkový napěťový impuls s dobou trvání T1 \u003d 1,1 (R4 + R5) C1, na konci tohoto procesu a když napětí na kondenzátoru dosáhne 2 / 3U, horní komparátor se spustí na vstupu (6) DA1, výstup mikroobvodu se přepne do nulového stavu, vnitřní tranzistor časovače se otevře a vybije kondenzátor C1 s časem T2 = C1R6. Pokud existuje zpětnovazební signál, proces generování obdélníkových impulsů bude pokračovat.
Napájení mikroobvodu a předzesilovače je vyrobeno z parametrického stabilizátoru na zenerově diodě VD1 a omezovacího odporu R8.
Impulzy kladné polarity přes rezistor R9 z výstupu 3 DA1 časovače jsou přiváděny na bázi VT2 tranzistorového zesilovače a rezistory R7 nastavují napětí naprázdno sekundárního vinutí svařovacího transformátoru.
Tranzistor VT2 s frekvencí určenou parametry vnějších prvků časovače DA1 přes optočlen DA2 otevírá triak VS1 v obou polaritách AC sítě.
Rádiové komponenty v obvodu jsou instalovány z výroby: rezistory MLT -0,125 nebo C-29 -0,12, rezistor R16 s výkonem nejméně dva watty. Kondenzátory typu KM a K50. Tranzistory se zpětným vedením se ziskem minimálně V -100 typu KT315, respektive KT815B, s obvodem. Místo časovače DA1 můžete nainstalovat analog řady 555 nebo 7555.
Typ použitého triaku závisí na svařovacím transformátoru. Proudový transformátor T2 typ TK 20 -100 / 5.
Výkonový transformátor T1 - CCI -112 pro napětí 8-10 voltů a proud minimálně 100 mA, výkon 8-15 wattů.
Deska zařízení pro omezení volnoběhu svařovacího transformátoru je instalována v pouzdře příslušné velikosti, proudový transformátor T2 je umístěn samostatně, zařízení je možné instalovat mimo skříň svařovacího stroje.
Nastavení zařízení začněte sledováním napětí na rezistoru R8. Horní výstup rezistoru R7 je nutné nejprve odpojit od obvodu. Rezistor R5 s dočasně uzavřenými výstupy 2,6 DA1 nastaven sekundární napětí svařovacího transformátoru není nižší než 16 voltů a není vyšší než 36 voltů, v závislosti na provozních podmínkách. Poté, po uzavření svařovacího okruhu elektrodou o průměru 3 mm, nastavte spínací bod časovače DA1 pomocí rezistoru R7 pro zvýšení jasu kontrolní LED HL1 a vzhledu plného napětí na sekundárním vinutí transformátor T3. Rezistor R4 reguluje svařovací proud v malých mezích. Schéma zařízení je vyrobeno na desce o rozměrech 140 * 35 mm z jednostranné fólie ze skelného vlákna.
Literatura:
1.S.Zamková. Omezovač napětí svařovacího transformátoru. "Rozhlas" č. 8, 1984, s. 55-56.
Seznam rádiových prvků
| Označení | Typ | Označení | Množství | Poznámka | Prodejna | Můj poznámkový blok |
|---|---|---|---|---|---|---|
| DA1 | Programovatelný časovač a oscilátor | NE555 | 1 | KR1006VI11 | Do poznámkového bloku | |
| VT1 | bipolární tranzistor | KT3102B | 1 | Do poznámkového bloku | ||
| VT2 | bipolární tranzistor | KT972A | 1 | Do poznámkového bloku | ||
| VD1 | Zenerova dioda | KS210B | 1 | Do poznámkového bloku | ||
| VD2 | Zenerova dioda | KS512B | 1 | Do poznámkového bloku | ||
| VD3 | Zenerova dioda | KS133A | 1 | Do poznámkového bloku | ||
