- Кожні 3 місяці перевіряйте, чи не ослаблені гвинтові з'єднання і чи не відходять дроти. У разі виявлення проблеми відразу ж усуньте її.
- Регулярно перевіряйте газову трубку та трубку охолодження на предмет протікання. Усуньте проблему під час виявлення.
- Вчасно доливайте масло в розбризкувач (підходить масло для швейної машини.)
- Додайте мастило в циліндр і ковзну втулку кожні два тижні.
- Утримуйте машини контактного зварювання в чистоті, особливо зварювальну платформу.
Звичайні неполадки та способи їх усунення
|
Проблема |
Способи усунення |
|
|
Не горить лампочка живлення або не обертається вентилятор |
|
|
|
Після запуску машини точкового зварювання та натискання кнопки зварювання нічого не відбувається. |
|
|
|
Після натискання перемикача зварювання машина контактного точкового зварювання починає працювати, але немає зварювального струму. |
|
|
|
Слабке точкове зварювання |
|
|
|
Зварювальний струм не регулюється або занадто сильний |
|
|
Схема електричних з'єднань
调 регулювання
焊 зварювання
Електрична схема DNB-40A (63A)
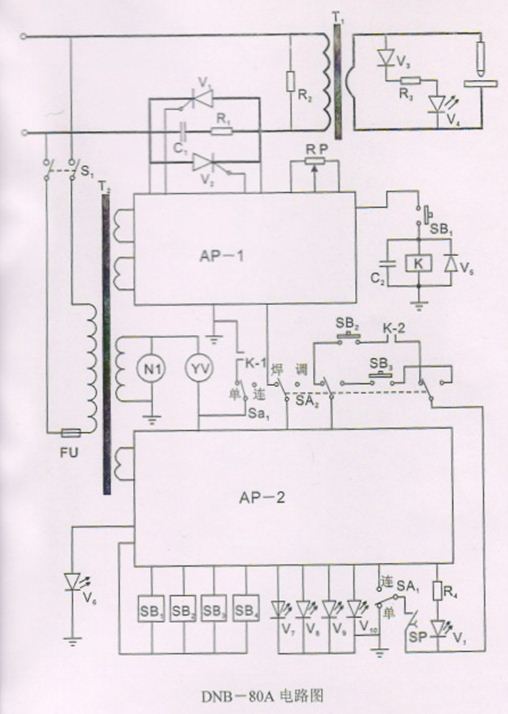
DNB-80A 电路图
Електрична схема DNB-80A
Таблиця елементів
|
Номер позиції |
Назва чи тип |
Кількість |
Примітка |
Модифікація |
|
|
Основний трансформатор |
За спецзамовленням |
||||
|
Керуючий трансформатор |
|||||
|
Плата гальмування |
За спецзамовленням |
||||
|
Програмна плата |
За спецзамовленням |
||||
|
Кремній керування 200A/1600V |
За спецзамовленням |
||||
|
Лампочка програмного індикатора |
|||||
|
Індикатор живленняφ5 luminotron |
|||||
|
Лампочка індикатора охолодження φ5 luminotron |
|||||
|
Запобіжник φ6X30/0.75A |
|||||
|
Резистор RJ-2W-15Ω |
|||||
|
Резистор RJ-100W-100Ω |
Серійний |
||||
|
Резистор RJ-0.3W-100Ω |
|||||
|
Резистор RJ-0.3W-620Ω |
|||||
|
Потенціаломір WX-Ⅲ-2W-4.7Ω |
|||||
|
Конденсатор CL-630V-0.47 |
|||||
|
Конденсатор CL-100V-0.47 |
|||||
|
Реле JQX-13F |
|||||
|
Мережевий вимикач LA18 |
|||||
|
Пневматичний перемикач |
За спецзамовленням |
||||
|
Перемикач зварювання |
За спецзамовленням |
||||
|
Кроковий перемикач |
|||||
|
Перемикач одиничного/безперервного зварювання KN32 |
|||||
|
Перемикач підготовка/зварювання |
|||||
|
Перемикач тиску води KSI-2 |
|||||
|
Електромагнітний клапан із двома режимами, сумісний з 220В |
|||||
|
Вентилятор 200FYZ-D |
Комплектація
Машина: 1шт.
Електрод: 3 шт.
Три частини повітряної системи (фільтр, регулювання тиску та розпилення) 1 шт.
Запобіжник Φ6*30/0.75A 2 шт.
Інструкція (одна копія реєструється, друга для операторів) 2 екземпляри.
Компанія «ЛІГА ЗВАРЮВАННЯ» спеціалізується не тільки на продажу обладнання, ми також надаємо послуги з діагностики та ремонту зварювальних апаратів у Москві. Перевірка гарантійних установок здійснюється безкоштовно. Виправлення дефектів та несправностей, позначених фахівцем поза гарантією, оплачується разом із діагностичними роботами
Гарантійному та післягарантійному налагодженню підлягають агрегати вітчизняного та зарубіжного виробництва:
- Електростанції дизельного та бензинового типу;
- Інвертори; зварювальні інвертори (MMA, TIG, MIG);
- Зварювальні трансформатори;
- Устаткування для повітряно-плазмового різання (CUT);
Онлайн заява
ЦІНИ на ремонт зварювальних апаратів
| Вид робіт | Вартість |
|---|---|
| Стандартна діагностика апарату, включаючи розбирання, складання | від 500 руб |
| Заміна комутаційного елемента (мережевого вимикача, вихідного гнізда, вентилятора) | від 400 руб |
| Заміна плати інвертора | від 800 руб |
| Заміна трансформатора | від 1000 руб |
| Перевірка апарату на реостаті | від 400 руб |
| Перевірка апарата на зварювання | від 400 руб |
| Ремонт блоку живлення | від 2 000 руб |
| Ремонт вихідного силового випрямляча | від 2 000 руб |
| Ремонт плати управління | від 2 000 руб |
