- هر 3 ماه یکبار اتصالات پیچی شل یا شل بودن سیم ها را بررسی کنید. اگر مشکلی پیدا شد، فورا آن را برطرف کنید.
- به طور منظم لوله گاز و لوله خنک کننده را از نظر نشتی بررسی کنید. وقتی پیدا شد مشکل را برطرف کنید.
- روغن را به موقع به بازوی اسپری اضافه کنید (روغن چرخ خیاطی مناسب است.)
- هر دو هفته یکبار روغن را به سیلندر و آستین کشویی اضافه کنید.
- دستگاه های جوشکاری مقاومتی، به ویژه سکوی جوشکاری را تمیز نگه دارید.
مشکلات و راه حل های رایج
|
مسئله |
راه حل ها |
|
|
چراغ برق خاموش است یا فن نمی چرخد |
|
|
|
پس از راه اندازی دستگاه جوش نقطه ای و فشار دادن دکمه جوش هیچ اتفاقی نمی افتد. |
|
|
|
پس از فشار دادن کلید جوش، دستگاه جوش نقطه ای شروع به کار می کند، اما جریان جوش وجود ندارد. |
|
|
|
جوش نقطه ضعیف |
|
|
|
جریان جوش قابل تنظیم نیست یا خیلی زیاد است |
|
|
نمودار سیم کشی
تنظیم
جوشکاری
نمودار سیم کشی DNB-40A (63A)
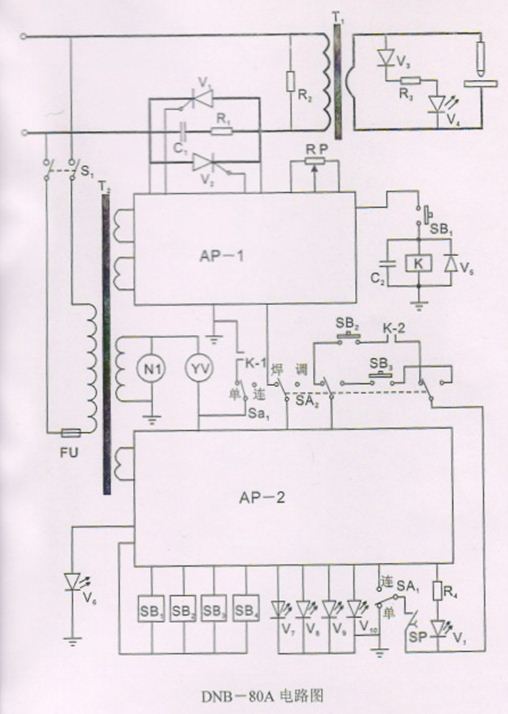
DNB-80A
نمودار سیم کشی DNB-80A
جدول عناصر
|
شماره موقعیت |
نام یا نوع |
تعداد |
توجه داشته باشید |
تغییر |
|
|
ترانسفورماتور اصلی |
با سفارش خاص |
||||
|
ترانسفورماتور کنترل |
|||||
|
تخته ترمز |
با سفارش خاص |
||||
|
برد برنامه |
با سفارش خاص |
||||
|
سیلیکون کنترل 200A/1600V |
با سفارش خاص |
||||
|
چراغ نشانگر برنامه |
|||||
|
نشانگر قدرت φ5 لومینوترون |
|||||
|
لامپ نشانگر خنک کننده φ5 لومینوترون |
|||||
|
فیوز φ6X30/0.75A |
|||||
|
مقاومت RJ-2W-15Ω |
|||||
|
مقاومت RJ-100W-100Ω |
سریال |
||||
|
مقاومت RJ-0.3W-100Ω |
|||||
|
مقاومت RJ-0.3W-620Ω |
|||||
|
پتانسیل متر WX-Ⅲ-2W-4.7Ω |
|||||
|
خازن CL-630V-0.47 |
|||||
|
خازن CL-100V-0.47 |
|||||
|
رله JQX-13F |
|||||
|
کلید برق LA18 |
|||||
|
کلید پنوماتیک |
با سفارش خاص |
||||
|
کلید جوشکاری |
با سفارش خاص |
||||
|
سوئیچ پله ای |
|||||
|
کلید جوشکاری تک/پیوسته KN32 |
|||||
|
آماده سازی سوئیچ/جوشکاری |
|||||
|
سوئیچ فشار آب KSI-2 |
|||||
|
شیر برقی دو حالته سازگار با 220 ولت |
|||||
|
فن 200FYZ-D |
تجهیزات
دستگاه: 1 عدد
الکترود: 3 عدد
سه قسمت سیستم هوا (فیلتر، تنظیم فشار و اتمیزاسیون) 1 عدد.
فیوز Φ6*30/0.75A 2 عدد
دستورالعمل (یک نسخه ثبت شده است، نسخه دوم برای اپراتورها) 2 نسخه.
شرکت "LIGA WELDING" نه تنها در فروش تجهیزات متخصص است، بلکه خدماتی را برای تشخیص و تعمیر دستگاه های جوش در مسکو ارائه می دهد. بازرسی از تاسیسات گارانتی به صورت رایگان انجام می شود. رفع ایرادات و عیوب مشخص شده توسط متخصص خارج از گارانتی همراه با کار تشخیصی پرداخت می شود.
واحدهای تولیدی داخلی و خارجی مشمول گارانتی و تعدیل پس از گارانتی می باشند:
- نیروگاه های دیزلی و بنزینی؛
- اینورترها; اینورترهای جوشکاری (MMA، TIG، MIG)؛
- ترانسفورماتورهای جوشکاری;
- تجهیزات برای برش هوا پلاسما (CUT)؛
برنامه آنلاین
قیمت تعمیر دستگاه های جوش
| نوع کار | قیمت |
|---|---|
| تشخیص استاندارد دستگاه، از جمله جداسازی قطعات، مونتاژ | از 500 روبل |
| تعویض عنصر کلید (کلید برق، سوکت خروجی، فن) | از 400 روبل |
| تعویض برد اینورتر | از 800 روبل |
| تعویض ترانسفورماتور | از 1000 روبل |
| بررسی دستگاه روی رئوستات | از 400 روبل |
| چک کردن دستگاه برای جوشکاری | از 400 روبل |
| تعمیر منبع تغذیه | از 2000 روبل |
| تعمیر رکتیفایر برق خروجی | از 2000 روبل |
| تعمیر برد کنترل | از 2000 روبل |