| VD4-VD6 | Diodový můstek | KTS407A | 3 | Do poznámkového bloku | ||
| VD7 | Dioda | D160 | 4 | Do poznámkového bloku | ||
| VS1 | Tyristor a triak | TS132-40-12 | 1 | Do poznámkového bloku | ||
| DA2 | optočlen | AOU103V | 1 | Do poznámkového bloku | ||
| C1, C3 | Kondenzátor | 0,01uF | 2 | Do poznámkového bloku | ||
| C2 | 1 uF | 1 | Do poznámkového bloku | |||
| C4 | elektrolytický kondenzátor | 10uF | 1 | Do poznámkového bloku | ||
| C5 | elektrolytický kondenzátor | 470uF 50V | 1 | Do poznámkového bloku | ||
| C6 | Kondenzátor | 1uF 600V | 1 | Do poznámkového bloku | ||
| C7 | elektrolytický kondenzátor | 10000uF 100V | 1 | Do poznámkového bloku | ||
| C7 | Kondenzátor | 0,1uF 600V | 1 | Do poznámkového bloku | ||
| R1 | Rezistor | 16 kOhm | 1 | Do poznámkového bloku | ||
| R2 | Rezistor | 1 MΩ | 1 | Do poznámkového bloku | ||
| R3 | Rezistor | 1,2 kOhm | 1 | Do poznámkového bloku | ||
| R4 | Rezistor | 3,6 kOhm | 1 | Do poznámkového bloku | ||
| R5 | Variabilní odpor | 220 kOhm | 1 | Do poznámkového bloku | ||
| R6 | Rezistor | 120 ohmů | 1 | Do poznámkového bloku | ||
| R7 | Trimrový odpor | 3,3 kOhm | 1 | Do poznámkového bloku | ||
| R8 | Rezistor | 910 ohmů | 1 | Do poznámkového bloku | ||
| R9 | Rezistor | 560 ohmů | 1 | Do poznámkového bloku | ||
| R10 | Rezistor | 470 kOhm | 1 | Do poznámkového bloku | ||
| R11 | Trimrový odpor | 510 kOhm | 1 |
Svařovací transformátory podle fáze elektrického proudu se dělí na jednofázové a třífázové a podle počtu sloupků - na jednostaniční a vícestaniční. Jednostanicový transformátor slouží k přívodu svařovacího proudu na jedno pracoviště a má odpovídající vnější charakteristiku.
Vícestupňový transformátor slouží k současnému napájení několika svařovacích oblouků (svařovacích stanic) a má tuhou charakteristiku. Pro vytvoření stabilního hoření svařovacího oblouku a zajištění klesající vnější charakteristiky je v okruhu obloukového svařování zahrnuta tlumivka. Pro obloukové svařování jsou svařovací transformátory rozděleny do dvou hlavních skupin podle jejich konstrukčních vlastností:
transformátory s normálním magnetickým rozptylem, konstrukčně vyrobené ve formě dvou samostatných zařízení (transformátor a tlumivka) nebo v jediném společném pouzdře;
transformátory s vyvinutým magnetickým svodem, konstrukčně se lišící způsobem regulace (s pohyblivými cívkami, s magnetickými bočníky, se skokovou regulací).
V SSSR našly uplatnění transformátory obou skupin a v posledních letech především transformátory v jednoplášťovém provedení s vyvinutým magnetickým rozptylem a s magnetickými bočníky.
Transformátory s normálním magnetickým rozptylem.
Transformátory se samostatnou tlumivkou. Tuhá vnější charakteristika takového transformátoru je získána díky nevýznamnému magnetickému rozptylu a nízkému indukčnímu odporu vinutí transformátoru. Klesající vnější charakteristiky jsou vytvářeny tlumivkou s velkým indukčním odporem.
Technické údaje transformátorů STE-24U a STE-34U s tlumivkami jsou uvedeny v tabulce. 23.
Tabulka 23
Specifikace svařovacích transformátorů

