Сварочное производство в целом основано на межатомном соединении свариваемых между собой деталей изделия. Все производство можно разделить на три больших класса: термический, термомеханический и механический. Классы отличаются способами образования межатомной связи между изделиями, источниками энергии, инструментами. Поскольку сварочные работы требуют меньшего затрата времени и средств, они получили широкое распространение в строительстве и промышленности. Однако сварочное производство не является безопасным для здоровья самих рабочих и окружающих людей, поэтому тема этой статьи - охрана труда в сварочном производстве.
Общие правила безопасности.
К сварочным работам любого вида допускаются только те работники, кто прошел медицинское обследование, вводный и первичный инструктаж. Каждый работник предварительно проходит обучение и стажировку, лишь при наличии минимальной группы по электробезопасности (т.е. II) работник может быть допущен к самостоятельному выполнению сварочных работ.
При выполнении сварочных работ на работника воздействуют токсические вещества, которые содержатся в сварочном аэрозоле и в воздухе. Для предотвращения отравления организма необходимо перед началом работы проверить состояние средств индивидуальной защиты, такие как:
- рукавицы из брезента;
- костюм из брезента;
- ботинки из натуральной кожи;
- очки / щиток / каска со щитком для глаз
- предохранительный пояс;
- респиратор.
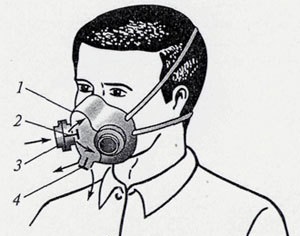
Патронный респиратор используется при повышенной концентрации пыли и нормальной концентрации газов. Если концентрация пыли и газов превышает норму, если сварочные работы проводятся в тесных помещениях, работникам выдаются респираторы с повышенной фильтрацией.
Правила безопасности перед началом работы.
Перед началом работы сварщик должен проверить инструменты и средства личной безопасности, расчистить рабочее пространство от мусора, при этом, не загромождая выхода из помещения или прохода на улицу. Необходимо заранее подготовить холодную воду для охлаждения инструмента после работы и проверить наличие воды в водяном затворе.
В радиусе 5 м от места работы не должно быть никаких легковоспламеняющихся предметов.
Особенно внимательно следует отнестись к газовым баллонам: перевозить с места на место следует только в предназначенных для этого тележках, поднимать баллон за вентиль нельзя ни в коем случае. Если баллон нужно поднять по лестнице, то баллон следует переносить на уровне груди, а не над головой или на плече. Прежде, чем взять баллон, необходимо удостовериться, что на штуцере вентиля есть заглушка, а на самом баллоне - колпак.
Если сварочные работы проходят в помещении, необходимо включить вентиляцию перед началом самих работ.
В случае неисправности инструментов, об этом следует оповестить руководство, но ни в коем случае не пытаться починить их самостоятельно.
Правила безопасности непосредственно во время сварочных работ.
Если работы проводятся вне помещения в дождь или снег, место непосредственной сварки и в радиусе 5 м должно быть накрыто брезентовым навесом.
Если проводятся высотные работы, необходимо построить строительные леса. Ни в коем случае нельзя проводить высотные сварочные работы с приставных лестниц.
Перед работой необходимо удостовериться, что кромки свариваемых частей изделий очищены от мусора, пыли и ржавчины. Если детали надо очищать, необходимо надеть защитные очки. Так же необходимо проверить, прочно ли прикреплены детали, которые необходимо соединять. Детали, которые должны разрезаться, не должны падать вниз во время работы.
Все перечисленные выше правила, которые предусматривает охрана труда в сварочном производстве, обеспечивают не только безопасность, но и удобство работы сварщика. Придерживаться правил безопасности и строго следовать инструкции, данной руководством, - залог правильно и безопасно выполненной сварочной работы.
Опасные и вредные производственные факторы. Опасный производственный фактор – это фактор, воздействие которого на сварщика может привести к травме.
Вредный производственный фактор – это фактор, воздействие которого на сварщика может привести к заболеванию.
Основными опасными и вредными производственными факторами при ручной дуговой сварке покрытыми электродами являются:
сварочные аэрозоли;
повышенный уровень оптического излучения в ультрафиолетовом, видимом и инфракрасном (тепловом) диапазонах;
искры, брызги и выбросы расплавленного металла и шлака;
повышенная температура шлаковой ванны, материалов, оборудования и воздуха рабочей зона;
высокое напряжение в электрической цепи;
физические и нервно-психические перегрузки.