| تعمیر پاوریونیت IGBT - مبدل | از 2000 روبل |
| تمیز کردن دستگاه | از 500 روبل |
| کارهای مکانیکی | از 1500 روبل |
| تعمیر منبع تغذیه ثانویه | از 2000 روبل |
| تعمیر برد اسیلاتور | از 1200 روبل |
| تعویض شیر گاز | از 720 روبل |
| تعمیر فیدر سیم (MIG) | از 1500 روبل |
تعمیر واحدهای تحت گارانتی
تعمیر گارانتی دستگاه های جوش تنها با وجود کارت ضمانت نامه به درستی تکمیل شده انجام می شود. ژنراتورهای جوشکاری که علائم آسیب خارجی یا شکستگی مهر و موم را نشان می دهند تحت ضمانت نیستند. تشخیص و از بین بردن خرابی دستگاه می تواند از 1 ساعت یا بیشتر طول بکشد - همه اینها به میزان پیچیدگی آسیب و نیاز به جداسازی جزئی یا کامل دستگاه بستگی دارد.
تعمیر تجهیزات جوش خارج از گارانتی
مدت و قیمت تعمیر دستگاه های جوش اینورتر تولید روسی و خارجی بدون کارت گارانتی پس از تجزیه و تحلیل دقیق و عیب یابی اجباری با مشتری توافق می شود. دستگاه جوش باید عاری از گرد و غبار و کثیفی باشد. جوشکاری با کیفیت پس از تعمیر اینورتر جوشکاری با سطح بالایی مطابقت دارد.
شایع ترین علل آسیب به ژنراتورها
آماری که بر اساس نتیجه گیری از نتایج تشخیص تجهیزات جوش تشکیل شده است، نشان می دهد که شایع ترین علل نقص در عملکرد آنها، عدم استفاده صحیح از دستگاه در حین کار است. دانستن و درک موارد زیر مهم است:
- معمولاً تعمیرات برای واحدهای جوشکاری مورد نیاز است، در کارهایی که چرخه تعیین شده جوشکاری متناوب تحت بار و با بیکاری مرتباً نقض می شود. مدت زمان روشن کردن دستگاه نباید از حداکثر مقدار مشخص شده در پاسپورت محصول تجاوز کند.
- توان ژنراتور برق متصل باید حداقل 2 برابر از توان واحد جوش بیشتر باشد. نوسانات شبکه و نوسانات ناگهانی برق باعث بسته شدن دستگاه می شود.
- مدیریت غیرحرفه ای نصب، نادیده گرفتن نقص های آشکار، تمیز کردن و پاکسازی نابهنگام - همه اینها منجر به عواقب جدی می شود و بدون تعمیر به موقع دستگاه جوش تأثیر منفی بر نتیجه نهایی دارد.
خدمات تعمیر و نگهداری دستگاه های جوش
شرکت ما یک سیاست قیمت گذاری مناسب و وفادار را در مورد تعمیر تجهیزات جوش انجام می دهد. به عنوان مثال، هزینه تجزیه و تحلیل خرابی دستگاه از 900 روبل است (جداسازی و مونتاژ تجهیزات در قیمت گنجانده شده است) و تعویض برد اینورتر از 800 روبل است.
عملکرد بالای Spotters نه تنها توسط صاحبان خدمات و کارگاه های اتومبیل، بلکه توسط مشتریان متعدد آنها مورد قدردانی قرار گرفته است. ترمیم با کیفیت بالا عناصر بدنه آسیب دیده، سرعت بالا و هزینه مقرون به صرفه کار از مزایای اصلی استفاده از دستگاه های جوش نقطه ای است.
شرکت ما تعمیرات گارانتی و پس از گارانتی دستگاه های جوش مقاومتی GYS، Tecna، Nordberg، Cebora، Telwin، BlueWeld و سایر سازندگان را انجام می دهد.
ویژگی های تعمیر اسپاتر
تولید کنندگان طیف گسترده ای از دستگاه های جوش مقاومتی را ارائه می دهند:
- برای ساخت مفاصل باسن؛
- برای اتصال بین نقاط جداگانه ورق ها، مفصل بندی قطعات مهر شده؛
- برای انجام دستکاری های جوشکاری امدادی؛
- نوع جهانی
هر گونه دارای ویژگی های طراحی است، بنابراین تعمیر لکه ها از نظر ترتیب عملیات، درجه پیچیدگی متفاوت است. دستگاه های جوش ثابت واحدهای عظیمی هستند، آنها شبیه دستگاه های بزرگ هستند. تعمیر دستگاه های جوش مقاومتی از این نوع در محل کار آنها با خروج متخصصین ما انجام می شود.
مدل های قابل حمل کم مصرف که برای اتصال ورق های فلزی نازک استفاده می شود، به راحتی به مرکز خدمات ما آورده می شود. تعمیر اسپاتر حداقل زمان می برد.