| Ремонт силового блоку IGBT-перетворювача | від 2 000 руб |
| Чищення апарату | від 500 руб |
| Механічні роботи | від 1500 руб |
| Ремонт вторинного блоку живлення | від 2 000 руб |
| Ремонт плати осцилятора | від 1200 руб |
| Заміна газового клапана | від 720 руб |
| Ремонт механізму подачі дроту (MIG) | від 1500 руб |
Ремонт агрегатів за гарантією
Гарантійний ремонт зварювальних апаратів проводиться лише за наявності правильно заповненого гарантійного талона. Зварювальні генератори, на яких є сліди зовнішніх пошкоджень або зірвані пломби, не обслуговуються за гарантією. Діагностика та усунення поломки апарата може тривати від 1 години і більше – все залежить від ступеня складності пошкоджень та необхідності часткового або повного розбирання пристрою.
Ремонт зварювального обладнання поза гарантією
Термін та вартість ремонту інверторних зварювальних апаратів російського та іноземного виробництва без гарантійного талона узгоджується із замовником після обов'язкового детального аналізу та діагностики. Зварювальний апарат має бути очищений від пилу та забруднень. Зварювання за якістю після ремонту зварювального інвертора відповідатиме високому рівню.
Найчастіші причини пошкодження генераторів
Статистика, яка сформувалася на основі висновків результатів діагностики зварювального обладнання, свідчить про те, що найпоширеніші причини появи дефектів у їхній роботі це некоректне поводження з агрегатом у процесі експлуатації. Варто знати та розуміти наступне:
- Зазвичай ремонт потрібен зварювальним агрегатам, у роботі з якими регулярно порушується встановлений цикл чергування зварювання під навантаженням та з холостим ходом. Тривалість включення агрегату має перевищувати зазначеного в паспорті товару максимального значення.
- Потужність електрогенератора, що підключається, повинна перевищувати потужність зварювальної установки не менше ніж у 2 рази. Коливання в мережі та різкі стрибки напруги стають причиною замикання пристрою.
- Непрофесійне поводження з установкою, ігнорування очевидних несправностей, несвоєчасне очищення та продування — все це спричиняє серйозні наслідки та негативно впливає на кінцевий результат без своєчасного ремонту зварювального апарату.
Сервісне обслуговування зварювальних апаратів
Наша компанія веде адекватну та лояльну цінову політику щодо ремонту зварювального обладнання. Наприклад, вартість аналізу несправності апарату - від 900 руб (розбирання та збирання обладнання входять у вартість), а заміна плати інвертора - від 800руб.
Високі функціональні можливості споттерів вже оцінили не лише власники автомобільних сервісів та майстерень, а й їхні численні клієнти. Якісне відновлення пошкоджених кузовних елементів, висока швидкість та доступна вартість робіт – основні переваги використання апаратів точкового зварювання.
Наша компанія проводить гарантійний та післягарантійний ремонт апаратів контактного зварювання GYS, Tecna, Nordberg, Cebora, Telwin, BlueWeld та інших виробників.
Особливості ремонту спотерів
Виробники пропонують широкий спектр апаратів контактного зварювання:
- для виконання стикових з'єднань;
- для з'єднання між окремими точками листів, зчленування штампованих деталей;
- для виконання рельєфних зварювальних маніпуляцій;
- Універсального типу.
Кожен різновид має конструктивні особливості, тому ремонт споттерів відрізняється порядком операцій, ступенем складності. Стаціонарні зварювальні апарати – масивні агрегати, вони нагадують великі верстати. Ремонт апаратів контактного зварювання цього типу виконується на місці їх експлуатації з виїздом наших спеціалістів.
Переносні моделі невеликої потужності, які застосовуються для з'єднання тонких металевих листів, нескладно привезти до нашого сервісного центру. Ремонт споттера займає мінімальний час.

