Charakterystyka zewnętrzna źródeł prądu łuku spawalniczego
Zewnętrzną cechą źródeł zasilania (transformator spawalniczy, prostownik i generator) jest zależność napięcia na zaciskach wyjściowych od wielkości prądu obciążenia. Zależność pomiędzy napięciem i prądem łuku w stanie ustalonym (statycznym) nazywana jest charakterystyką prądowo-napięciową łuku.
Charakterystyka zewnętrzna generatorów spawalniczych pokazana na ryc. 1 (krzywe 1 i 2) spadają. Długość łuku jest powiązana z jego napięciem: im dłuższy łuk spawalniczy, tym wyższe napięcie. Przy tym samym spadku napięcia (zmianie długości łuku) zmiana prądu spawania nie jest taka sama przy różnych charakterystykach zewnętrznych źródła. Im bardziej stroma charakterystyka, tym mniejszy wpływ długości łuku spawalniczego na prąd spawania. Gdy napięcie zmienia się o wartość δ przy charakterystyce stromo opadającej, zmiana prądu jest równa a1, przy charakterystyce łagodnie opadającej – a2.
Aby zapewnić stabilne spalanie łuku, konieczne jest, aby charakterystyka łuku spawalniczego pokrywała się z charakterystyką źródła prądu (rys. 2).
W momencie zapłonu łuku (ryc. 2, a) napięcie spada wzdłuż krzywej od punktu 1 do punktu 2 - aż do przecięcia się z charakterystyką generatora, tj. do położenia, w którym elektroda zostanie odsunięta od powierzchni metalu nieszlachetnego. Gdy łuk zostanie wydłużony do 3 - 5 mm, napięcie wzrasta wzdłuż krzywej 2-3 (w punkcie 3 łuk pali się równomiernie). Zwykle prąd zwarciowy przekracza prąd roboczy, ale nie więcej niż 1,5 razy. Czas powrotu napięcia po zwarciu do napięcia łuku nie powinien przekraczać 0,05 s, wartość ta ocenia właściwości dynamiczne źródła.
Na ryc. 2.6 pokazuje charakterystykę opadania 1 i 2 źródła prądu z charakterystyką łuku twardego 3, najbardziej akceptowalną dla ręcznego spawania łukowego.
Napięcie jałowe (brak obciążenia w obwodzie spawania) przy malejącej charakterystyce zewnętrznej jest zawsze większe od napięcia roboczego łuku, co znacznie ułatwia zajarzenie i ponowne zajarzenie łuku. Napięcie jałowe nie może przekraczać 75 V przy znamionowym napięciu pracy 30 V (zwiększenie napięcia ułatwia zajarzenie łuku, ale jednocześnie zwiększa ryzyko porażenia spawacza prądem). W przypadku prądu stałego napięcie zapłonu musi wynosić co najmniej 30–35 V, a dla prądu przemiennego 50–55 V. Zgodnie z GOST 7012 -77E dla transformatorów przystosowanych do prądu spawania 2000 A napięcie w obwodzie otwartym nie powinno przekraczać 80 V.
Zwiększenie napięcia jałowego źródła prądu przemiennego prowadzi do zmniejszenia cosinusa „phi”. Innymi słowy, zwiększenie napięcia w obwodzie otwartym zmniejsza wydajność zasilacza.
Źródło prądu do ręcznego spawania łukowego elektrodą topliwą i automatycznego spawania łukiem krytym musi mieć opadającą charakterystykę zewnętrzną. Sztywna charakterystyka źródeł prądu (rys. 1, krzywa 3) jest konieczna podczas spawania w gazach osłonowych (argon, dwutlenek węgla, hel) i niektórych rodzajach drutów proszkowych, np. SP-2. Do spawania w gazach osłonowych wykorzystuje się także źródła prądu o łagodnie rosnących charakterystykach zewnętrznych (rys. 1, krzywa 4).
Względny czas pracy (PR) i względny czas włączenia (PV) w trybie przerywanym charakteryzują przerywaną pracę źródła prądu.
Wartość PR definiuje się jako stosunek czasu pracy źródła prądu do czasu trwania pełnego cyklu pracy i wyraża się ją w procentach

gdzie tp jest pracą ciągłą pod obciążeniem; tc to czas trwania pełnego cyklu. Warunkowo przyjmuje się, że średnio tp = 3 min, a tc = 5 min, dlatego za optymalną wartość PR% przyjmuje się 60%.
Różnica pomiędzy PR% i PV% polega na tym, że w pierwszym przypadku źródło prądu nie jest odłączane od sieci podczas przerwy i pracuje na biegu jałowym, gdy obwód spawania jest otwarty, a w drugim przypadku źródło prądu jest całkowicie odłączone z sieci.
TRANSFORMATORY SPAWALNICZE
Transformatory spawalnicze ze względu na fazę prądu elektrycznego dzielą się na jednofazowe i trójfazowe, a ze względu na liczbę słupków na jednostanowiskowe i wielostanowiskowe. Transformator jednostanowiskowy służy do doprowadzenia prądu spawania do jednego stanowiska pracy i posiada odpowiednią charakterystykę zewnętrzną.
Transformator wielostanowiskowy służy do jednoczesnego zasilania kilku łuków spawalniczych (stacji spawalniczych) i ma sztywną charakterystykę. Aby zapewnić stabilne spalanie łuku spawalniczego i zapewnić opadającą charakterystykę zewnętrzną, w obwodzie spawania łukowego znajduje się dławik. Do spawania łukowego transformatory spawalnicze dzielą się na dwie główne grupy według ich cech konstrukcyjnych:
transformatory o normalnym rozproszeniu magnetycznym, konstrukcyjnie wykonane w postaci dwóch odrębnych urządzeń (transformator i dławik) lub w jednej wspólnej obudowie;
transformatory z rozwiniętym prądem upływu magnetycznego, różniące się konstrukcyjnie sposobem regulacji (z ruchomymi cewkami, z bocznikami magnetycznymi, z regulacją skokową).
KONSERWACJA TRANSFORMATORÓW SPAWALNICZYCH
Podczas obsługi transformatorów spawalniczych należy monitorować niezawodność styków, aby zapobiec przegrzaniu uzwojeń, rdzenia i jego części. Konieczne jest smarowanie mechanizmu regulacyjnego raz w miesiącu i zapobieganie zanieczyszczeniu części roboczych transformatorów.
Konieczne jest monitorowanie niezawodności uziemienia i ochrona transformatora przed uszkodzeniami mechanicznymi.
Podczas pracy transformatora nie można dopuścić, aby prąd spawania przekroczył wartość wskazaną w paszporcie. Zabrania się ciągnięcia transformatora lub regulatora za pomocą drutów spawalniczych.
Raz w miesiącu transformator należy przedmuchać (oczyścić) strumieniem suchego sprężonego powietrza i sprawdzić stan izolacji.
Wnikanie wilgoci do uzwojeń transformatora znacznie zmniejsza opór elektryczny, powodując niebezpieczeństwo uszkodzenia izolacji. Jeśli transformatory spawalnicze są instalowane na zewnątrz, należy je chronić przed opadami atmosferycznymi. W takich przypadkach należy wykonać wiaty lub specjalne mobilne budki.
Specyfikacje transformatorów spawalniczych
| Opcje | Marka transformatorów | ||||||||||||||||
| STE- 24U |
STE- 34U |
STN- 350 |
STN- 500 |
STN- 500-1 |
TSK- 300 |
TSK- 500 |
T.S -300 |
T.S -500 |
TSD- 500 |
TSD- 1000-3 |
TSD- 2000-2 |
STSH- 500 |
STSH -500-80 |
TSP -1 |
TD -500 |
TD -502 |
|
| Tryb znamionowy praca, PR% |
65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 65 | 60 | 65 | 65 | 60 | 60 | od 20 | 60 | 60 |
| Napięcie obwodu otwartego, V | 65 | 60 | 70 | 60 | 60 | 63 | 60 | 63 | 60 | 80 | 69-78 | 77―85 | 60 | 80 | 65―70 | 60―75 | 59―73 |
| Napięcie znamionowe, V | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 45 | 42 | 53 | 30 | 50 | 30 | 30 | 40 |
| Moc znamionowa, kVA | 23 | 30 | 25 | 32 | 32 | 20 | 32 | 20 | 32 | 42 | 76 | 180 | 32 | - | 12 | 32 | 26,6 |
| Granice regulacji prąd spawania, A |
100-500 | 150-700 | 80-450 | 150-700 | 150-700 | 110-385 | 165-650 | 110-385 | 165-650 | 200-600 | 400-1200 | 800-2200 | 145-650 | 260-800 | 105,15 | 85-720 | |
| Napięcie sieciowe, V | 220,38 | 220,38 | 220,38 | 220,38 | 220,38 | 380 | 220,38 | 220,38 | 220,38 | 220,38 | 220,38 | 380 | 220,38 | 220,38 | 220,38 | 220 lub 380 | 220,38 |
| K. p. d.,% | 83 | 86 | 83 | 86 | 86 | 84 | 84 | 84 | 85 | 87 | 90 | 89 | 90 | 92 | 75 | - | - |
| Współczynnik mocy (cosinus „phi”) |
0,5 | 0,53 | 0,5 | 0,54 | 0,52 | 0,73 | 0,65 | 0,51 | 0,53 | 0,62 | 0,62 | 0,64 | 0,53 | 0,62 | - | 0,53 | 0,8 |
| Wymiarowy wymiary transformator, mm: - długość - szerokość - wysokość |
690 |
690 |
695 |
772 |
775 |
760 |
840 |
760 |
840 |
950 |
950 |
1050 |
670 |
225 |
570 |
||
| Waga (kg: - transformator - regulator |
130 62 |
160 100 |
220 - |
250 - |
275 - |
215 - |
280 - |
185 - |
250 | 445 | 540 | 670 | 220 | 323 | 35 | 210 | 230 |
Transformatory z normalnym rozpraszaniem magnetycznym
Transformatory z oddzielnym dławikiem. Sztywną charakterystykę zewnętrzną takiego transformatora uzyskuje się dzięki nieznacznemu rozproszeniu magnetycznemu i niskiej rezystancji indukcyjnej uzwojeń transformatora. Spadające charakterystyki zewnętrzne powstają w wyniku dławika o dużej rezystancji indukcyjnej.
