- Check every 3 months for loose screw connections or loose wires. If a problem is found, fix it immediately.
- Regularly check the gas pipe and cooling pipe for leaks. Fix the problem when found.
- Add oil to the spray arm in time (Sewing machine oil is suitable.)
- Add grease to the cylinder and sliding sleeve every two weeks.
- Keep resistance welding machines clean, especially the welding platform.
Common Problems and Solutions
|
Problem |
Solutions |
|
|
Power light is off or fan is not spinning |
|
|
|
After starting the spot welding machine and pressing the welding button, nothing happens. |
|
|
|
After pressing the welding switch, the spot welding machine starts to work, but there is no welding current. |
|
|
|
Weak spot welding |
|
|
|
Welding current not adjustable or too high |
|
|
Wiring diagram
调 adjustment
Welding
Wiring diagram DNB-40A (63A)
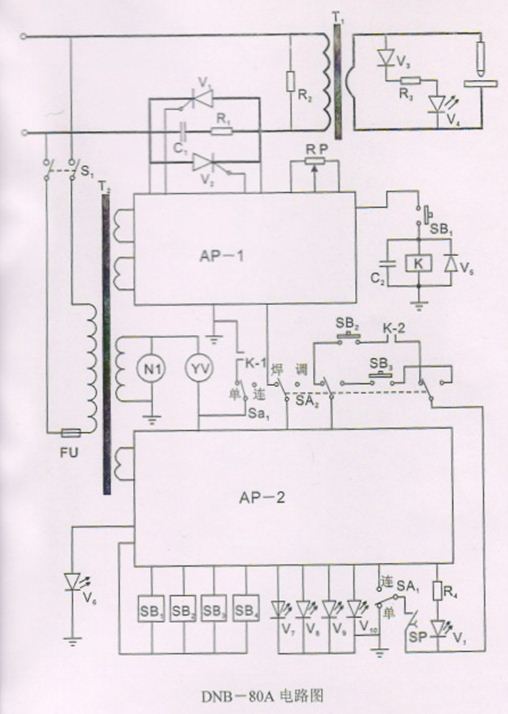
DNB-80A
Wiring diagram DNB-80A
Table of elements
|
Position number |
name or type |
Quantity |
Note |
Modification |
|
|
Main transformer |
By special order |
||||
|
Control transformer |
|||||
|
Braking board |
By special order |
||||
|
Program board |
By special order |
||||
|
Silicon control 200A/1600V |
By special order |
||||
|
Program indicator light |
|||||
|
Power indicator φ5 luminotron |
|||||
|
Cooling indicator lamp φ5 luminotron |
|||||
|
Fuse φ6X30/0.75A |
|||||
|
Resistor RJ-2W-15Ω |
|||||
|
Resistor RJ-100W-100Ω |
Serial |
||||
|
Resistor RJ-0.3W-100Ω |
|||||
|
Resistor RJ-0.3W-620Ω |
|||||
|
Potential meter WX-Ⅲ-2W-4.7Ω |
|||||
|
Capacitor CL-630V-0.47 |
|||||
|
Capacitor CL-100V-0.47 |
|||||
|
Relay JQX-13F |
|||||
|
Power switch LA18 |
|||||
|
Pneumatic switch |
By special order |
||||
|
welding switch |
By special order |
||||
|
Stepper switch |
|||||
|
Single/continuous welding switch KN32 |
|||||
|
Switch preparation/welding |
|||||
|
Water pressure switch KSI-2 |
|||||
|
Dual mode solenoid valve compatible with 220V |
|||||
|
Fan 200FYZ-D |
Equipment
Machine: 1 piece
Electrode: 3 pcs.
Three parts of the air system (filter, pressure adjustment and atomization) 1 pc.
Fuse Φ6*30/0.75A 2pcs
Instruction (one copy is registered, the second for operators) 2 copies.
The company "LIGA WELDING" specializes not only in the sale of equipment, we also provide services for the diagnosis and repair of welding machines in Moscow. Inspection of warranty installations is carried out free of charge. Correction of defects and malfunctions indicated by a specialist outside the warranty is paid together with diagnostic work
Units of domestic and foreign production are subject to warranty and post-warranty adjustment:
- Power plants of diesel and gasoline type;
- inverters ; welding inverters (MMA, TIG, MIG);
- Welding transformers;
- Equipment for air-plasma cutting (CUT);
Online application
PRICES for the repair of welding machines
| Type of work | Price |
|---|---|
| Standard device diagnostics, including disassembly, assembly | from 500 rub |
| Replacing the switching element (mains switch, output socket, fan) | from 400 rub |
| Replacing the inverter board | from 800 rub |
| Transformer replacement | from 1 000 rub |
| Checking the device on a rheostat | from 400 rub |
| Checking the machine for welding | from 400 rub |
| Power supply repair | from 2 000 rub |
| Repair of output power rectifier | from 2 000 rub |
| Control board repair | from 2 000 rub |
| Repair of the power unit IGBT - Converter | from 2 000 rub |
| Cleaning the machine | from 500 rub |
| mechanical work | from 1 500 rubles |
| Repair of the secondary power supply | from 2 000 rub |