Особо характерным вредным фактором является присутствие в воздухе рабочей зоны сварочных аэрозолей, содержащих токсические вещества. Длительное их воздействие на организм сварщика может привести к возникновению профессиональных заболеваний (пневмокониоз, пылевой бронхит и др.).
Наиболее вредные аэрозоли образуются при сварке высоколегированными электродами, содержащими соединения никеля и хрома. Это необходимо учитывать при выборе средств нейтрализации вредных веществ в системах промышленной вентиляции и индивидуальной защиты органов дыхания сварщиков.
При использовании электродов следует руководствоваться техническими условиями, которые содержат требования по безопасности и защите окружающей среды с перечнем вредных и опасных факторов, а также средств защиты сварщиков и окружающей среды.
При сварке и резке медно-цинковых сплавов и оцинкованных сталей выделяется оксид цинка, действие которого на организм вызывает потерю аппетита, жажду, повышенную утомляемость и сухой кашель, что приводит к приступам лихорадки (озноб, повышение температуры, тошнота, рвота).
При сварке и резке свинца и металла, покрытого свинцовыми красками, происходит выделение оксида свинца, воздействие которого на организм работающего проявляется в виде металлического привкуса во рту, отрыжки, потери аппетита и упадка сил. Через 2,5–3,5 месяца появляются лилово-серая кайма вокруг дёсен и сильные головные боли.
Ручная дуговая сварка сопровождается излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимую человеком величину. Интенсивность излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов.
Электрическая дуга является мощным источником яркого света, ультрафиолетовых, и инфракрасных лучей, воздействие которых на незащищённые глаза в течение 10–20с в радиусе до 1м вызывает сильные боли, слезоточивость и светобоязнь.
Воздействие электрической дуги на кожаные покровы в течение 60–180с вызывает ожог (аналогично продолжительному воздействию солнца), а длительное воздействие на органы зрения приводит к электроофтальмии и катаракте.
Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения, превышающего допустимый уровень, приводит к нарушению терморегуляции, тепловому удару. Контакт с нагретым металлом может вызвать ожоги.
Напряжённость электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер их влияния на организм определяется уровнем и длительностью воздействия. Как правило, при ручной дуговой сварке напряжённость магнитного поля незначительна (до 300А/м) и не превышает предельно допустимых уровней.
Источниками шума при дуговой сварке являются сварочная дуга, источники питания, пневмоприводы и др. Уровень шума от сварочной дуги определяется стабильностью её горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы – стабилизаторы дуги, уровень шума не превышает допустимого.
Разбрызгивание металла при сварке – также следствие нестабильного горения дуги. При использовании покрытых электродов оно незначительно. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты могут быть причиной ожогов кожных покровов, травмирования органов зрения, а также возникновения пожаров.
Опасным для жизни человека считается электрическое напряжение более 42В переменного и 110В постоянного тока при работе в сварочных цехах и 12В – в сырых помещениях, замкнутых металлических объёмах и т.п. Однако эти напряжения являются условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резко снижает электрическое сопротивление тела человека. Мокрая или потная кожа обладает гораздо большей электропроводностью, чем сухая.
Статические и динамические физические нагрузки при ручной сварке вызывают перенапряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (электрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов, длительности непрерывной работы и рабочей позы (стоя, сидя, полусидя, стоя на коленях, лёжа на спине). Наибольшие физические нагрузки ощущаются при выполнении сварочных работ полусидя и стоя при сварке в потолочном положении или лёжа на спине в труднодоступных местах.
Динамическое перенапряжение связано с выполнением тяжёлых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъём и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки вызывают утомляемость сварщиков и как следствие ухудшение качества выполнения сварных швов.
Кроме указанных опасных и вредных факторов при ручной дуговой сварке происходит ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате электродугового процесса, а также воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на здоровье работающих.
Общие требования. Электросварщик должен иметь квалификационную группу по электробезопасности не ниже второй. Вновь поступающий на работу независимо от квалификации обязан проити вводный инструктаж по технике безопасности, а также инструктаж на рабочем месте, предварительный медицинский осмотр, а в последующем в установленном порядке проходить периодические медицинские осмотры. Инструктаж по безопасности труда проводят не реже одного раза в три месяца. При переводе на работу с использованием нового оборудования сварщик должен ознакомиться с его конструкцией и пройти дополнительный инструктаж по технике безопасности.