Pokračování tabulky. 23

Transformátory typu STN s vestavěnou tlumivkou. Podle tohoto konstrukčního schématu jsou transformátory STN-500 a STN-500-1 pro ruční obloukové svařování a dálkově ovládané transformátory TSD-500, TSD-2000-2, TSD-1000-3 a TSD-1000-4 pro automatické a poloautomatické -automatické svařování pod tavidlem. Technické údaje těchto transformátorů jsou uvedeny v tabulce. 23.
Návrhové schéma transformátoru typu STN soustavy akademika V.P.Nikitina a jeho vnější statické charakteristiky jsou na Obr. 58. Magnetický svod a indukční odpor vinutí ( 1
A 2
) transformátoru jsou malé, vnější charakteristika je tuhá. Pádová charakteristika je vytvářena reaktivním vinutím 3
, který vytváří indukční reaktanci. Horní část magnetického obvodu je také součástí jádra induktoru.

Hodnota svařovacího proudu se reguluje pohybem pohyblivého obalu 4
(šroubový mechanismus s rukojetí 5
). Napětí naprázdno těchto transformátorů je 60 - 70 PROTI a jmenovité provozní napětí U nom = 30 PROTI. Přes kombinovaný magnetický obvod fungují transformátor a induktor nezávisle na sobě. Elektricky se transformátory typu STN neliší od transformátorů se samostatnými tlumivkami typu ste.
Pro automatické a poloautomatické svařování se používají transformátory typu TSD. Celkový pohled na konstrukci transformátoru TSD-1000-3 a jeho elektrický obvod jsou uvedeny na Obr. 59 a 60.


Transformátory typu TSD mají zvýšené napětí naprázdno (78 - 85 PROTI), nutné pro stabilní buzení a hoření svařovacího oblouku při automatickém svařování pod tavidlem.
Klesající vnější charakteristika transformátoru je vytvářena jalovým vinutím 4
. Transformátor typu TSD má speciální elektrický pohon pro dálkové ovládání svařovacího proudu. K zapnutí hnacího synchronního třífázového elektromotoru DP s klesající šnekovou převodovkou slouží dva magnetické spouštěče PMB a PMM ovládané tlačítky. Pohyb pohyblivé části pouzdra magnetického jádra je omezen koncovými spínači VKB a VKM.
Transformátory jsou vybaveny filtry pro potlačení rádiového rušení. Transformátory TSD-1000-3 a TSD-2000-2 se kromě použití pro automatické a poloautomatické svařování pod tavidlem používají jako zdroj energie pro tepelné zpracování svarových spojů z legovaných a nízkolegovaných ocelí.
Transformátory s vyvinutým magnetickým rozptylem. Transformátory typu TS a TSK jsou mobilní stupňovité tyčové transformátory se zvýšenou svodovou indukčností. Jsou určeny pro ruční obloukové svařování a navařování, lze je použít pro svařování pod tavidlem tenkými dráty. U transformátorů typu TSK je paralelně s primárním vinutím zapojen kondenzátor pro zvýšení účiníku.
Transformátory jako TS, TSK nemají pohyblivá jádra, která jsou náchylná k vibracím, takže pracují téměř tiše. Svařovací proud je regulován změnou vzdálenosti mezi pohyblivým já a nehybný II cívky (obr. 61, c). Když se pohyblivá cívka oddálí od pevné cívky, zvýší se svodové magnetické toky a indukční odpor vinutí. Každá poloha pohyblivé cívky má svou vlastní vnější charakteristiku. Čím dále jsou cívky od sebe, tím větší počet magnetických siločar se uzavře vzduchovými prostory bez zachycení druhého vinutí a tím strmější bude vnější charakteristika. Napětí naprázdno u transformátorů tohoto typu s cívkami posunutými o 1,5 - 2 PROTI více než nominální hodnota (60 - 65 PROTI).

Provedení transformátoru TC-500 a vnější proudově-napěťové charakteristiky jsou na obr. 61, a, b. Technické údaje transformátorů TS a TSK jsou uvedeny v tabulce. 23.
Transformátory s magnetickými bočníky jako STAN, OSTA a STSH.
Svařovací transformátory typu STSH-500 (A-760) vyvinuté Institutem elektrického svařování pojmenované po E. O. Patonovi mají oproti transformátorům typu TS, TSK, TD vysoký výkon a dlouhou životnost.
Tyčový transformátor STSH, jednofázový, je vyroben v jednoplášťovém provedení a je určen k napájení elektrického svařovacího oblouku střídavým proudem o frekvenci 50 Hz při ručním obloukovém svařování, řezání a navařování kovů. Na Obr. 62 ukazuje schéma transformátoru STSH-500.