| Oscillator Board Repair | from 1 200 rub |
| Gas valve replacement | from 720 rubles |
| Repair of the wire feeder (MIG) | from 1 500 rubles |
Repair of units under warranty
Warranty repair of welding machines is carried out only in the presence of a correctly completed warranty card. Welding generators that show signs of external damage or broken seals are not covered under warranty. Diagnostics and elimination of a device breakdown can last from 1 hour or more - it all depends on the degree of complexity of the damage and the need for partial or complete disassembly of the device.
Repair of welding equipment out of warranty
The term and price of repair of inverter welding machines of Russian and foreign production without a warranty card is agreed with the customer after a mandatory detailed analysis and diagnostics. The welding machine must be free of dust and dirt. Welding in quality after the repair of the welding inverter will correspond to a high level.
The most common causes of damage to generators
The statistics, which was formed on the basis of the conclusions of the results of diagnostics of welding equipment, indicates that the most common causes of defects in their operation are incorrect handling of the unit during operation. It is important to know and understand the following:
- Usually, repairs are required for welding units, in work with which the established cycle of alternating welding under load and with idling is regularly violated. The duration of switching on the unit should not exceed the maximum value specified in the product passport.
- The power of the connected electric generator must exceed the power of the welding unit by at least 2 times. Fluctuations in the network and sudden power surges cause the device to close.
- Unprofessional handling of the installation, ignoring obvious malfunctions, untimely cleaning and purging - all this leads to serious consequences and has a negative impact on the final result without timely repair of the welding machine.
Service maintenance of welding machines
Our company conducts an adequate and loyal pricing policy regarding the repair of welding equipment. For example, the cost of analyzing a device malfunction is from 900 rubles (disassembly and assembly of equipment are included in the price), and replacing the inverter board is from 800 rubles.
The high functionality of spotters has already been appreciated not only by the owners of car services and workshops, but also by their numerous customers. High-quality restoration of damaged body elements, high speed and affordable cost of work are the main advantages of using spot welding machines.
Our company carries out warranty and post-warranty repair of resistance welding machines GYS, Tecna, Nordberg, Cebora, Telwin, BlueWeld and other manufacturers.
Spotter repair features
Manufacturers offer a wide range of resistance welding machines:
- for making butt joints;
- for connection between individual points of sheets, articulation of stamped parts;
- to perform relief welding manipulations;
- universal type.
Each variety has design features, so the repair of spotters differs in the order of operations, the degree of complexity. Stationary welding machines are massive units, they resemble large machines. Repair of resistance welding machines of this type is carried out at the place of their operation with the departure of our specialists.
Portable models of low power, which are used to connect thin metal sheets, are easy to bring to our service center. Spotter repair takes minimal time.