ما همچنین جوش های نقطه ای خازن را تعمیر می کنیم. اغلب، منبع تغذیه در آنها خراب می شود، که با توجه به تکنولوژی سازنده با اصل جایگزین می شود.
عیب یابی انواع تجهیزات رایگان می باشد. انواع اصلی تعمیر کار:
- عیب یابی برد کنترل؛
- تعمیر واحد برق؛
- جایگزینی تریستورها و ترانزیستورها، مکانیسم تغذیه سیم؛
- تعویض ترانسفورماتور
تعمیرات جوشکاری مقاومتی حرفه ای
دلیل تماس با سرویس کاهش کیفیت کار جوشکاری انجام شده توسط دستگاه، ظاهر شدن "محصولات ناکافی" یا "سوختگی" است. ما طیف کاملی از ابزارهای تشخیصی را در اختیار داریم و به سرعت نقص را تعیین می کنیم. به مزایای کلیدی تعمیر دستگاه های جوش مقاومتی توسط متخصصان مجرب توجه کنید:

- بازیابی کامل عملکرد و کیفیت دستکاری ها؛
- حداقل زمان؛
- تضمین کار انجام شده و اجزای عرضه شده (فقط در نسخه اصلی)؛
- سیاست قیمت گذاری وفادار؛
- امکان عزیمت متخصصان به محل بهره برداری واحدها.
صنعتگران ماهر و آگاه در SC Welding کار می کنند. تماس با ما کلید عملکرد بدون مشکل و کارآمد ردیاب ها است.
هر سفارشی که ما قبول می کنیم تا حدی یک آزمون و امتحان برای کارمندان ما است. علیرغم تجربه چندین ساله در تعمیر تاسیسات جوشکاری تماسی در مسکو و منطقه مسکو، ما همچنان به کشف چیزهای جدید برای خود ادامه می دهیم، زیرا تکنولوژی ثابت نمی ماند و تولید کنندگان به طور مداوم دستگاه های خود را بهبود می بخشند.
همراه با آنها، ما در حال بهبود هستیم و تاکنون هیچ موردی وجود نداشته است که نوآوری از سوی سازنده باعث سردرگمی استادان ما شود. با توجه به حرفه ای بودن همه آنها در زمینه کاری خود، هر مشکل جدیدی که باید با آن روبرو شویم به سرعت تجزیه و تحلیل می شود و راه حل بهینه برای آنها انتخاب می شود که به ما امکان می دهد یکی از بهترین مراکز خدماتی در مسکو باشیم.