Dane techniczne transformatory STE-24U i STE-34U z dławikami przedstawiono w tabeli.
Transformatory typu STN z wbudowanym dławikiem. Zgodnie z tym schematem konstrukcyjnym transformatory STN-500 i STN-500-1 do ręcznego spawania łukowego oraz transformatory ze zdalnym sterowaniem TS D-500, TS D-2000-2, TSD-1000-3 i TSD-1000-4 do automatycznego oraz półautomatyczne spawanie łukiem krytym. Dane techniczne tych transformatorów podano w tabeli.
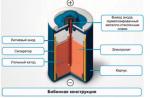
Schemat konstrukcyjny transformatora typu STN systemu akademika V.P. Nikitina i jego zewnętrzne charakterystyki statyczne pokazano na ryc. 1. Upływ magnetyczny i rezystancja indukcyjna uzwojeń (1 i 2) transformatora są małe, a charakterystyka zewnętrzna jest twarda. Charakterystyka opadania powstaje dzięki uzwojeniu reaktywnemu 3, które wytwarza opór indukcyjny. Górna część obwodu magnetycznego jest również częścią rdzenia cewki indukcyjnej.
Regulacja wartości prądu spawania odbywa się poprzez przesuwanie pakietu ruchomego 4 (poprzez mechanizm śrubowy za pomocą uchwytu 5). Napięcie jałowe tych transformatorów wynosi 60-70 V, a znamionowe napięcie pracy Unom = 30 V. Pomimo połączonego obwodu magnetycznego transformator i cewka indukcyjna działają niezależnie od siebie. Pod względem elektrycznym transformatory typu STN nie różnią się od transformatorów z oddzielnymi dławikami typu STE.
Do spawania automatycznego i półautomatycznego stosuje się transformatory typu TSD. Ogólny widok konstrukcji transformatora TSD-1000-3 i jego obwodu elektrycznego pokazano na ryc. 2 i 3.
Transformatory typu TSD mają podwyższone napięcie jałowe (78-85 V), które jest niezbędne do stabilnego wzbudzenia i spalania łuku spawalniczego podczas automatycznego spawania łukiem krytym. Opadająca charakterystyka zewnętrzna transformatora jest tworzona przez uzwojenie reaktywne.
Transformator typu TSD posiada specjalny napęd elektryczny umożliwiający zdalne sterowanie prądem spawania.Do załączenia napędu synchroniczny trójfazowy silnik elektryczny DP z przekładnią ślimakową obniżającą wykorzystuje się dwa rozruszniki magnetyczne PMB i PMM sterowane przyciskami . Ruch ruchomej części pakietu z rdzeniem magnetycznym jest ograniczony przez wyłączniki krańcowe VKB i VKM.
Transformatory wyposażone są w filtry tłumiące zakłócenia radiowe. Oprócz zastosowania do automatycznego i półautomatycznego spawania łukiem krytym, transformatory TSD-1000-3 i TSD-2000-2 znajdują zastosowanie jako źródło prądu do obróbki cieplnej złączy spawanych ze stali stopowych i niskostopowych.
|
|
| Ryż. 1. (a) i jego charakterystyka zewnętrzna (b): 1 - uzwojenie pierwotne, 2 - uzwojenie wtórne, 3 - uzwojenie cewki indukcyjnej, 4 - pakiet ruchomego obwodu magnetycznego, 5 - uchwyt, 6 - obwód magnetyczny. |
|
|
| Ryż. 2. : 1 - wentylator, 2 - uzwojenia transformatora, 3 - obwód magnetyczny, 4 - uzwojenie bierne, 5 - pakiet ruchomy napędu magnetycznego, 6 - mechanizm przesuwania pakietu ruchomego, 7 - rama, 8 - panele zaciskowe, 9 - podwozie . |
|
|
|
Ryż. 3. : Tr - transformator obniżający napięcie, KUB, KUM - przyciski do zdalnego sterowania prądem spawania - "Więcej", "Mniej", PMB, PMM - rozruszniki magnetyczne, DP - silnik drutu mechanizmu poruszającego pakiet rdzenia magnetycznego , VKB, VKM - wyłączniki krańcowe, DV - wentylator silnikowy, Trs - transformator spawalniczy |



Transformatory z rozwiniętym rozpraszaniem magnetycznym
Transformatory typu TC i TSK to mobilne transformatory prętowe obniżające napięcie o zwiększonej indukcyjności rozproszenia. Przeznaczone są do ręcznego spawania łukowego i napawania, mogą być stosowane do spawania łukiem krytym cienkimi drutami. W transformatorach typu TSK kondensator jest podłączony równolegle do uzwojenia pierwotnego w celu zwiększenia współczynnika mocy.
Transformatory typu TS, TSK nie posiadają ruchomych rdzeni, które są podatne na drgania, dzięki czemu pracują niemal bezgłośnie. Regulacja prądu spawania odbywa się poprzez zmianę odległości cewki ruchomej I od cewki nieruchomej II (ryc. 1, c). Kiedy ruchoma cewka jest odsuwana od cewki nieruchomej, zwiększają się strumienie magnetyczne rozproszenia i rezystancja indukcyjna uzwojeń. Każde położenie ruchomej cewki ma swoją własną charakterystykę zewnętrzną. Im dalej od siebie znajdują się cewki, tym większa liczba linii siły magnetycznej zamknie się w przestrzeniach powietrznych bez przechwytywania drugiego uzwojenia i tym bardziej stroma będzie charakterystyka zewnętrzna. Napięcie jałowe w tego typu transformatorach z przesuniętymi cewkami jest o 1,5-2 V wyższe od wartości nominalnej (60 - 65 V)
Na rysunkach pokazano konstrukcję transformatora TC-500 i zewnętrzne charakterystyki prądowo-napięciowe. Dane techniczne transformatorów TS i TSK podano w tabeli. 1.
Do spawania automatycznego zastosowano transformatory spawalnicze typu TDF-1001 i TDF-1601, przeznaczone do zasilania łuku podczas spawania łukiem krytym jednofazowym prądem przemiennym o częstotliwości 50 Hz. Transformatory przeznaczone są do pracy w pomieszczeniach zamkniętych, o zwiększonej indukcyjności rozproszenia. Zapewniają wytworzenie niezbędnych stromo opadających charakterystyk zewnętrznych oraz płynną regulację prądu spawania w wymaganych granicach, a także jego częściową stabilizację w przypadku wahań napięcia w sieci w zakresie od 5 do 10% wartości nominalnej. Dane techniczne transformatora typu TDF podano w tabeli. 2.
Charakterystyka techniczna transformatorów STSH-250 i TSP-2
| Opcje | TDF-1001 | TDF-1601 |
| Znamionowy prąd spawania, A | 1000 | 1600 |
| Granice regulacji prądu spawania, A: - na etapie „małych” prądów - na etapie „dużych” prądów |
400-700 700-1200 |
600-1100 1100-1800 |
| Znamionowe napięcie pierwotne, V | 220 lub 380 | 380 |
| częstotliwość Hz | 50 | 50 |
| Prąd pierwotny, A: - dla wersji 220 V - dla wersji 380 V |
360 220 |
- 480 |
| Napięcie obwodu otwartego wtórnego, V: - przy minimalnym prądzie spawania - przy maksymalnym prądzie spawania |
68 71 |
95 105 |
| Warunkowe znamionowe napięcie robocze, V | 44 | 60 |
| Napięcie wtórne w zależności na wartości prądu spawania (Isv), V |
Un=20+0,04 IV | Un=50+0,00625 IV |
| Stosunek godzin pracy okres do czasu trwania cyklu (PV),% |
100 | 100 |
| Efektywność, % | 87 | 88 |
| Pobór mocy, kW | 82 | 182 |
| Waga (kg | 740 | 1000 |
Charakterystykę zewnętrzną transformatora TDF-1001 i TDF-1601 pokazano na ryc. 2, a i b.
Transformatory typu TDF-1001 i TDF-1601 są instalacjami stacjonarnymi w wykonaniu jednoskrzydłowym z wymuszoną wentylacją. Instalacja składa się z transformatora, stycznika sieciowego, wentylatora i schematu blokowego sterowania.
|
|
|
| Ryż. 2. Charakterystyka zewnętrzna transformatorów: a - TDF-1001, b - TDF-1601. | |
 |
|
|
Ryż. 3. Schemat elektryczny transformatora STSH-500: 1 - rdzeń magnetyczny; 2 - cewka uzwojenia pierwotnego; 3 - cewka uzwojenia wtórnego; 4 - boczniki magnetyczne Ryż. 4. Obwód elektryczny transformatora TM-300-P |
|
 |
|
| Ryż. 1. (a), jego zewnętrzna charakterystyka prądowo-napięciowa (b) i obwód magnetyczny (c): 1 - mechanizm regulacji prądu spawania, 2 - zaciski niskiego napięcia, 3 - cewka ruchoma, 4 - obwód magnetyczny, 5 - cewka stała, 6 - obudowa, 7 - śruba regulacyjna, 8 - zaciski wysokiego napięcia, 9 - pokrywa. | Ryż. 5. (a) i jego charakterystyka zewnętrzna (b): I, II, III, IV - obwody przełączające dla różnych wartości prądu; 1, 2, 3, 4, 5, 6, 7 - numery terminali |


Transformatory z bocznikami magnetycznymi typu STAN, OSTA i STSH (obecnie niedostępne).