We also repair capacitor-type spot welders. Most often, the power supply fails in them, which is replaced by the original according to the manufacturer's technology.
Diagnostics of all types of equipment is free of charge. The main types of repair work:
- troubleshooting the control board;
- repair of the power unit;
- replacement of thyristors and transistors, wire feed mechanism;
- transformer replacement.
Professional resistance welding repair
The reason for contacting the service is a decrease in the quality of the welding work performed by the machine, the appearance of "insufficient products" or "burns". We have a full range of diagnostic tools and quickly determine the malfunction. Pay attention to the key advantages of repairing resistance welding machines by experienced specialists:

- full restoration of performance and quality of manipulations;
- minimum time;
- guarantee for the work performed and supplied components (only in the original version);
- loyal pricing policy;
- the possibility of departure of specialists to the place of operation of the units.
Skilled and knowledgeable craftsmen work at SC Welding. Contacting us is the key to trouble-free and efficient operation of spotters.
Each order that we take on is, to a certain extent, a test and an exam for our employees. Despite many years of experience in the repair of contact welding installations in Moscow and the Moscow region, we continue to discover something new for ourselves, as technology does not stand still and manufacturers are constantly improving their devices.
Together with them, we are improving, and so far there has not been a single case when some innovation from the manufacturer would confuse our masters. Due to the fact that all of them are professionals in their field, any new problems that we have to face are quickly analyzed and the optimal solution is selected for them, which allows us to be one of the best service centers in Moscow.



We guarantee high quality and minimum lead times.
Only thanks to a detailed study of the complete picture of the state of your resistance welding machine, which falls into the hands of our masters, can we guarantee that after our repair it will not fail again. For this reason, even with minor breakdowns, we carry out a complete, in-depth diagnosis of your equipment, so after our repair you will be able to use it for a long time without repeated incidents, especially if you follow the operating recommendations issued by our masters.
Repair of resistance welding machines will be carried out by specialists of our service center at a high professional level and with a company guarantee.
Spot welding is a subspecies of contact welding. In this type of welding, metal elements are fastened in one or more places.
This surface welding method has high production technology and a variety of applications in various industries, and can be applied to the production of electronic devices, automobiles, marine and aircraft and other industrial production.

When using this type of welding, a very high strength of the connection of structural parts to each other is achieved. The degree of strength at the junction is determined by the efforts to squeeze the surfaces of the fastened elements and the physical strength of the electric current of the device.






In modern production, various versions of these devices are used from stationary machines to easily transportable devices. As an example, the picture shows a photo of a manual spot welding machine.

Hardware Features
This type of welding is based on the method of heating a metal part (plate) with an electric current pulse. To ensure the effect of welding, the parts (elements) are strongly pressed against each other.

In the place of greatest compression, spot welding of parts is carried out by passing an electric charge between the electrodes of the device. At the point of contact, a molten point of metal no larger than twelve mm in size is formed.

Spot Welding Methods
This type of welding is conditionally divided into two methods: soft and hard.

Soft mode. In this mode, when welding, the parts are gradually heated using a low current. It takes about three seconds to weld metal surfaces in this mode.

In this mode, the power consumption of current by the machine (device) is reduced. The mode, as a rule, is used when welding metals with hardening properties.

Hard mode. It is determined by the short-term duration of a large electric current and the powerful squeezing of the elements to be welded at the welding point. The density of the consumed electric current in this mode reaches 300A per 1mm2. The production of the welding process takes up to one and a half seconds.






The main disadvantage of this method is the large need for electricity (machines) and large overloads of the industrial network. The advantage is the minimum time for welding surfaces.

This mode is usually used when welding surfaces with good thermal conductivity, high alloy steel or bonding surfaces of different thicknesses.

Welding Options
Types of spot welding are determined by the number of joint pixels formed at a time. The following are used in production: single-point, two-point and multi-point types.

The single-point view is used when connecting several sheets, while the quality of welding decreases with each layer of sheets (parts). Two-point type of welding is used when connecting parts with wide surfaces.

The multi-point view is used to fasten various stamped structures. It can be bilateral and one-sided, it all depends on the placement of the electrodes in relation to the fastened nodes.

This type of welding can also differ in the cycles of passage of electric pulses. Cyclicity depends on the thickness of the parts to be welded.