Администрация предприятий и организаций обязана выдавать рабочим спецодежду, спецобувь и защитные средства, отвечающие стандартам или техническим условиям в соответствии с нормами выдачи.
Перед началом сварочных работ электросварщик обязан проверить защитные приспособления, шлем, щиток, диэлектрический коврик или диэлектрические боты, надеть спецодежду – брезентовый костюм с огнестойкой пропиткой, ботинки, головной убор, диэлектрические перчатки или брезентовые рукавицы.
Изолирующие защитные средства проверяют при приемке в эксплуатацию, а затем периодически в следующие сроки: диэлектрические перчатки раз в 6 месяцев, диэлектрические боты раз в 3 года, диэлектрические сапоги, галоши и инструмент с изолирующими рукоятками раз в год, диэлектрические коврики раз в 2 года.
Все защитные средства, кроме инструмента с изолирующими рукоятками, должны иметь штамп с указанием срока следующих испытаний и наибольшего номинального напряжения аппаратов, для которых предназначено защитное средство.
Для защиты работающих вблизи, а также подсобных рабочих от лучистой энергии сварочных дуг в постоянных местах сварки для каждого электросварщика устраивают кабину. Свободная площадь на один сварочный пост в кабине должна быть не менее 3м2. Высота стен кабины 1,8–2м. Для лучшей вентиляции стены устанавливают на высоте 50мм от пола, при сварке в среде защитных газов – на высоте 300мм.
Температура нагретой поверхности оборудования не должна превышать 45оС. Требования к оборудованию, используемому для ручной дуговой сварки покрытыми электродами, изложены в ГОСТ 12.2.003, ГОСТ 12.2.049, ГОСТ 12.2.007.8, «Правилах устройства электроустановок», «Правилах техники безопасности при эксплуатации электроустановок потребителей» и «Правилах технической эксплуатации установок потребителей».
Источники тока должны быть надёжно заземлены (ГОСТ 12.2.007.0). В процессе эксплуатации напряжение холостого хода источников питания не должно превышать 80В для источников переменного тока и 100В – постоянного. Источники питания должны быть оборудованы вольтметром и сигнальной лампочкой, указывающими наличие или отсутствие напряжения в сварочной цепи, блоками ограничения холостого хода.
Защита органов зрения. При ручной дуговой сварке сварочная дуга и расплавляемый металл могут быть источником травмирования электросварщика. Для защиты сварщика от излучения и брызг металла, а также от воздействия выделяемых при сварке паров металла, шлака и аэрозолей предназначены щитки. Они бывают двух видов: наголовные и ручные. Наголовной щиток более удобен, так как освобождает сварщика от необходимости удерживать его. Щитки закрывают все открытые части головы и шеи сварщика. При необходимости не обязательно откидывать щиток назад, достаточно поднять крышку рамки со светофильтром и осмотреть конструкцию через прозрачное защитное стекло, подготовить стык к сварке, зачистить кромки, удалить шлак и выполнить другие операции.
Для защиты от вредного излучения дуги в щитки вставляют стеклянные светофильтры тёмно-зелёного цвета, которые позволяют видеть дугу, расплавляемый металл и манипулировать электродом. Применяют 13 классов светофильтров типа С для сварки током от 13 до 900А. (табл.2)
Табл.2. Светофильтры для дуговой сварки.
Наиболее удобны щитки с автоматическим затемнением светофильтра, освобождающие руки сварщика и исключающие сварку «вслепую».
Необходимо иметь в виду, что излучение сварочной дуги может травмировать глаза людей, находящихся недалеко от сварщика. Поэтому рабочих, присутствующих в зоне сварки, следует снабдить очками и светофильтрами. Излучение дуги опасно для зрения на расстоянии до 20м.
Зачистку поверхности металла выполняют в защитных предохранительных очках с прозрачными небьющимися стёклами или в защитных щитках.
Защита тела. Для защиты тела от искр и брызг расплавленного металла и шлака, повышенных температур материалов и оборудования предназначена спецодежда всесезонная и летняя из брезента с термостойкой, искростойкой и огнестойкой пропиткой. Руки защищают рукавицами (ГОСТ 12.4.010).
Спецодежда (куртки и брюки) изготовляется из материала, защищающего сварщика от излучения дуги. При работе на стационарных постах сварщик использует фартук, защищающий от брызг металла, особенно опасных при дуговой резке. Обувь должна быть с нескользящей подметкой.