Transformator prętowy typu STSH, jednofazowy, wykonany w konstrukcji jednoobudowy i przeznaczony do zasilania łukiem elektrycznym prądem przemiennym o częstotliwości 50 Hz podczas ręcznego spawania łukowego, cięcia i napawania metali. Na ryc. 3 przedstawia schemat transformatora STSH-500.
Rdzeń magnetyczny (rdzeń transformatora) wykonany jest ze stali elektrotechnicznej E42 o grubości 0,5 mm. Blachy stalowe łączone są za pomocą izolowanych kołków.
Cewki uzwojenia pierwotnego transformatora wykonane są z izolowanego drutu aluminiowego o przekroju prostokątnym, a cewki wtórne z gołej szyny aluminiowej, pomiędzy której zwojami ułożone są uszczelki azbestowe w celu odizolowania zwojów od zwarć.
Regulator prądu składa się z dwóch ruchomych boczników magnetycznych umieszczonych w okienku obwodu magnetycznego. Obracając śrubę w kierunku zgodnym z ruchem wskazówek zegara, boczniki rozsuwają się, a w kierunku przeciwnym do ruchu wskazówek zegara, płynnie reguluje się prąd spawania. Im mniejsza odległość między bocznikami, tym niższy prąd spawania i odwrotnie. Boczniki są wykonane z tej samej stali elektrotechnicznej, co rdzeń magnetyczny.
Aby zredukować zakłócenia powstające podczas spawania, zastosowano filtr pojemnościowy dwóch kondensatorów typu KBG-I. Kondensatory są zamontowane po stronie wysokiego napięcia.
Przemysł stworzył szereg nowych przenośnych źródeł zasilania łukiem spawalniczym prądem przemiennym – transformatory małogabarytowe. Przykładami takich transformatorów są na przykład transformatory instalacyjne TM-300-P, TSP-1 i TSP-2.
Transformator montażowy TM-300-P przeznaczony jest do zasilania łuku spawalniczego podczas jednostanowiskowego spawania łukowego podczas prac instalacyjnych, budowlanych i naprawczych. Transformator zapewnia stromo opadającą charakterystykę zewnętrzną (przy stosunku prądu zwarciowego do prądu znamionowego trybu pracy 1,2-1,3) i stopniową regulację prądu spawania, co umożliwia spawanie elektrodami o średnicy 3,4 i 5 mm. Jest to pojedynczy kadłub, lekki i łatwy w transporcie. Transformator TM-300-P posiada oddzielne uzwojenia, co umożliwia uzyskanie znacznej rezystancji indukcyjnej w celu wytworzenia opadającej charakterystyki zewnętrznej. Rdzeń magnetyczny typu rdzennego wykonany jest ze stali teksturowanej walcowanej na zimno E310, E320, E330 o grubości 0,35-0,5 mm. Obwód elektryczny transformatora pokazano na ryc. 4.
Uzwojenie pierwotne składa się z dwóch cewek tej samej wielkości, całkowicie umieszczonych na jednym rdzeniu rdzenia magnetycznego. Uzwojenie wtórne również składa się z dwóch cewek, z czego jedna – główna – umieszczona jest na rdzeniu obwodu magnetycznego wraz z uzwojeniem pierwotnym, a druga – reaktywna – posiada trzy odczepy i jest umieszczona na drugim rdzeniu obwodu magnetycznego. obwód magnetyczny.
Reaktywne uzwojenie wtórne jest znacznie odsunięte od uzwojenia pierwotnego i charakteryzuje się dużymi strumieniami rozproszenia, które decydują o jego zwiększonej rezystancji indukcyjnej. Wartość prądu spawania reguluje się poprzez przełączanie liczby zwojów uzwojenia biernego. Taka regulacja prądu umożliwia zwiększenie napięcia jałowego przy małych prądach, zapewniając warunki stabilnego spalania łuku spawalniczego.
Uzwojenie pierwotne wykonane jest z drutu miedzianego z izolacją, a uzwojenie wtórne nawinięte jest na trzpień. Uzwojenia impregnowane są lakierem silikonowym FG-9, co umożliwia podniesienie temperatury ich nagrzewania do 200° C. Obwód magnetyczny wraz z uzwojeniami umieszczony jest na wózku wyposażonym w dwa koła. Do spawania w warunkach instalacyjnych elektrodami o średnicy 3 i 4 mm stosuje się lekki transformator TSP-1. Transformator przeznaczony jest do krótkotrwałej pracy przy współczynniku obciążenia słupa mniejszym niż 0,5 i elektrodach o średnicy do 4 mm. Obwód elektryczny i charakterystyka zewnętrzna takiego transformatora pokazano na ryc. 5. Ze względu na dużą odległość między uzwojeniem pierwotnym A a uzwojeniem wtórnym B powstają znaczne strumienie upływu magnetycznego.
Spadek napięcia spowodowany rezystancją indukcyjną uzwojeń zapewnia stromo spadające charakterystyki zewnętrzne.
Regulacja prądu spawania odbywa się skokowo, podobnie jak w przypadku transformatora spawalniczego TM-300-P.
Aby zmniejszyć wagę, konstrukcja transformatora została wykonana z wysokiej jakości materiałów - obwód magnetyczny wykonany jest ze stali walcowanej na zimno, a uzwojenia z drutów aluminiowych w izolacji ze szkła żaroodpornego.
Dane techniczne transformatora TSP-1 podano w tabeli 1.
Do spawania w warunkach instalacyjnych przeznaczone są małe, lekkie transformatory spawalnicze STSH-250 z płynną regulacją prądu spawania, opracowane przez Instytut Spawania Elektrycznego E. O. Paton oraz TSP-2, opracowane przez Ogólnounijny Instytut Badawczy Elektrycznego Sprzętu Spawalniczego. również produkowane.
Do wykonywania prac spawalniczych na różnych wysokościach w warunkach instalacyjnych stworzono specjalny transformator spawalniczy TD-304 na płozie, wyposażony w zdalne sterowanie prądem spawania bezpośrednio ze stanowiska pracy spawacza elektrycznego.
Transformatory spawalnicze wielostopniowe i specjalne
Dla spawanie wielostanowiskowe można zastosować dowolny transformator spawalniczy typu STE o sztywnej charakterystyce zewnętrznej, pod warunkiem, że do każdego słupka podłączony zostanie regulator prądu (dławik) typu RST zapewniający opadającą charakterystykę zewnętrzną.
Liczbę słupków podłączonych do wielostanowiskowego transformatora spawalniczego określa wzór
n=Itr / Ip ּ K,
gdzie n to liczba postów; Itr - prąd znamionowy transformatora spawalniczego; Ip - prąd spawania słupka; K - współczynnik obciążenia równy 0,6-0,8.
Na ryc. 1 przedstawia obwód elektryczny spawania wielostanowiskowego z transformatora jednofazowego o charakterystyce sztywnej i regulatora prądu typu RST.
Korzystanie z wielu postów transformatory spawalnicze pozwala na pełniejsze wykorzystanie mocy sprzętu. Do spawania wielopunktowego stosuje się także transformatory trójfazowe z równoległym zasilaniem kilku stanowisk spawalniczych. Jak widać z rys. 2, taki transformator ma uzwojenie pierwotne 1 połączone w trójkąt i uzwojenie wtórne 2 połączone w gwiazdę. Napięcie fazowe (napięcie pomiędzy drutem kulowym a dowolną fazą) powinno wynosić 65-70 V. Regulacja prądu spawania i charakterystyka opadania zapewniona są na każdym stanowisku spawalniczym za pomocą dławików PCT.
Wielostopniowe transformatory spawalnicze mają ograniczone zastosowanie. Do ręcznego spawania łukowego dwiema elektrodami można zastosować trójfazowy transformator spawalniczy (rys. 3). W takim przypadku zapewniona jest większa wydajność spawania, oszczędzana jest energia, cosinus „phi” jest większy, obciążenie jest bardziej równomiernie rozłożone między fazami. Regulator prądu takiego transformatora Tr składa się z dwóch rdzeni z regulowanymi szczelinami powietrznymi. Dwa uzwojenia regulatora 1 i 2 znajdują się na tym samym rdzeniu i są połączone szeregowo z elektrodami, uzwojenie 3 znajduje się na drugim rdzeniu i jest połączone ze spawaną konstrukcją. Przy spawaniu trójfazowym palą się jednocześnie trzy łuki według rozważanego schematu: dwa pomiędzy każdą z elektrod 4, 5 i przedmiotem obrabianym 6 oraz jeden pomiędzy elektrodami 4 i 5. Aby zatrzymać palenie łuku pomiędzy elektrodami 4 i 5, należy zastosować zapewniony jest stycznik magnetyczny K, którego cewka jest połączona równolegle z uzwojeniem 3 regulatorów i przerywa obwód elektryczny pomiędzy elektrodami.
Równoległe połączenie jednofazowych transformatorów spawalniczych
Transformatory spawalnicze łączy się w sposób równoległy w celu zwiększenia mocy źródła prądu. Aby to zrobić, użyj dwóch lub więcej transformatorów tego samego typu o tych samych charakterystykach zewnętrznych i uzwojeniach pierwotnych zaprojektowanych dla tego samego napięcia. Połączenie należy wykonać z tymi samymi fazami sieci odpowiednich zacisków uzwojeń pierwotnych transformatorów o tej samej nazwie, ich uzwojenia wtórne są również połączone za pomocą zacisków o tej samej nazwie.