Magnetický obvod (jádro transformátoru) je vyroben z elektrooceli E42 o tloušťce 0,5 mm. Ocelové plechy jsou spojeny izolovanými trny.
Cívky primárního vinutí transformátoru jsou vyrobeny z izolovaného hliníkového drátu obdélníkového průřezu a sekundární cívky jsou vyrobeny z holé hliníkové sběrnice, mezi jejíž závity jsou uložena azbestová těsnění, která izolují závity od zkratů.
Regulátor proudu se skládá ze dvou pohyblivých magnetických bočníků umístěných v okně magnetického obvodu. Otáčením šroubu ve směru hodinových ručiček se bočníky pohybují od sebe a proti směru hodinových ručiček se plynule reguluje svařovací proud. Čím menší je vzdálenost mezi bočníky, tím nižší je svařovací proud a naopak. Bočníky jsou vyrobeny ze stejné elektrooceli jako hlavní vedení.
Pro snížení rušení rádiových přijímačů, ke kterému dochází při svařování, je použit kapacitní filtr dvou kondenzátorů typu KBG-I. Kondenzátory jsou namontovány na straně vysokého napětí.
V současné době byla vytvořena řada nových přenosných svařovacích obloukových zdrojů střídavého proudu - malé transformátory. Příkladem takových transformátorů jsou například instalační transformátory TM-300-P, TSP 1 a TSP-2.
Montážní transformátor TM-300-P je určen k napájení svařovacího oblouku při jednostanicovém obloukovém svařování během montážních, stavebních a opravárenských prací. Transformátor poskytuje strmě klesající vnější charakteristiku (s poměrem zkratového proudu k proudu jmenovitého pracovního režimu 1,2 - 1,3) a stupňovitou regulaci svařovacího proudu, která umožňuje svařování elektrodami o průměru 3, 4 a 5 mm. Je jednotělový, lehký a snadno se přenáší. Transformátor TM-300-P má samostatné vinutí, což umožňuje získat významný indukční odpor pro vytvoření klesajících vnějších charakteristik. Magnetický obvod typu jádra je sestaven ze za studena válcované texturované oceli E310, E320, E330 o tloušťce 0,35 - 0,5 mm. Elektrický obvod transformátoru je znázorněn na Obr. 63.

Primární vinutí se skládá ze dvou cívek stejné velikosti, zcela umístěných na jednom jádru magnetického jádra. Sekundární vinutí se také skládá ze dvou cívek, z nichž jedna - hlavní - je umístěna na jádru magnetického obvodu spolu s primárním vinutím a druhá - reaktivní - má tři odbočky a je umístěna na druhém jádru magnetického obvodu. magnetický obvod.
Reaktivní sekundární vinutí je výrazně odstraněno z primárního vinutí a má velké svodové toky, které určují jeho zvýšený indukční odpor. Hodnota svařovacího proudu se reguluje přepínáním počtu závitů jalového vinutí. Taková regulace proudu umožňuje zvýšit napětí naprázdno při nízkých proudech, čímž se vytvoří podmínky pro stabilní hoření svařovacího oblouku.
Primární vinutí je vyrobeno z měděného drátu s izolací a sekundární vinutí je vinuto stopkou. Vinutí jsou impregnována silikonovým lakem FG-9, který umožňuje zvýšit jejich teplotu ohřevu až na 200° C. Magnetický obvod s vinutími je umístěn na vozíku se dvěma kolečky. Pro svařování za podmínek instalace s elektrodami o průměru 3 a 4 mm použijte lehký transformátor TSP-1. Transformátor je určen pro krátkodobý provoz se zatěžovatelem sloupku menším než 0,5 a elektrodami o průměru do 4 mm. Elektrický obvod a vnější charakteristiky takového transformátoru jsou znázorněny na Obr. 64. Kvůli velké vzdálenosti mezi primárním vinutím A a sekundární vinutí B vznikají významné toky magnetického rozptylu. Pokles napětí v důsledku indukčního odporu vinutí poskytuje strmě klesající vnější charakteristiky.

Regulace kroku svařovacího proudu, stejně jako u svařovacího transformátoru TM-300-P.
Pro snížení hmotnosti je konstrukce transformátoru vyrobena z vysoce kvalitních materiálů - magnetický obvod je vyroben z oceli válcované za studena a vinutí jsou vyrobena z hliníkových drátů s tepelně odolnou skleněnou izolací.
Technické údaje transformátoru TSP-1 jsou uvedeny v tabulce. 23.
Pro svařování v podmínkách instalace jsou určeny malé lehké svařovací transformátory STSH-250 s plynulou regulací svařovacího proudu, vyvinuté E. O. Paton Electric Welding Institute, a TSP-2, vyvinuté All-Union Research Institute of Electric Welding Equipment. také vyrobeno. Hlavní technické údaje těchto transformátorů jsou uvedeny v tabulce. 24.
Tabulka 24
Technické vlastnosti transformátorů STSH-250 a TSP-2
Pro provádění svářečských prací v různých výškách za podmínek instalace byl vytvořen speciální svařovací transformátor TD-304 na ližině vybavený dálkovým ovládáním svařovacího proudu přímo z pracoviště elektro svářečky. Hlavní technické údaje takového transformátoru ve srovnání s transformátorem TS-300 jsou uvedeny v tabulce. 25.
Tabulka 25
Technické vlastnosti transformátorů TD-304 a TS-300