Во время работы куртка должна быть застёгнута, обшлага рукавов подвязаны или застёгнуты, карманы застёгнуты клапанами, ботинки плотно зашнурованы, брюки должны закрывать ботинки во избежание попадания брызг металла на ноги. Спецодежда, спецобувь и рукавицы должны быть сухими, без следов масла.
К средствам индивидуальной защиты относятся также резиновый коврик, резиновые перчатки и галоши, применяемые при особо опасных работах.
При сварочных работах на открытом воздухе в холодное время года спецодежда дополняется теплозащитными подстёжками в соответствии с климатическими зонами.
Вентиляция. Вентиляция может быть общей и местной. Общую делают приточно-вытяжной. Она служит для удаления загрязнённого воздуха из всего помещения и подачи свежего. Общая вытяжная вентиляция на постоянных рабочих местах недостаточно эффективна: поток загрязнённого воздуха, поднимаясь вверх от дуги или пламени, вредно влияет на электросварщика. Поэтому загрязнённый поток с рабочего места удаляют местными вытяжными устройствами.
Эффективны местные вентиляционные устройства, отклоняющие сварочный факел от лица рабочего и удаляющие загрязнённый воздух, – вытяжные панели. Выбор типа панели зависит от объёма удаляемого воздуха, длины сварочного стола и размеров свариваемых изделий. Вытяжные панели особенно эффективны при сварке относительно небольших деталей. При сварочных работах на больших листах и конструкциях у дуги или панели целесообразно ставить местные отсосы передвижного типа, соединённые с вытяжной вентиляцией телескопическими трубами и поворотными фланцами.
Работа в особо опасных условиях. При ручной дуговой сварке переменным током в особо опасных условиях (внутри металлической ёмкости, на открытом воздухе, а также в помещении с повышенной опасностью) при смене электродов применяют блокировочные устройства. Они позволяют менять электроды при отключенном напряжении сварочной цепи или понижении его до безопасной величины (12–14В). Выполняют работу в брезентовых рукавицах. Во время перерывов сварки электродержатель подвешивают на штатив или крючок.
Особого внимания требует организация рабочего места при работе внутри цистерн, котлов, колодцев и в других замкнутых или тесных пространствах, так как при этом возникает опасность отравления газом и поражения электрическим током.
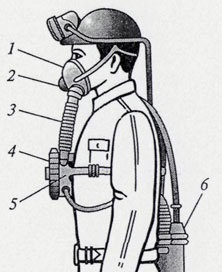
Электросварщика, работающего в закрытых сосудах, обеспечивают шланговым противогазом ПШ-2 илиПШ-1, спасательным поясом с прикреплённой к нему прочной верёвкой, резиновыми изолирующими матами на войлочной или другой подкладке, плохо проводящей теплоту, шлемом из диэлектрического материала и спецодеждой с резиновыми подлокотниками и наколенниками.
Прежде чем приступить к работе в опасной зоне, берут пробу воздуха. В процессе работы воздуходувкой подают в рабочую зону чистый воздух.
Подлежащие сварке ёмкости, которые были заполнены нефтепродуктами и другими легковоспламеняющимися и горючими жидкостями, обязательно промывают и пропаривают
При выполнении сварочных работ на высоте рабочий должен иметь предохранительный пояс и сумку для инструмента. Если сварщики одновременно работают на различной высоте по одной вертикали, должны быть предусмотрены средства, защищающие людей, находящихся внизу, от падающих капель расплавленного металла и шлака. Под местом сварки оборудуют плотный помост, покрытый листами кровельного железа или асбестом.
Сварщики, работающие на строительных площадках, обязаны носить каски, защищающие голову от падающих предметов, поражения электрическим током и атмосферных воздействий. Под каску надевается подшлемник.
Литература.
1. Виноградов Ю.Г., Орлов К.С. Материаловедение для слесарей-монтажников. М. 1983
2 Кихчик Н.Н. Такелажные работы в строительстве. М. 1983
3. Лупачёв В.Г. Ручная дуговая сварка. Мн. 2006
4.Тавастшерна Р.И. Монтаж технологических трубопроводов. М.1980
5. Тавастшерна Р.И, Бесман А.И., Позднышев В.С. Технологические трубопроводы промышленных предприятий. Справочник строителя. М. 1991
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Рабочее место сварщика должно содержаться в чистоте и порядке, не допуская ничего лишнего, мешающего работе на рабочем месте, а также в проходах и проездах. Детали и заготовки следует держать в устойчивом положении на подкладках и стеллажах, высота штабелей не должна превышать полторы ширины или полтора диаметра основания штабеля и во всех случаях не должна быть более 1 м.