Schemat połączenia równoległego jednofazowych transformatorów spawalniczych z dławikami typu STE pokazano na rysunku. Gdy dwa transformatory są połączone równolegle, wartość prądu spawania w obwodzie wzrasta odpowiednio 2 razy w porównaniu z jednym transformatorem. Odpowiednio, po podłączeniu trzech transformatorów do pracy równoległej, prąd wzrasta 3-krotnie.
Warunkiem koniecznym równoległej pracy transformatorów jest równomierny rozkład prądu spawania pomiędzy nimi. Wielkość prądu spawania należy regulować jednocześnie taką samą liczbą obrotów pokręteł wszystkich regulatorów lub poprzez jednoczesne naciśnięcie przycisków (jak np. w transformatorach typu TSD). Równość obciążeń pomiędzy transformatorami sprawdzana jest za pomocą amperomierzy.
Oscylatory i wzbudnice łuku impulsowego
Oscylator- jest to urządzenie przetwarzające prąd niskiego napięcia o częstotliwości przemysłowej na prąd wysokiej częstotliwości (150-500 tys. Hz) i wysokie napięcie (2000-6000 V), którego nałożenie na obwód spawalniczy ułatwia wzbudzenie i stabilizację łuku podczas spawania.
Główne zastosowanie oscylatorów stwierdzono przy spawaniu łukiem argonowym prądem przemiennym nietopliwą elektrodą metali o małej grubości oraz przy spawaniu elektrodami o niskich właściwościach jonizujących powłoki. Schemat obwodu oscylatora OSPZ-2M pokazano na ryc. 1.
Oscylator składa się z obwodu oscylacyjnego (kondensator C5, ruchome uzwojenie transformatora wysokiej częstotliwości i ogranicznik P) oraz dwóch cewek dławików indukcyjnych Dr1 i Dr2, transformatora podwyższającego PT i transformatora wysokiej częstotliwości wysokiej częstotliwości służą jako cewka indukcyjna.
Obwód oscylacyjny wytwarza prąd o wysokiej częstotliwości i jest połączony indukcyjnie z obwodem spawania poprzez transformator wysokiej częstotliwości, którego uzwojenia wtórne są podłączone: jedno do uziemionego zacisku panelu wyjściowego, drugie poprzez kondensator C6 i bezpiecznik Pr2 do drugiego terminala. Aby chronić spawacza przed porażeniem elektrycznym, w obwodzie znajduje się kondensator C6, którego rezystancja zapobiega przedostawaniu się prądu o wysokim napięciu i niskiej częstotliwości do obwodu spawania. W przypadku awarii kondensatora C6 w obwodzie znajduje się bezpiecznik Pr2. Oscylator OSPZ-2M przeznaczony jest do bezpośredniego podłączenia do sieci dwufazowej lub jednofazowej o napięciu 220 V.
 |
 |
| Ryż. 1. : ST - transformator spawalniczy, Pr1, Pr2 - bezpieczniki, Dr1, Dr2 - dławiki, C1 - C6 - kondensatory, PT - transformator podwyższający, VChT - transformator wysokiej częstotliwości, R - ogranicznik | Ryż. 2. : Tr1 - transformator spawalniczy, Dr - dławik, Tr2 - transformator podwyższający oscylator, R - ogranicznik, C1 - kondensator obwodu, C2 - kondensator obwodu ochronnego, L1 - cewka samoindukcyjna, L2 - cewka komunikacyjna |
Podczas normalnej pracy oscylator trzeszczy równomiernie, a pod wpływem wysokiego napięcia przerwa iskiernika pęka. Iskiernik powinien wynosić 1,5-2 mm, co reguluje się poprzez dociśnięcie elektrod śrubą regulacyjną. Napięcie na elementach obwodu oscylatora sięga kilku tysięcy woltów, dlatego regulację należy wykonywać przy wyłączonym oscylatorze.
Oscylator musi być zarejestrowany w lokalnym inspektoracie telekomunikacyjnym; podczas pracy monitoruj jego prawidłowe podłączenie do obwodów zasilających i spawalniczych, a także dobry stan styków; pracować z założoną osłoną; zdejmuj obudowę tylko na czas przeglądu lub naprawy i przy odłączonym zasilaniu; monitoruj dobry stan powierzchni roboczych ogranicznika, a jeśli pojawi się sadza, wyczyść je papierem ściernym. Nie zaleca się podłączania oscylatorów o napięciu pierwotnym 65 V do zacisków wtórnych transformatorów spawalniczych, takich jak TS, STN, TSD, STAN, ponieważ w tym przypadku napięcie w obwodzie spada podczas spawania. Aby zasilić oscylator, należy użyć transformatora mocy o napięciu wtórnym 65-70 V.
Schemat podłączenia oscylatorów M-3 i OS-1 do transformatora spawalniczego typu STE pokazano na rys. 2. Charakterystyki techniczne oscylatorów podano w tabeli.
Specyfikacje oscylatorów
| Typ | Podstawowy napięcie, V |
napięcie wtórne na biegu jałowym, V |
Strawiony Moc, W |
Wymiarowy wymiary, mm |
Waga (kg |
| M-3 OS-1 OSPC TU-2 TU-7 TU-177 OSPZ-2M |
40 - 65 65 200 65; 220 65; 220 65; 220 220 |
2500 2500 2300 3700 1500 2500 6000 |
150 130 400 225 1000 400 44 |
350x240x290 315x215x260 390x270x310 390 x 270 x 350 390 x 270 x 350 390 x 270 x 350 250x170x110 |
15 15 35 20 25 20 6,5 |
Wzbudniki łuku impulsowego
Są to urządzenia służące do podawania zsynchronizowanych impulsów o podwyższonym napięciu do łuku spawalniczego prądu przemiennego w momencie zmiany biegunowości. Dzięki temu ponowne zajarzenie łuku jest znacznie ułatwione, co pozwala obniżyć napięcie jałowe transformatora do 40-50 V.
Wzbudniki impulsów stosuje się wyłącznie do spawania łukowego w osłonie gazu elektrodą nietopliwą. Wzbudniki od strony wysokiej są podłączone równolegle do zasilania transformatora (380 V), a na wyjściu - równolegle do łuku.
Do spawania łukiem krytym stosowane są mocne wzbudnice szeregowe.
Wzbudniki łuku impulsowego są stabilniejsze w działaniu niż oscylatory, nie powodują zakłóceń radiowych, ale z powodu niewystarczającego napięcia (200-300 V) nie zapewniają zajarzenia łuku bez kontaktu elektrody z przedmiotem obrabianym. Istnieją również przypadki łącznego zastosowania oscylatora do początkowego zapłonu łuku i wzbudnicy impulsowej w celu utrzymania jego późniejszego stabilnego spalania.
Stabilizator łuku spawalniczego
Aby zwiększyć wydajność ręcznego spawania łukowego i oszczędne wykorzystanie energii elektrycznej, stworzono stabilizator łuku spawalniczego SD-2. Stabilizator utrzymuje stabilne spalanie łuku spawalniczego podczas spawania prądem przemiennym elektrodą topliwą przykładając go do łuku na początku każdego okresu impulsu napięciowego.
Stabilizator rozszerza możliwości technologiczne transformatora spawalniczego i pozwala na wykonywanie spawania prądem przemiennym elektrodami UONI, ręcznego spawania łukowego elektrodą nietopliwą wyrobów ze stali stopowych i stopów aluminium.
Schemat zewnętrznych połączeń elektrycznych stabilizatora pokazano na rys. 2. 3, a, oscylogram impulsu stabilizującego - na ryc. 3b.
Spawanie z wykorzystaniem stabilizatora pozwala na bardziej ekonomiczne wykorzystanie energii elektrycznej, poszerza możliwości technologiczne zastosowania transformatora spawalniczego, obniża koszty eksploatacji i eliminuje podmuch magnetyczny.
Urządzenie spawalnicze „Wyładowanie-250”. Urządzenie to zostało opracowane w oparciu o transformator spawalniczy TSM-250 i stabilizator łuku spawalniczego, który wytwarza impulsy o częstotliwości 100 Hz.
Schemat funkcjonalny urządzenia spawalniczego oraz oscylogram napięcia jałowego na wyjściu urządzenia pokazano na ryc. 4, a, b.
 |
 |
|
Ryż. 3. : a - schemat: 1 - stabilizator, 2 - transformator kuchenny, 3 - elektroda, 4 - produkt; b - oscylogram: 1 - impuls stabilizujący, 2 - napięcie na uzwojeniu wtórnym transformatora |
Ryż. 4. a - schemat urządzenia; b - oscylogram napięcia jałowego na wyjściu urządzenia |
Urządzenie Discharge-250 przeznaczone jest do ręcznego spawania łukowego prądem przemiennym dowolnymi elektrodami topiącymi, w tym także przeznaczonymi do spawania prądem stałym. Urządzenie można stosować podczas spawania elektrodami nietopliwymi, np. przy spawaniu aluminium.
Stabilne spalanie łuku zapewnia przyłożenie do łuku na początku każdego półokresu napięcia przemiennego transformatora spawalniczego impulsu napięciowego o bezpośredniej polaryzacji, tj. pokrywającego się z polaryzacją określonego napięcia.
Dane wyjściowe do takich obliczeń to: P nom – znamionowa moc krótkotrwała transformatora, PV nom – znamionowy czas załączenia, U 1 – napięcie w sieci zasilającej maszynę, E 2 – e. ds. uzwojenie wtórne, a także ograniczenia i liczbę stopni regulacji. Rnom i E 2 są zwykle ustawiane na wypadek załączenia transformatora na przedostatnim stopniu, który po włączeniu na ostatnim, najwyższym stopniu (E 2 ma wartość maksymalną) zapewnia pewną rezerwę mocy.