ما کیفیت بالا و حداقل زمان تحویل را تضمین می کنیم.
فقط به لطف مطالعه دقیق تصویر کامل از وضعیت دستگاه جوش مقاومتی شما که به دست استادان ما می افتد، می توانیم تضمین کنیم که پس از تعمیر ما دوباره خراب نمی شود. به همین دلیل، حتی با خرابیهای جزئی، ما یک تشخیص کامل و عمیق تجهیزات شما را انجام میدهیم، بنابراین پس از تعمیر، میتوانید برای مدت طولانی بدون حوادث مکرر از آن استفاده کنید، به خصوص اگر توصیههای عملیاتی صادر شده را رعایت کنید. توسط استادان ما
تعمیر دستگاه های جوش مقاومتی توسط متخصصین مرکز خدمات ما در سطح حرفه ای بالا و با گارانتی شرکتی انجام می شود.
جوش نقطه ای یکی از زیرگونه های جوشکاری تماسی است. در این نوع جوشکاری عناصر فلزی در یک یا چند محل محکم می شوند.
این روش جوشکاری سطحی دارای تکنولوژی تولید بالا و کاربردهای متنوع در صنایع مختلف می باشد و می توان آن را در تولید وسایل الکترونیکی، خودرو، دریایی و هواپیما و سایر تولیدات صنعتی به کار برد.

هنگام استفاده از این نوع جوش استحکام بسیار بالایی از اتصال قطعات سازه به یکدیگر حاصل می شود. درجه استحکام در محل اتصال با تلاش برای فشردن سطوح عناصر بسته شده و قدرت فیزیکی جریان الکتریکی دستگاه تعیین می شود.






در تولید مدرن، نسخه های مختلفی از این دستگاه ها از ماشین های ثابت گرفته تا دستگاه های قابل حمل آسان استفاده می شود. به عنوان مثال، تصویر عکسی از یک دستگاه جوش نقطه ای دستی را نشان می دهد.

ویژگی های سخت افزاری
این نوع جوش بر اساس روش حرارت دادن یک قطعه فلزی (صفحه) با پالس جریان الکتریکی است. برای اطمینان از اثر جوش، قطعات (عناصر) به شدت در برابر یکدیگر فشرده می شوند.