Сварочные кабели нельзя располагать рядом с газосварочными шлангами и трубопроводами, находящимися под давлением, или по участкам с высокой температурой, а также вблизи кислородных баллонов и ацетиленовых генераторов.
Не должны производиться сварка и резка внутри сосудов с закрытыми люками или невывернутыми пробками, у неогражденных или незакрытых люков, проемов, колодцев и т. п.
Средства индивидуальной защиты
При электродуговой ручной сварке зона сварки (сварочная дуга, расплавляемый металл) является источником возможного травмирования электросварщика излучением и теплом сварочной дуги и брызгами расплавленного металла. Для защиты глаз, лица, кожного покрова головы и шеи сварщика от излучения и брызг металла, а также частичной защиты органов дыхания от непосредственного воздействия выделяемых при сварке паров металла, шлака и аэрозолей (мелких частичек расплавляемого металла и шлака, взвешенных в парах) предназначены защитные щитки. Щитки изготовляются двух основных видов наголовные и ручные. Наголовный щиток более удобен, так как освобождает руку сварщика от необходимости удерживать ручной щиток. Щитки изготовляют углубленной формы для того, чтобы они хорошо защищали все открытые части головы и шеи сварщика. При пользовании щитком для обзора конструкции не обязательно откидывать щиток назад на голову, достаточно поднять крышку рамки со светофильтром и осмотреть конструкцию через прозрачное защитное стекло, а также подготовить стык к сварке, зачистить кромки, удалить шлак и выполнить другие операции, требующие хорошей видимости. Для защиты от вредного излучения дуги в щитки вставляют стеклянные светофильтры темно-зеленого цвета, которые не пропускают вредного излучения, но позволяют видеть дугу, расплавляемый металл и манипулировать электродом для лучшего формирования шва. Применяют 13 классов светофильтров типа С для сварки на токах от 13 до 900 А. Разнообразие светофильтров позволяет сварщику подобрать подходящий для ею зрения светофильтр нужного класса. Необходимо иметь в виду, что излучение сварочной дуги может травмировать глаза рабочих, находящихся поблизости от работающего сварщика. Поэтому рабочих, находящихся в зоне сварки, следует снабдить очками и светофильтрами, предназначенными для подсобных рабочих. Излучение дуги опасно для зрения на расстоянии до 20 м.
Сварщики, работающие на строительных площадках, обязаны носить каски, предохраняющие голову рабочего от возможного травмирования падающими предметами и защищающие от ударов поражения электрическим током и атмосферных воздействий. Под каску должен одеваться головной убор - подшлемник. Важными средствами индивидуальной защиты сварщика являются спецодежда и спецобувь. Спецодежда (куртки и брюки) изготовляется из материала, предохраняющего сварщика от излучения и имеющего противоискровые нашивки. Для работы в стационарных постах сварщик использует фартук, предохраняющий от брызг, особенно опасных при дуговой резке. Обувь сварщика, работающего на монтажной площадке, должна быть с нескользящей подметкой.
К средствам индивидуальной защиты относятся также резиновый коврик, резиновые перчатки и галоши, применяемые при работе в особо опасных местах. Во время работы сварщик должен застегивать куртку, не допуская оголения и поражения лучами дуги открытых мест тела. Клапаны куртки должны быть закрыты, брюки носятся на выпуск так, чтобы они закрывали ботинки во избежание попадания брызг металла на ноги.
При проведении сварочных работ на открытом воздухе в холодное время года спецодежда должна комплектоваться теплозащитными подстежками в соответствии с климатическими зонами.
При использовании материалов, выделяющих повышенное количество сварочных аэрозолей (цветных металлов и сталей с цинком и цинковым покрытием и др.), применяют усиленную вентиляцию, обеспечивающую подачу чистого воздуха к сварщику Однако общая вентиляция не всегда достигает нужного эффекта, поэтому прибегают к средствам индивидуальной защиты. Для этого в основном используют фильтрующие противопылевые респираторы и реже - изолирующие шланговые и автономные дыхательные аппараты Необходимо отметить, что работа с использованием респиратора или противогаза вызывает быструю утомляемость рабочего, поэтому в каждом случае следует подобрать наиболее эффективный способ защиты.