Obliczenia transformatora spawalniczego rozpoczynają się od określenia wymiarów rdzenia. Przekrój rdzenia (w cm2) określa się według wzoru
Gdzie mi 2- szacunkowy m.in. ds. uzwojenie wtórne transformatora w V
F- Częstotliwość prądu przemiennego (zwykle 50 Hz)
w 2- liczba zwojów uzwojenia wtórnego (jeden, rzadko dwa);
W- maksymalna dopuszczalna indukcja w gausach (gs)
k- współczynnik uwzględniający obecność pomiędzy cienkimi blachami stalowymi, z których montowany jest rdzeń, izolacją i szczelinami powietrznymi.
Dopuszczalna indukcja B zależy od gatunku stali. W przypadku stosowania stopowej stali transformatorowej w transformatorach zgrzewanych oporowo, maksymalna indukcja zwykle mieści się w zakresie 14000 - 16000 gausów.
Przy dobrym skurczu rdzenia z blach o grubości 0,5 mm izolowanych lakierem, k - 1,08; z izolacją papierową k może wzrosnąć do 1,12.
W transformatorze pancernym z rozgałęzionym obwodem magnetycznym obliczony przekrój uzyskany ze wzoru odnosi się do pręta centralnego, który przechodzi pełny strumień magnetyczny. Przekrój pozostałych odcinków obwodu magnetycznego, przechodzących połowę przepływu, zmniejsza się 2 razy.
Przekrój każdego pręta transformatora jest zwykle prostokątem o proporcjach od 1:1 do 1:3.
Liczba zwojów uzwojenia pierwotnego zależy od granic regulacji napięcia wtórnego transformatora. Regulację tę osiąga się w większości przypadków poprzez zmianę przekładni transformatora poprzez załączenie większej lub mniejszej liczby zwojów uzwojenia pierwotnego. Na przykład przy napięciu pierwotnym 220 V i maksymalnej wartości E 2 \u003d 5 V współczynnik transformacji wynosi 44, a przy jednym zwoju uzwojenia wtórnego uzwojenie pierwotne powinno mieć 44 zwoje; jeśli konieczne jest obniżenie E 2 (w procesie regulacji mocy transformatora) do 4, współczynnik transformacji wzrasta do 55, co wymaga 55 zwojów uzwojenia pierwotnego. Zwykle granice kontrolne maszyn kontaktowych (stosunek E 2 max / E 2 min) wahają się od 1,5 do 2 (w niektórych przypadkach granice te są nawet szersze). Im szersze są granice regulacji transformatora (im mniejsze E 2 min przy stałej wartości E 2 max), tym więcej zwojów powinno mieć jego uzwojenie pierwotne i odpowiednio większe zużycie miedzi na produkcję transformatora. W tym zakresie szersze granice kontrolne stosuje się w maszynach typu uniwersalnego (rozszerza to możliwość ich zastosowania w produkcji), a węższe – w maszynach specjalistycznych, przeznaczonych do wykonywania określonej operacji spawalniczej.
Znając wartość E 2 dla stopnia nominalnego i granic kontrolnych, łatwo jest obliczyć całkowitą liczbę zwojów uzwojenia pierwotnego za pomocą wzoru
Przy dwóch zwojach uzwojenia wtórnego uzyskana wartość w l podwaja się.
Liczba stopni regulacji mocy transformatora zgrzewającego oporowego mieści się zwykle w przedziale 6-8 (czasami wzrasta do 16, a nawet 64). Ilość zwojów wchodzących w skład każdego etapu regulacji dobiera się tak, aby stosunek e. ds. dla dowolnych dwóch sąsiednich etapów była w przybliżeniu taka sama.
Przekrój drutu uzwojenia pierwotnego oblicza się na podstawie prądu ciągłego na etapie znamionowym I l. Krótkoterminowy prąd znamionowy wstępnie określa się za pomocą wzoru
Prąd ciągły oblicza się z wartości nominalnej PV%, korzystając ze wzoru lub wykresu na ryc. 128. Przekrój drutu oblicza się ze wzoru
gdzie j lnp jest dopuszczalną ciągłą gęstością prądu w uzwojeniu pierwotnym. W przypadku drutów miedzianych uzwojenia pierwotnego z naturalnym chłodzeniem (powietrzem) j lnp \u003d 1,4 - 1,8 a / mm2. Dzięki dokładnemu dopasowaniu uzwojenia pierwotnego do elementów cewki wtórnej, które mają intensywne chłodzenie wodą, można znacznie zwiększyć gęstość prądu w uzwojeniu pierwotnym (do 2,5 - 3,5 A / mm 2) ze względu na ich lepsze chłodzenie. Jak wspomniano powyżej, przekrój zwojów uzwojenia pierwotnego, które są włączane tylko przy niskich stopniach regulacji (przy stosunkowo niskim prądzie), można zmniejszyć w porównaniu z przekrojem zwojów przepuszczających maksymalny prąd , po włączeniu na ostatnim etapie. Wymagany przekrój cewki wtórnej jest określony przez prąd ciągły I 2pr w obwodzie wtórnym maszyny. Około I 2pr \u003d n * I 1pr,
gdzie n jest przekładnią transformacji na nominalnym stopniu włączenia transformatora. Przekrój cewki wtórnej wynosi
W zależności od konstrukcji i sposobu chłodzenia miedzianej cewki wtórnej dopuszczalne są następujące gęstości prądu: w niechłodzonej elastycznej cewce wykonanej z folii miedzianej - 2,2 A / mm 2; w cewce z chłodzeniem wodnym - 3,5 a / mm 2; w niechłodzonej sztywnej cewce - 1,4-1,8 a / mm 2. Wraz ze wzrostem gęstości prądu masa miedzi maleje, ale straty w niej rosną, a wydajność transformatora maleje.
Liczba zwojów uzwojenia pierwotnego i wtórnego transformatora oraz ich przekrój poprzeczny (uwzględniając położenie izolacji) decydują o wielkości i kształcie okienka w rdzeniu transformatora, w którym należy umieścić elementy uzwojenia . To okno jest zwykle projektowane w proporcjach od 1:1,5 do 1:3. Podłużny kształt okna umożliwia rozmieszczenie uzwojeń bez konieczności stosowania dużej wysokości cewki, co prowadzi do wzrostu zużycia miedzi w wyniku zauważalnego wydłużenia zewnętrznych zwojów uzwojenia. Wymiary okna i wcześniej znalezionych przekrojów prętów rdzeniowych całkowicie determinują kształt tego ostatniego.
Kolejnym krokiem w obliczeniach transformatora jest określenie jego prądu jałowego. W tym celu wstępnie oblicza się masę rdzenia i określa w nim straty energii czynnej Rf. Ponadto aktywny składnik prądu jałowego oblicza się ze wzoru
I jego składnik reaktywny (prąd magnesujący) - zgodnie ze wzorem ![]() . Całkowity prąd bez obciążenia definiuje się jako długość przeciwprostokątnej w trójkącie prostokątnym
. Całkowity prąd bez obciążenia definiuje się jako długość przeciwprostokątnej w trójkącie prostokątnym
Praca transformatora spawalniczego opiera się na zjawisku indukcji elektromagnetycznej. Stan jałowy transformatora ustala się przy rozwartym uzwojeniu wtórnym w chwili załączenia uzwojenia pierwotnego do sieci prądu przemiennego o napięciu U1.
Działanie transformatora
W tym przypadku prąd I1 przepływa przez uzwojenie pierwotne, co wytwarza przemienny strumień magnetyczny Ф1. Strumień ten indukuje w uzwojeniu wtórnym napięcie przemienne U2. Ponieważ obwód wtórny jest otwarty, nie płynie w nim prąd I2 = 0 i nie ma zużycia energii w obwodzie wtórnym. Dlatego napięcie wtórne przy bez obciążenia jest maksymalne i wartość tę nazywa się napięciem bez obciążenia U2 \u003d Uxx.
Stosunek napięć uzwojenia pierwotnego i wtórnego na biegu jałowym nazywany jest współczynnikiem transformacji K. Jest on również równy stosunkowi liczby zwojów uzwojenia pierwotnego w1 i uzwojenia wtórnego w2:

W transformatorach spawalniczych napięcie sieciowe 220 V lub 380 V zamieniane jest na niższe napięcie jałowe U2 = Uхх = 60...80 V.
Tryb obciążenia jest ustawiany z powodu zamknięcia obwodu uzwojenia wtórnego w momencie zapłonu łuku. W tym przypadku pod działaniem napięcia U2 w uzwojeniu wtórnym i łuku pojawia się prąd I2 = Ist. Ten prąd w rdzeniu wytwarza przemienny strumień magnetyczny, który ma tendencję do zmniejszania ilości strumienia wytwarzanego przez uzwojenie pierwotne F1. Przeciwdziałając temu, wzrasta natężenie prądu w uzwojeniu pierwotnym. Wzrost zużycia energii w uzwojeniu pierwotnym powinien być równy wzrostowi energii wydzielanej przez łuk przez uzwojenie wtórne, zgodnie z zasadą zachowania energii.
Napięcie w uzwojeniu wtórnym transformatora pod obciążeniem wynosi:

gdzie Ud jest spadkiem napięcia na łuku; XL to rezystancja indukcyjna obwodu spawania.
Rezystancja omowa obwodu spawania R, łącznie z przedłużeniem elektrody, jest znacznie mniejsza niż rezystancja indukcyjna XL. Z tego powodu przy obliczaniu U2 pomija się wartość R.
Część strumienia magnetycznego Fr na drodze od uzwojenia pierwotnego do uzwojenia wtórnego jest rozpraszana w przestrzeni. Strumień magnetyczny rozproszenia jest tym większy, im większa jest odległość między uzwojeniami.