Ми також виконуємо ремонт апаратів точкового зварювання конденсаторного типу. Найчастіше в них виходить з ладу блок живлення, який замінюється оригінальним за технологією виробника.
Діагностика всіх варіантів обладнання здійснюється безкоштовно. Основні види ремонтних робіт:
- усунення несправностей плати управління;
- ремонт силової частини;
- заміна тиристорів та транзисторів, механізму подачі дроту;
- заміна трансформатора.
Професійний ремонт контактного зварювання
Приводом звернутися в сервіс є зниження якості зварювальних робіт, що виконуються апаратом, поява «недоварів» або «пропалів». Ми маємо повний комплекс приладів для діагностики і швидко визначаємо несправність. Зверніть увагу на ключові переваги виконання ремонту апаратів контактного зварювання досвідченими фахівцями:

- повне відновлення робочих характеристик та якості маніпуляцій;
- мінімальний час;
- гарантія на виконані роботи та поставлені комплектуючі (тільки у фірмовому варіанті виконання);
- лояльна цінова політика;
- можливість виїзду спеціалістів до місця експлуатації агрегатів.
У компанії «СЦ Зварювання» працюють вмілі та знаючі майстри. Звернення до нас - запорука безпроблемної та ефективної експлуатації споттерів.
Кожне замовлення, за яке ми беремося, певною мірою є перевіркою та іспитом для наших співробітників. Незважаючи на багаторічний досвід ремонту установок контактного зварювання в Москві та Підмосков'ї, ми продовжуємо відкривати для себе щось нове, тому що техніка не стоїть на місці і виробники постійно вдосконалюють свої апарати.
Разом з ними вдосконалюємося і ми, і поки що не було жодного випадку, коли якесь нововведення від виробника ставило б у глухий кут наших майстрів. Завдяки тому, що всі вони є професіоналами своєї справи - будь-які нові проблеми, з якими нам доводиться стикатися, швидко аналізуються і під них підбирається оптимальне рішення, що дозволяє нам бути одними з кращих сервісних центрів у Москві.



Ми гарантуємо високу якість та мінімальні терміни виконання.
Тільки завдяки детальному вивченню повної картини стану Вашого апарату контактного зварювання, яке потрапляє до рук наших майстрів, можна гарантувати, що після нашого ремонту він знову не вийде з ладу. З цієї причини навіть при невеликих поломках ми проводимо повну, глибоку діагностику Вашої техніки, тому після нашого ремонту Ви зможете ще довго ним користуватися без повторних ексцесів, особливо якщо наслідуватимете видані нашими майстрами рекомендації з експлуатації.
Ремонт апаратів контактного зварювання буде виконано фахівцями нашого сервісного центру на високому професійному рівні та з фірмовою гарантією.
Точкові зварні роботи є підвидом контактного зварювання. При цьому виді зварних робіт металеві елементи скріплюються в одному або кількох місцях.
Цей метод зварювання поверхонь має високу технологію виробництва та різноманітність застосування в різних галузях промисловості і може застосовуватися як при виробництві електронних приладів, так і автомобілів, морських і повітряних суден та в інших галузях промислового виробництва.