With a metal surface thickness of up to five millimeters, one electric current pulse is sufficient, and with a large thickness, several short-term electric impulses are necessary. When welding metal elements of great thickness and hardness, cycles with increased squeezing are used.






Welding methods
There are several methods of spot welding:

Spot - welding of elements occurs in one or many places. It is used in instrument making, automotive industry, construction of sea, river and aircraft ships.

Provides welding of steel sheets up to twenty millimeters thick.

Relief method - structural elements are welded in one or more prepared places. The difference between this method and the previous one is due to the shape of the fastened elements at the place of welding.

Seam method - the elements to be welded are fastened together with a series of welds. The seam can consist of individual weld pixels or overlapping ones. It is used for the manufacture of various tanks requiring a high degree of tightness.


Docking - the elements are welded along the adjacent area of \u200b\u200bcontact under the influence of high temperature. They are used when laying pipelines, making anchor chains for ships.

Design features
Great opportunities for spot welding are in demand in industrial production. For their implementation, production machines and hand-held portable units have been created.

When solving the problems of welding metal elements, it must be remembered that this process depends on the metal from which the product is made and its density.

Requirements for the technology for performing this type of work:
- providing low voltage, no more than 10W;
- providing a short time for the passage of an electrical pulse at the point of welding;
- providing a large electric current in the place of welding;
- providing min areas of the melt in the places of fastening of the structure;
- ensuring high quality strength of the weld.

A modern spot welding machine can have a different design. In modern production, transformer or capacitor spot welding machines are used.


Transformer machines must carry out high temperature heating of the surfaces to be welded. The performance of welding equipment in everyday life can be ensured by an electric current of up to 5 kilo amperes, and industrial from three hundred to five hundred kilo amperes.






In industrial production machines, powerful transformers are used. The main disadvantage of such devices is the lack of a homogeneous load, which leads to large overloads of the industrial network and frequent breakdowns.

Capacitor machines electrical networks load measuredly. The use of capacitors in machine tools makes it possible to avoid sudden overloads of the industrial power supply.

Capacitor devices for manual welding have min dimensions and are widely used to solve everyday issues. Their advantages are small dimensions and operability when connected to a household power supply.

Advantages:
- no need to purchase welding materials;
- ease of manufacture;
- ease of management;
- cleanliness and neatness of seams or weld points;
- compliance with environmental requirements;
- min power consumption;
- high performance.

We do our own welding
The tool of this type of welding is not a cheap tool. It is more practical to make a spot welding machine with your own hands.

The main element of such an apparatus is a transformer (used in various household appliances). To provide the necessary electric current for this type of work, it is necessary to rewind its windings. During the creation of the 1st winding, intermediate conclusions are also prepared. The wire on the windings must be impregnated with varnish and wrapped with special paper.

The components of the device are selected according to the parameters of the transformer. Its design depends on the details (surfaces) on which to work. Electrical components must be made with a high degree of reliability.

Tongs can be of two types: stationary and remote. Stationary - more simple to manufacture, they are firmly fastened together and reliably insulated. Remote - more suitable for use in various work. They are freely installed and removed. It is convenient to bring them to the place of direct welding.

When using remote tongs, it is necessary to ensure their reliable connection with the apparatus itself and their waterproofing. For the manufacture of electrodes, it is possible to use copper rods, bronze or an old soldering iron tip.

The wiring diagram for connecting such a device can be easily found on the Internet.

Safety
To ensure their own safety, the worker needs to know and follow the requirements of the safety instructions for spot welding:
- to prevent electric shock, ground the unit;
- before starting work, it is imperative to check its serviceability;
- use personal protective equipment for hands, eyes and body;
- exclude the supply of high voltage to the control elements of the device
- use only wires of the established cross section in the device;
- work in a room with well-equipped ventilation or use special masks to protect the respiratory system.
- locks and toggle switches (buttons) for turning on or off must be in good working order, clearly visible and easily accessible;
- during the production of work, the area of \u200b\u200bclamping mechanisms must be closed with a shield.

Compliance with these safety measures will ensure the preservation of the health of the employee and others, will allow you to perform the necessary amount of work accurately and on time.

Photo instruction on how to make a spot welding machine