W rezultacie uzwojenie wtórne przenika strumień magnetyczny Ф2. Spadającą zewnętrzną charakterystykę prądowo-napięciową transformatora spawalniczego uzyskuje się w wyniku zmiany wielkości rozproszenia strumienia magnetycznego Fr.
W tym przypadku napięcie łuku Ud maleje Ud \u003d U2 - Iw XL wraz ze wzrostem natężenia prądu spawania Iw i rezystancji indukcyjnej XL.
Jak pokazano na poniższym rysunku, transformator można regulować:
poprzez zmianę reaktancji indukcyjnej transformatora spawalniczego XL,
poprzez zmianę napięcia obwodu otwartego Uxx.

Regulacja natężenia prądu spawania Iw, natężenia prądu zwarciowego Ikz oraz napięcia jałowego Uxx transformatora
Pierwsza metoda jest bardziej powszechna i pozwala płynnie regulować prąd spawania. Druga metoda jest stosowana jako dodatkowa. Z reguły transformator ma jedną lub dwie stałe wartości Uxx i U „xx. U” xx uzyskuje się instalując dodatkowe sekcje w uzwojeniu pierwotnym lub wtórnym. Przy wartości napięcia biegu jałowego U”xx, podobnie jak w przypadku Uxx, można płynnie regulować rezystancję indukcyjną XL, a co za tym idzie, prąd spawania Iw i prąd zwarciowy Ikz.
Płynna dwuzakresowa regulacja prądu pozwala na zmniejszenie masy i wymiarów transformatora. Aby uzyskać wysoki zakres prądu, zarówno cewki pierwotne, jak i wtórne są połączone parami równolegle, jak pokazano na poniższym rysunku. Aby uzyskać zakres niskich prądów, cewki uzwojenia pierwotnego i wtórnego łączy się szeregowo.
![]()
Schemat konstrukcyjny transformatora spawalniczego z ruchomymi cewkami uzwojenia wtórnego
Regulacja prądu spawania Iw (a także Ikz) przy stałym napięciu jałowym transformatora Uxx możliwa jest jedynie poprzez zmianę rezystancji indukcyjnej.
W istniejących konstrukcjach transformatorów regulację rezystancji indukcyjnej obwodu wtórnego można przeprowadzić:
zmiana odległości między uzwojeniem pierwotnym i wtórnym;
poprzez zmianę szczeliny obwodu magnetycznego cewki indukcyjnej, wykonanej oddzielnie od transformatora.
Pierwsza opcja jest interesująca ze względu na prostą i niezawodną konstrukcję. Jeśli jednak konieczne będzie spawanie w odległości 10…40 metrów od transformatora, spawacz zawsze będzie miał pod ręką osobny regulator. Taki regulator waży znacznie mniej niż transformator, więc łatwiej go przenosić.
W przypadku zwarcia elektroda dotyka produktu Ud \u003d 0. Napięcie w uzwojeniu wtórnym U2 \u003d Ikz XL. Stąd
Napięcie powyżej 36 V jest uważane za niebezpieczne w sieci elektrycznej. Wtórne napięcie jałowe transformatorów spawalniczych osiąga 80 woltów, a podczas wykonywania prac spawania elektrycznego spawacz może doznać obrażeń elektrycznych w wilgotnych pomieszczeniach i ze skutkiem śmiertelnym.
Wtórne napięcie jałowe podczas procesu spawania maleje zgodnie ze stromo opadającą charakterystyką obciążenia.
Stosowanie przy wykonywaniu prac spawalniczych podstawowego sprzętu ochronnego w postaci gumowych rękawic i butów stwarza dodatkowe niedogodności i nie zawsze chroni przed porażeniem prądem.
Stosowanie spawarek o niskim napięciu obwodu wtórnego doprowadzi do niestabilnego zapłonu łuku spawalniczego, czas trwania zajarzenia jest nie krótszy niż 20 ms – nie krótszy niż czas kontaktu elektrody spawalniczej z przedmiotem spawanym. Prawie wszystkie fabryczne transformatory spawalnicze mają napięcie biegu jałowego 80 woltów i napięcie robocze 36–46 woltów prądu przemiennego przy maksymalnym prądzie łuku spawalniczego.
Zastosowanie urządzeń stacjonarnych do zmniejszenia napięcia jałowego spawarek w wersji przenośnej jest niemożliwe z wielu powodów: dużych wymiarów i wagi, obowiązkowego uziemienia wtórnego, nieprawidłowego działania spowodowanego rozmytym przełączaniem podczas korzystania z przełączania przekaźnika.
Cele urządzenia:
Możliwe jest zmniejszenie napięcia wtórnego spawarki prostymi metodami:
1. W obwodzie pierwotnym zamontować rezystor - reostat z płynną regulacją rezystancji. Wadą takiego urządzenia są duże wymiary oraz straty energii elektrycznej na podgrzanie rezystancji, brak możliwości automatycznego utrzymania napięcia obwodu wtórnego w danych przejściach.
2. Strat ciepła można pozbyć się drugą metodą - zasilając uzwojenie pierwotne przez kondensator izolacyjny, wadą takiego włączenia jest to, że w pewnych warunkach powstaje rezonans napięcia i ich prawie dwukrotny wzrost na uzwojeniach kondensatora i transformatora .
Może to doprowadzić do awarii tych elementów, a nawet pożaru.
3. Trzeci sposób zmniejszenia napięcia obwodu jałowego jest prosty w realizacji, ale wymaga dodatkowych kosztów wykonania obwodu ograniczającego postój spawarki, pozwala utrzymać napięcie wtórne na bezpiecznym poziomie przez dowolnie długi czas czasie automatycznie, niemal natychmiastowo zapala łuk w każdym stanie powierzchni spawanego metalu.
Specyfikacje urządzenia:
Napięcie sieciowe -220/380 V.
Moc spawarki nie jest ograniczona.
Prąd spawania - nieograniczony.
Napięcie jałowe obwodu spawania wynosi 16–36 V prądu przemiennego.
Napięcie zapłonu łuku spawalniczego wynosi -80 -120 woltów.
Czas zajarzenia łuku 8-16 ms.
Częstotliwość sieciowa 50 Hz.
Oszczędność energii w cyklu pracy od 30% do 62%.
Obecne regulacje 36%.
Cel użytkowania urządzenia:
1) ochrona personelu przy wykonywaniu prac spawalniczych w niebezpiecznych warunkach przemysłowych i domowych
2) zmniejszenie napięcia obwodu spawalniczego do dopuszczalnych granic
3) ograniczenie obciążenia sieci elektrycznej prądami jałowymi
4) obniżenie temperatury transformatora spawalniczego podczas pracy
5) poprawa jakości spawania dzięki możliwości regulacji prądu spawania i stabilnemu zajarzeniu łuku
6) oszczędność energii elektrycznej zużywanej przez jednostkę na biegu jałowym.
Zasada działania urządzenia polega na wstępnym ograniczeniu napięcia jałowego obwodu spawania, automatycznym, stabilnym zapłonie łuku spawalniczego, poprzez krótkotrwałe podanie zwiększonego napięcia do obwodu spawania i utrzymaniu prądu spawania w ustalonych korytarzach.
Schemat urządzenia ograniczenie biegu jałowego spawarki składa się z budżetowego transformatora spawalniczego T 3 (ryc. 1) z obwodami zabezpieczającymi FU1 i przełączaniem SA1 elementów obwodu pierwotnego i obwodu wtórnego - mostka diodowego VD 7, dławika L 1 i filtra kondensator C7.
Potężny triak VS1 z obwodami przeciwzakłóceniowymi C6, R15 jest zawarty w przerwie w obwodzie pierwotnym transformatora spawalniczego.
W obwodzie wtórnym transformatora spawalniczego T3 zainstalowany jest przekładnik prądowy T2, który usuwa sygnał sprzężenia zwrotnego niezbędny do uruchomienia obwodu i regulacji prądu spawania.
W celu galwanicznej izolacji obwodu jednostki sterującej od niebezpiecznych skutków sieci, obwód elektroniczny jest zasilany przez transformator mocy T1, a triak VS1 jest sterowany za pomocą transoptora dinistorowego DA2 zawartego w obwodzie kolektora wzmacniacza na tranzystorze VT2 . Dioda HL1 sygnalizuje stan pracy urządzenia.
Programowalny timer analogowy na chipie DA1 pozwala na ustawienie w odpowiednim czasie niezbędnych trybów pracy urządzenia.
Wzmacniacz wejściowy sygnału sprzężenia zwrotnego na tranzystorze VT1 umożliwia wstępne wzmocnienie słabego sygnału do poziomu wystarczającego do przełączenia timera w tryb pracy, wraz z rozwojem funkcji - ograniczenie napięcia obwodu otwartego, impulsowy zapłon spawania łuku i ustawienie prądu roboczego w zależności od przekroju elektrody spawalniczej.
Gdy prąd spawania przepływa przez uzwojenie (1) przekładnika prądowego T2, powstaje niewielkie napięcie, które po wyprostowaniu przez mostek diodowy VD4 jest wygładzane przez kondensator C4 i stabilizowane na poziomie trzech woltów przez stabilizator VD3. Z rezystora nastawczego R7 przez diodę odwrotną VD2 napięcie sprzężenia zwrotnego jest podawane na wejście przedwzmacniacza na tranzystorze VT1. Wzmocnienie zależy od właściwości tranzystora i wartości rezystorów R1, R2, R3. Początkowe napięcie kolektora wynoszące 2/3 Up uniemożliwia uruchomienie timera DA1, a w obecności sygnału wejściowego sprzężenia zwrotnego tranzystor VT1 natychmiast się przełącza, a napięcie kolektora spada do 1/3 Up, co stwarza warunki do uruchomienia regulator czasowy. Kondensator C2 poprawia warunki przełączania i opóźnia wyłączenie o ułamek sekundy w przypadku pęknięcia elektrody spawalniczej, chroniąc przed zanikiem łuku.