При використанні цього виду зварювання досягається дуже висока міцність з'єднання деталей конструкції між собою. Ступінь міцності в місці з'єднання визначається зусиллями зі стискання поверхонь елементів, що скріплюються, і фізичних сили електроструму пристрою.






У сучасному виробництві використовуються різні варіанти цих приладів від стаціонарних верстатів до апаратів, що легко транспортуються. Як приклад на малюнку представлено фото ручного апарату точкового зварювання.

Особливості апаратури
В основу цього виду зварювання покладено спосіб розігріву металевої деталі (пластини) імпульсом електроструму. Задля більшої ефекту зварювання деталі (елементи) сильно притискаються між собою.

У місці найбільшого стиснення проводиться точкове зварювання деталей шляхом проходження електричного заряду між електродами приладу. На місці зіткнення утворюється розплавлена точка металу розміром трохи більше дванадцяти мм.

Методи точкового зварювання
Цей вид зварювання умовно поділяються на два методи: м'який та жорсткий.

М'який режим. У цьому режимі при зварюванні відбувається поступове розігрів деталей з використанням струму невеликої сили. На зварювання металевих поверхонь у цьому режимі потрібно близько трьох секунд часу.

У цьому режимі потужність споживання струму верстатом зменшується. Режим, як правило, використовується при зварюванні металів, що володіють властивостями загартовування.

Жорсткий режим. Визначається короткочасною тривалістю великої сили електроструму і потужним стисканням елементів, що зварюються в точці зварювання. Щільність споживаного електроструму в цьому режимі досягає 300А на 1мм2. На виробництво процесу зварювання витрачається до півтори секунди.






Головний недолік цього методу – велика потреба електроенергії (верстатів) та великі навантаження промислової мережі. Перевага – мінімальний час зварювання поверхонь.

Цей режим зазвичай використовують при зварюванні поверхонь з хорошою теплопровідністю, високолегованої сталі або скріпленні поверхонь різної товщини.

Варіанти зварювальних робіт
Види точкового зварювання визначаються кількістю пікселів сполуки, що одночасно утворюються. У виробництві використовуються: одноточковий, двоточковий та багатоточковий види.

Одноточковий вигляд використовують при з'єднанні кількох аркушів, при цьому якість зварювання зменшується з кожним шаром аркушів (деталей). Двоточковий вид зварювання застосовують при з'єднанні деталей, що володіють широкими поверхнями.

Багатоточковий вигляд використовують для скріплення різних штампованих конструкцій. Він може бути двостороннім і одностороннім, все залежить від розміщення електродів по відношенню до скріплюваних вузлів.

Цей вид зварювання може відрізнятися і циклами проходження електроімпульсів. Циклічність залежить від товщини деталей, що зварюються.


При товщині металевої поверхні до п'яти міліметрів достатньо одного імпульсу електроструму, а при великій товщині необхідно кілька короткочасних електричних імпульсів. При зварюванні металевих елементів великої товщини та твердості застосовуються цикли з підвищеним стисканням.






Способи зварювання
Існує кілька способів точкового зварювання:

Точковий – зварювання елементів відбувається у одному чи багатьох місцях. Застосовується в приладобудуванні, автомобілебудуванні для будівництва морських, річкових та авіаційних суден.

Забезпечує зварювання сталевих листів до двадцяти міліметрів завтовшки.

Рельєфний спосіб – елементи конструкції зварюються в одному чи кількох підготовлених місцях. Відмінність між цим способом від попереднього обумовлена формою скріплюваних елементів у місці зварювання.

Шовний спосіб - елементи, що зварюються, скріплюються поруч зварювальних швів. Шов може складатися з окремих пікселів зварювання або перекривають один одного. Використовується для виготовлення різних резервуарів, що потребують забезпечення високого ступеня герметичності.


Стикувальний – елементи зварюються по прилеглій площі зіткнення під впливом високої температури. Застосовуються при прокладанні трубопроводів, виготовленні якірних ланцюгів кораблів.