Для снижения концентрации вредных веществ на рабочих местах до предельно допустимой необходимо применять отсосы различных типов.
Местные отсосы для ручной электросварки
Ручная электросварка мелких изделий должна производиться в кабинах или фиксированных местах, оборудованных местными отсосами в виде неподвижных решетчатых панелей равномерного всасывания.
В рабочем сечении панели скорость воздуха составляет 0,15 м/с, что обеспечивает подвижность воздуха в зоне сварки на расстоянии не более 0,7 м от отсоса 0,5 м/с.
При сварке под слоем флюса применяется местный отсос, который подсоединен к шланговому полуавтомату.
При сварке в углекислом газе применяют местный отсос, совмещенный с автоматической или полуавтоматической горелкой.
При выполнении сварочных работ возникают опасные и вредные производственные факторы, которые могут привести к травме или профессиональным заболеваниям.
ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ
Нарушение техники безопасности при проведении сварочных работ часто приводит к самым печальным последствиям - пожарам, взрывам и как следствие травмам и гибели людей.
Так же при сварке возможны следующие травмы - поражение электрическим током, ожоги от шлака и капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать меры предосторожности.
1. Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, устройство геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы /7/.
2. Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство электродержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электродержателя со свариваемым изделием или руками сварщика (ГОСТ 14651-69). Электродержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 зажимов электродов.
4. Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
5. При работе на электронно-лучевых установках предотвращение опасности поражения лучами жесткого рентгеновского (почти полное) поглощение вредных излучении, связанных с горением дуги. Особую опасность в смысле поражения глаз представляет световой луч квантовых генераторов (лазеров) так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, но при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках /7/.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла - фибры, фанеры и по форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения окружающих, работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы /9/.
Предотвращение опасности поражения брызгами расплавленного металла и шлака. Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800 град. С. при которой одежда из любой ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) из брезентовой или специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке. Высокая температура дуги (6000- 8000° С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которой по дисперсности приближаются к дымам и легко попадают в дыхательную систему сварщиков. Эти аэрозоли представляют главную профессиональную опасность труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Существуют строгие требования в области вентиляции при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах, а где это возможно, и на нестационарных нужно устанавливать местные отсосы в виде вытяжного шкафа вертикальной или наклонной панели равномерного всасывания стола с подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, электрошлаковой сварке применяют устройства с местным отсосом газов.
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не хранить вместе баллоны с кислородом и горючими газами, баллоны хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 отогревать его только через специальный электроподогреватель или обкладывая тряпками, намоченными в горячей воде. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
При производстве сварочных работ на емкостях, ранее использованных, требуется выяснение типа хранившегося продукта и наличие его остатков. Обязательна тщательная очистка сосуда от остатков продуктов и 2-3-кратная промывка 10%-ным раствором щелочей, необходима также последующая продувка сжатым воздухом для удаления запаха, который может вредно действовать на сварщика /3/.
Категорически запрещается продувать емкости кислородом, что иногда пытаются делать, так как в этом случае попадание кислорода на одежду и кожу сварщика при любом открытом источнике огня вызывает интенсивное возгорание одежды и приводит к ожогам со смертельным исходом.
Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке: отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств; неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила, отсутствие защитных очков при очистке швов от шлака; отсутствие спецодежды и других защитных средств.
Меры безопасности в этом случае: все указанные средства и инструменты следует периодически проверять; такелажные работы должны производить лица, прошедшие специальный инструктаж; от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах; использование средств индивидуальной вентиляции (где это необходимо) и т. д. Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Чтобы было удобно работать сварщикам нужно соблюдать следующие рекомендации:
1. Сборку и сварку крупногабаритных секций следует выполнять на специализированных местах, постелях, стендах, при этом должны быть обеспечены достаточные проходы с каждой стороны конструкции.
2. При сварке объемных секций на высоте необходимо устраивать леса с расположением сварочного оборудования вне рабочего места сварщика.
3. Все оборудование, которое при неисправном состоянии может оказаться под напряжением, должно иметь индивидуальное заземление с выводом к общему защитному заземлению.
4. Все сварочные установки должны находиться под наблюдением наладчика-монтера. Исправлять дефекты электросварочного оборудования имеет право только монтер-наладчик.