Niski poziom na wejściu 2DA1 dolnego komparatora czasowego multiwibratora rezerwowego pozwala na jego pracę, a na wyjściu (3) pojawia się wysoki poziom.
Oczekujący multiwibrator na timerze zaczyna generować na wyjściu prostokątny impuls napięcia o czasie trwania T1 \u003d 1,1 (R4 + R5) C1, pod koniec tego procesu i gdy napięcie na kondensatorze osiągnie 2 / 3U, górny komparator zostanie wyzwolony na wejściu (6) DA1, wyjście mikroukładu przejdzie w stan zerowy, wewnętrzny tranzystor timera otworzy się i rozładuje kondensator C1 z czasem T2 = C1R6. Jeżeli pojawi się sygnał sprzężenia zwrotnego, proces generowania impulsów prostokątnych będzie kontynuowany.
Zasilanie mikroukładu i przedwzmacniacza wykonane jest ze stabilizatora parametrycznego na diodzie Zenera VD1 i rezystora ograniczającego R8.
Impulsy o polaryzacji dodatniej przez rezystor R9 z wyjścia 3 DA1 timera są podawane do podstawy VT2 wzmacniacza tranzystorowego, a rezystory R7 ustawiają napięcie obwodu otwartego uzwojenia wtórnego transformatora spawalniczego.
Tranzystor VT2 o częstotliwości określonej przez parametry zewnętrznych elementów timera DA1 poprzez transoptor DA2 otwiera triak VS1 w obu polaryzacjach sieci prądu przemiennego.
Elementy radiowe w obwodzie są instalowane fabrycznie: rezystory MLT -0,125 lub C-29 -0,12, rezystor R16 o mocy co najmniej dwóch watów. Kondensatory typu KM i K50. Tranzystory o odwróconym przewodzeniu o wzmocnieniu co najmniej V -100 odpowiednio typu KT315 i KT815B z obwodem. Zamiast timera DA1 można zainstalować analog serii 555 lub 7555.
Rodzaj użytego triaka zależy od transformatora spawalniczego. Przekładnik prądowy T2 typ TK 20 -100/5.
Transformator mocy T1 - CCI -112 na napięcie 8-10 woltów i prąd co najmniej 100 mA, moc 8-15 watów.
Płytka urządzenia ograniczającego bieg jałowy transformatora spawalniczego montowana jest w obudowie o odpowiedniej wielkości, osobno umieszczony jest przekładnik prądowy T2, istnieje możliwość montażu urządzenia poza obudową spawarki.
Konfiguracja urządzenia zacznij od monitorowania napięcia na rezystorze R8. Górne wyjście rezystora R7 należy najpierw odłączyć od obwodu. Rezystor R5 z tymczasowo zamkniętymi wyjściami 2,6 DA1 ustawia napięcie wtórne transformatora spawalniczego na nie niższe niż 16 woltów i nie wyższe niż 36 woltów, w zależności od warunków pracy. Następnie po zamknięciu obwodu spawania elektrodą o średnicy 3 mm należy za pomocą rezystora R7 ustawić punkt przełączenia timera DA1 tak, aby zwiększyć jasność diody sterującej HL1 i pojawienie się pełnego napięcia na uzwojeniu wtórnym przewodu transformator T3. Rezystor R4 reguluje prąd spawania w małych granicach. Schemat urządzenia wykonany jest na płycie o wymiarach 140 * 35 mm z jednostronnej folii z włókna szklanego.
Literatura:
1.S.Zamkowa. Ogranicznik napięcia transformatora spawalniczego. „Radio” nr 8, 1984, s. 55-56.
Lista elementów radiowych
| Przeznaczenie | Typ | Określenie | Ilość | Notatka | Sklep | Mój notatnik |
|---|---|---|---|---|---|---|
| DA1 | Programowalny timer i oscylator | NE555 | 1 | KR1006VI11 | Do notatnika | |
| VT1 | tranzystor bipolarny | KT3102B | 1 | Do notatnika | ||
| VT2 | tranzystor bipolarny | KT972A | 1 | Do notatnika | ||
| VD1 | Dioda Zenera | KS210B | 1 | Do notatnika | ||
| VD2 | Dioda Zenera | KS512B | 1 | Do notatnika | ||
| VD3 | Dioda Zenera | KS133A | 1 | Do notatnika | ||
| VD4-VD6 | Mostek diodowy | KTS407A | 3 | Do notatnika | ||
| VD7 | Dioda | D160 | 4 | Do notatnika | ||
| VS1 | Tyrystor i triak | TS132-40-12 | 1 | Do notatnika | ||
| DA2 | transoptor | AOU103V | 1 | Do notatnika | ||
| C1, C3 | Kondensator | 0,01 uF | 2 | Do notatnika | ||
| C2 | 1 uF | 1 | Do notatnika | |||
| C4 | kondensator elektrolityczny | 10uF | 1 | Do notatnika | ||
| C5 | kondensator elektrolityczny | 470uF 50V | 1 | Do notatnika | ||
| C6 | Kondensator | 1uF 600V | 1 | Do notatnika | ||
| C7 | kondensator elektrolityczny | 10000uF 100V | 1 | Do notatnika | ||
| C7 | Kondensator | 0,1 uF 600 V | 1 | Do notatnika | ||
| R1 | Rezystor | 16 kiloomów | 1 | Do notatnika | ||
| R2 | Rezystor | 1 MΩ | 1 | Do notatnika | ||
| R3 | Rezystor | 1,2 kOhm | 1 | Do notatnika | ||
| R4 | Rezystor | 3,6 kOhm | 1 | Do notatnika | ||
| R5 | Rezystor zmienny | 220 kiloomów | 1 | Do notatnika | ||
| R6 | Rezystor | 120 omów | 1 | Do notatnika | ||
| R7 | Rezystor trymera | 3,3 kOhm | 1 | Do notatnika | ||
| R8 | Rezystor | 910 omów | 1 | Do notatnika | ||
| R9 | Rezystor | 560 omów | 1 | Do notatnika | ||
| R10 | Rezystor | 470 kiloomów | 1 | Do notatnika | ||
| R11 | Rezystor trymera | 510 kiloomów | 1 |
Transformatory spawalnicze ze względu na fazę prądu elektrycznego dzielą się na jednofazowe i trójfazowe, a ze względu na liczbę słupków na jednostanowiskowe i wielostanowiskowe. Transformator jednostacyjny służy do dostarczania prądu spawania do jednego miejsca pracy i ma odpowiednią charakterystykę zewnętrzną.
Transformator wielostopniowy służy do jednoczesnego zasilania kilku łuków spawalniczych (stacji spawalniczych) i ma sztywną charakterystykę. Aby zapewnić stabilne spalanie łuku spawalniczego i zapewnić opadającą charakterystykę zewnętrzną, w obwodzie spawania łukowego znajduje się dławik. Do spawania łukowego transformatory spawalnicze dzielą się na dwie główne grupy według ich cech konstrukcyjnych:
transformatory o normalnym rozproszeniu magnetycznym, konstrukcyjnie wykonane w postaci dwóch odrębnych urządzeń (transformator i dławik) lub w jednej wspólnej obudowie;
transformatory z rozwiniętym prądem upływu magnetycznego, różniące się konstrukcyjnie sposobem regulacji (z ruchomymi cewkami, z bocznikami magnetycznymi, z regulacją skokową).
W ZSRR znalazły zastosowanie transformatory obu grup, a w ostatnich latach głównie transformatory w wykonaniu jednoskrzydłowym z rozwiniętym rozpraszaniem magnetycznym i bocznikami magnetycznymi.
Transformatory o normalnym rozproszeniu magnetycznym.
Transformatory z oddzielnym dławikiem. Sztywną charakterystykę zewnętrzną takiego transformatora uzyskuje się dzięki nieznacznemu rozproszeniu magnetycznemu i niskiej rezystancji indukcyjnej uzwojeń transformatora. Spadające charakterystyki zewnętrzne powstają w wyniku dławika o dużej rezystancji indukcyjnej.
Dane techniczne transformatorów STE-24U i STE-34U z dławikami podano w tabeli. 23.
Tabela 23
Specyfikacje transformatorów spawalniczych

Kontynuacja tabeli. 23

Transformatory typu STN z wbudowanym dławikiem. Zgodnie z tym schematem projektowym transformatory STN-500 i STN-500-1 do ręcznego spawania łukowego oraz transformatory zdalnie sterowane TSD-500, TSD-2000-2, TSD-1000-3 i TSD-1000-4 do spawania automatycznego i półautomatycznego -spawanie automatyczne pod topnikiem. Dane techniczne tych transformatorów podano w tabeli. 23.
Schemat konstrukcyjny transformatora typu STN systemu akademika V.P. Nikitina i jego zewnętrzne charakterystyki statyczne pokazano na ryc. 58. Upływ magnetyczny i rezystancja indukcyjna uzwojeń ( 1
I 2
) transformatora są małe, charakterystyka zewnętrzna jest sztywna. Charakterystyka opadania jest tworzona przez uzwojenie reaktywne 3
, co tworzy reaktancję indukcyjną. Górna część obwodu magnetycznego jest również częścią rdzenia cewki indukcyjnej.

Wartość prądu spawania reguluje się przesuwając pakiet ruchomy 4
(mechanizm śrubowy z uchwytem 5
). Napięcie obwodu otwartego tych transformatorów wynosi 60–70 V i znamionowe napięcie robocze U nom = 30 V. Pomimo połączonego obwodu magnetycznego transformator i cewka indukcyjna działają niezależnie od siebie. Pod względem elektrycznym transformatory typu STN nie różnią się od transformatorów z oddzielnymi dławikami typu ste.