Особливості конструкції
Великі можливості точкового зварювання затребувані у промисловому виробництві. Для їх реалізації створені виробничі верстати і ручні агрегати, що переносяться.

Вирішуючи завдання зварювання металевих елементів потрібно пам'ятати, що цей процес залежить від металу з якого виготовлено виріб та його густину.

Вимоги до технології виконання цього виду робіт:
- забезпечення низької напруги, трохи більше 10Вт;
- забезпечення короткого часу проходження електричного імпульсу у точці зварювання;
- забезпечення великої сили електроструму у місці зварювання;
- забезпечення min області розплаву у місцях скріплення конструкції;
- забезпечення високої якості міцності зварювального шва.

Сучасний апарат для точкового зварювання може мати різну конструкцію. У сучасному виробництві застосовуються трансформаторні чи конденсаторні верстати точкового зварювання.


Трансформаторні верстати повинні здійснювати високу температуру підігріву поверхонь, що зварюються. Працездатність зварювального обладнання в побуті може забезпечуватися силою електроструму до 5 кілоампер, а промислового від трьохсот до п'ятисот кілоампер.






У верстатах промислового виробництва використовуються потужні трансформатори. Основним недоліком таких приладів є відсутність однорідного навантаження, що призводить до великих перевантажень промислової мережі та частих поломок.

Конденсаторні верстати електричні мережі навантажують розмірено. Використання конденсаторів у верстатах дозволяє уникнути різких навантажень промислової електромережі.

Конденсаторні апарати ручного зварювання має min габарити та широко застосовуються для вирішення побутових питань. Їхні переваги – малі габарити та працездатність при підключенні до побутової електромережі.

Переваги:
- немає необхідності купувати зварювальні матеріали;
- простота у виготовленні;
- зручність під час керування;
- чистота та охайність швів або зварних точок;
- дотримання вимог екології;
- min витрата електроенергії;
- висока продуктивність.

Виготовляємо зварювання самі
Інструмент цього виду зварювання не є найдешевшим інструментом. Найпрактичніше зробити апарат точкового зварювання своїми руками.

Головний елемент такого апарату – трансформатор (застосовується у різних побутових приладах). Для забезпечення необхідного електричного струму для цього виду робіт необхідно здійснити перемотування його обмоток. Під час створення 1-ї обмотки готуються проміжні висновки. Провід на обмотках обов'язково просочується лаком та обмотується спеціальним папером.

Складові частини приладу підбираються під параметри трансформатора. Його конструкція залежить від деталей (поверхень) над якими належить працювати. Електричні елементи мають бути виконані з високим ступенем надійності.

Кліщі можуть бути двох типів: стаціонарні та виносні. Стаціонарні – простіші при виготовленні, вони міцно скріплюються між собою та надійно ізолюються. Виносні - більш пристосовані для використання під час виконання різних робіт. Вони вільно встановлюються та знімаються. Їх зручно піднести до місця безпосереднього зварювання.

При використанні виносних кліщів необхідно забезпечити їх надійне з'єднання з самим апаратом та їхню гідроізоляцію. Для виготовлення електродів, можливе використання мідних лозин, бронзи або старого жала паяльника.

Електричну схему підключення такого пристрою можна легко знайти в інтернеті.

Техніка безпеки
Для забезпечення власної безпеки працівнику необхідно знати та дотримуватись вимог інструкції з техніки безпеки для точкового зварювання:
- для недопущення удару електричним струмом заземлення агрегату;
- на початок роботи обов'язково здійснювати перевірку його справності;
- використовувати індивідуальні засоби захисту для рук, очей та тіла;
- виключити подачу високої напруги до елементів керування апаратом
- застосовувати в приладі лише дроти встановленого перерізу;
- роботи проводити у приміщенні з добре обладнаною вентиляцією або використовувати спеціальні маски для захисту органів дихання.
- блокування та тумблера (кнопки) включення або відключення повинні бути справними, добре видимими та легко доступними;
- при виконанні робіт область затискних механізмів має бути закрита щитком.

Дотримання цих заходів безпеки забезпечить збереження здоров'я працівника та оточуючих, дозволить виконати необхідний обсяг роботи точно та вчасно.

Фото-інструкція, як зробити апарат точкового зварювання