Do spawania automatycznego i półautomatycznego stosuje się transformatory typu TSD. Ogólny widok konstrukcji transformatora TSD-1000-3 i jego obwodu elektrycznego pokazano na ryc. 59 i 60.


Transformatory typu TSD mają podwyższone napięcie biegu jałowego (78 - 85 V), niezbędne do stabilnego wzbudzenia i spalania łuku spawalniczego w automatycznym spawaniu łukiem krytym.
Opadająca charakterystyka zewnętrzna transformatora jest tworzona przez uzwojenie reaktywne 4
. Transformator typu TSD posiada specjalny napęd elektryczny umożliwiający zdalne sterowanie prądem spawania. Do załączenia napędu synchronicznego trójfazowego silnika elektrycznego DP z przekładnią ślimakową obniżającą stosuje się dwa rozruszniki magnetyczne PMB i PMM sterowane przyciskami. Ruch ruchomej części pakietu z rdzeniem magnetycznym jest ograniczony przez wyłączniki krańcowe VKB i VKM.
Transformatory wyposażone są w filtry tłumiące zakłócenia radiowe. Oprócz zastosowania do automatycznego i półautomatycznego spawania łukiem krytym, transformatory TSD-1000-3 i TSD-2000-2 znajdują zastosowanie jako źródło prądu do obróbki cieplnej złączy spawanych ze stali stopowych i niskostopowych.
Transformatory z rozwiniętym rozpraszaniem magnetycznym. Transformatory typu TS i TSK to mobilne transformatory prętowe obniżające napięcie o zwiększonej indukcyjności rozproszenia. Przeznaczone są do ręcznego spawania łukowego i napawania, mogą być stosowane do spawania łukiem krytym cienkimi drutami. W transformatorach typu TSK kondensator jest podłączony równolegle do uzwojenia pierwotnego w celu zwiększenia współczynnika mocy.
Transformatory typu TS, TSK nie posiadają ruchomych rdzeni, które są podatne na drgania, dzięki czemu pracują niemal bezgłośnie. Regulacja prądu spawania odbywa się poprzez zmianę odległości pomiędzy elementami ruchomymi I i nieruchomy II cewki (ryc. 61, c). Kiedy ruchoma cewka jest odsuwana od cewki nieruchomej, zwiększają się strumienie magnetyczne rozproszenia i rezystancja indukcyjna uzwojeń. Każde położenie ruchomej cewki ma swoją własną charakterystykę zewnętrzną. Im dalej od siebie znajdują się cewki, tym większa liczba linii siły magnetycznej zamknie się w przestrzeniach powietrznych bez przechwytywania drugiego uzwojenia i tym bardziej stroma będzie charakterystyka zewnętrzna. Napięcie jałowe w transformatorach tego typu z cewkami przesuniętymi o 1,5 - 2 V więcej niż wartość nominalna (60 - 65 V).

Konstrukcja transformatora TC-500 i zewnętrzne charakterystyki prądowo-napięciowe pokazano na ryc. 61, a, b. Dane techniczne transformatorów TS i TSK podano w tabeli. 23.
Transformatory z bocznikami magnetycznymi typu STAN, OSTA i STSH.
Transformatory spawalnicze typu STSH-500 (A-760) opracowane przez Instytut Spawalnictwa Elektrycznego im. E. O. Patona charakteryzują się dużą wydajnością i długą żywotnością w porównaniu do transformatorów typu TS, TSK, TD.
Transformator prętowy STSH, jednofazowy, wykonany jest w konstrukcji jednoczęściowej i przeznaczony jest do zasilania elektrycznego łuku spawalniczego prądem przemiennym o częstotliwości 50 Hz przy ręcznym spawaniu łukowym, cięciu i napawaniu metali. Na ryc. 62 pokazuje schemat transformatora STSH-500.

Obwód magnetyczny (rdzeń transformatora) wykonany jest ze stali elektrotechnicznej E42 o grubości 0,5 mm. Blachy stalowe łączone są za pomocą izolowanych kołków.
Cewki uzwojenia pierwotnego transformatora wykonane są z izolowanego drutu aluminiowego o przekroju prostokątnym, a cewki wtórne z gołej szyny aluminiowej, pomiędzy której zwojami ułożone są uszczelki azbestowe w celu odizolowania zwojów od zwarć.
Regulator prądu składa się z dwóch ruchomych boczników magnetycznych umieszczonych w okienku obwodu magnetycznego. Obracając śrubę w kierunku zgodnym z ruchem wskazówek zegara, boczniki rozsuwają się, a w kierunku przeciwnym do ruchu wskazówek zegara, płynnie reguluje się prąd spawania. Im mniejsza odległość między bocznikami, tym niższy prąd spawania i odwrotnie. Boczniki są wykonane z tej samej stali elektrotechnicznej, co linia główna.
Aby zredukować zakłócenia w odbiornikach radiowych występujące podczas spawania, stosuje się filtr pojemnościowy dwóch kondensatorów typu KBG-I. Kondensatory są zamontowane po stronie wysokiego napięcia.
Obecnie powstało szereg nowych przenośnych źródeł prądu spawania łukowego AC - małe transformatory. Przykładami takich transformatorów są na przykład transformatory instalacyjne TM-300-P, TSP 1 i TSP-2.
Transformator montażowy TM-300-P przeznaczony jest do zasilania łuku spawalniczego podczas jednostanowiskowego spawania łukowego podczas prac instalacyjnych, budowlanych i naprawczych. Transformator zapewnia stromo opadającą charakterystykę zewnętrzną (przy stosunku prądu zwarciowego do prądu znamionowego trybu pracy 1,2 - 1,3) i stopniową regulację prądu spawania, co umożliwia spawanie elektrodami o średnicy 3, 4 i 5 mm. Jest to pojedynczy korpus, lekki i łatwy w transporcie. Transformator TM-300-P posiada oddzielne uzwojenia, co umożliwia uzyskanie znacznej rezystancji indukcyjnej w celu wytworzenia opadającej charakterystyki zewnętrznej. Rdzeń obwodu magnetycznego jest montowany z walcowanej na zimno stali teksturowanej E310, E320, E330 o grubości 0,35 - 0,5 mm. Obwód elektryczny transformatora pokazano na ryc. 63.

Uzwojenie pierwotne składa się z dwóch cewek tej samej wielkości, całkowicie umieszczonych na jednym rdzeniu rdzenia magnetycznego. Uzwojenie wtórne również składa się z dwóch cewek, z czego jedna – główna – umieszczona jest na rdzeniu obwodu magnetycznego wraz z uzwojeniem pierwotnym, a druga – reaktywna – posiada trzy odczepy i jest umieszczona na drugim rdzeniu obwodu magnetycznego. obwód magnetyczny.
Reaktywne uzwojenie wtórne jest znacznie odsunięte od uzwojenia pierwotnego i charakteryzuje się dużymi strumieniami rozproszenia, które decydują o jego zwiększonej rezystancji indukcyjnej. Wartość prądu spawania reguluje się poprzez przełączanie liczby zwojów uzwojenia biernego. Taka regulacja prądu umożliwia zwiększenie napięcia jałowego przy małych prądach, zapewniając warunki stabilnego spalania łuku spawalniczego.
Uzwojenie pierwotne wykonane jest z drutu miedzianego z izolacją, a uzwojenie wtórne nawinięte jest na trzpień. Uzwojenia impregnowane są lakierem silikonowym FG-9, co umożliwia podniesienie temperatury ich nagrzewania do 200° C. Obwód magnetyczny wraz z uzwojeniami umieszczony jest na wózku wyposażonym w dwa koła. Do spawania w warunkach instalacyjnych elektrodami o średnicy 3 i 4 mm użyj lekkiego transformatora TSP-1. Transformator przeznaczony jest do krótkotrwałej pracy przy współczynniku obciążenia słupa mniejszym niż 0,5 i elektrodach o średnicy do 4 mm. Obwód elektryczny i charakterystyka zewnętrzna takiego transformatora pokazano na ryc. 64. Ze względu na dużą odległość między uzwojeniem pierwotnym A i uzwojenie wtórne B powstają znaczne strumienie rozpraszania magnetycznego. Spadek napięcia spowodowany rezystancją indukcyjną uzwojeń zapewnia stromo spadające charakterystyki zewnętrzne.

Regulacja prądu spawania odbywa się skokowo, podobnie jak w przypadku transformatora spawalniczego TM-300-P.
Aby zmniejszyć wagę, konstrukcję transformatora wykonano z wysokiej jakości materiałów – obwód magnetyczny wykonano ze stali walcowanej na zimno, a uzwojenia z drutów aluminiowych w izolacji ze szkła żaroodpornego.
Dane techniczne transformatora TSP-1 podano w tabeli. 23.
Do spawania w warunkach instalacyjnych przeznaczone są małe, lekkie transformatory spawalnicze STSH-250 z płynną regulacją prądu spawania, opracowane przez Instytut Spawania Elektrycznego E. O. Paton oraz TSP-2, opracowane przez Ogólnounijny Instytut Badawczy Elektrycznego Sprzętu Spawalniczego. również produkowane. Główne dane techniczne tych transformatorów podano w tabeli. 24.
Tabela 24
Charakterystyka techniczna transformatorów STSH-250 i TSP-2
Do wykonywania prac spawalniczych na różnych wysokościach w warunkach instalacyjnych stworzono specjalny transformator spawalniczy TD-304 na płozie, wyposażony w zdalne sterowanie prądem spawania bezpośrednio ze stanowiska pracy spawacza elektrycznego. Główne dane techniczne takiego transformatora w porównaniu z transformatorem TS-300 podano w tabeli. 25.
Tabela 25
Charakterystyka techniczna transformatorów TD-304 i TS-300