در محل بیشترین فشار، جوش نقطه ای قطعات با عبور بار الکتریکی بین الکترودهای دستگاه انجام می شود. در نقطه تماس، یک نقطه مذاب از فلز به اندازه بزرگتر از دوازده میلی متر تشکیل می شود.

روش های جوشکاری نقطه ای
این نوع جوش به صورت مشروط به دو روش نرم و سخت تقسیم می شود.

حالت نرم. در این حالت هنگام جوشکاری قطعات با استفاده از جریان کم به تدریج گرم می شوند. در این حالت جوش سطوح فلزی حدود سه ثانیه طول می کشد.

در این حالت مصرف برق توسط دستگاه (دستگاه) کاهش می یابد. حالت، به عنوان یک قاعده، هنگام جوشکاری فلزات با خواص سخت شدن استفاده می شود.

حالت سخت. با طول مدت کوتاه مدت یک جریان الکتریکی زیاد و فشار قوی عناصری که قرار است در نقطه جوشکاری جوش داده شوند، تعیین می شود. چگالی جریان الکتریکی مصرفی در این حالت به 300 آمپر در 1 میلی متر مربع می رسد. تولید فرآیند جوشکاری تا یک و نیم ثانیه طول می کشد.






عیب اصلی این روش نیاز زیاد به برق (ماشین آلات) و اضافه بارهای زیاد شبکه صنعتی است. مزیت حداقل زمان برای جوشکاری سطوح است.

این حالت معمولاً هنگام جوشکاری سطوح با هدایت حرارتی خوب، فولاد آلیاژی بالا یا سطوح اتصال با ضخامت های مختلف استفاده می شود.

گزینه های جوشکاری
انواع جوش نقطه ای با تعداد پیکسل های مفصلی که در یک زمان تشکیل می شوند تعیین می شوند. در تولید از موارد زیر استفاده می شود: انواع تک نقطه ای، دو نقطه ای و چند نقطه ای.

از نمای تک نقطه ای هنگام اتصال چند ورق استفاده می شود، در حالی که کیفیت جوش با هر لایه ورق (قطعات) کاهش می یابد. هنگام اتصال قطعات با سطوح وسیع از نوع جوش دو نقطه ای استفاده می شود.

نمای چند نقطه ای برای بستن سازه های مختلف مهر استفاده می شود. این می تواند دو طرفه و یک طرفه باشد، همه اینها به قرارگیری الکترودها در رابطه با گره های بسته شده بستگی دارد.

این نوع جوش می تواند در چرخه های عبور پالس های الکتریکی نیز متفاوت باشد. چرخه به ضخامت قطعاتی که قرار است جوش داده شود بستگی دارد.


با ضخامت سطح فلزی تا پنج میلی متر، یک پالس جریان الکتریکی کافی است و با ضخامت زیاد، چندین ضربه الکتریکی کوتاه مدت لازم است. هنگام جوشکاری عناصر فلزی با ضخامت و سختی زیاد، از چرخه هایی با فشردن افزایش یافته استفاده می شود.






روش های جوشکاری
روش های مختلفی برای جوشکاری نقطه ای وجود دارد:

نقطه جوش عناصر در یک یا چند مکان اتفاق می افتد. در ساخت ابزار، صنعت خودروسازی، ساخت کشتی های دریایی، رودخانه و هواپیما استفاده می شود.

جوشکاری ورق های فولادی تا ضخامت بیست میلی متر را فراهم می کند.

روش امداد - عناصر سازه ای در یک یا چند مکان آماده جوش داده می شوند. تفاوت این روش با روش قبلی به دلیل شکل عناصر چفت شده در محل جوش است.

روش درز - عناصری که قرار است جوش داده شوند با یک سری جوش به هم محکم می شوند. درز می تواند از پیکسل های جوش منفرد یا پیکسل های همپوشانی تشکیل شده باشد. برای ساخت مخازن مختلف که نیاز به سفتی بالایی دارند استفاده می شود.


اتصال - عناصر در امتداد منطقه مجاور تماس تحت تأثیر دمای بالا جوش داده می شوند. آنها هنگام تخمگذار خطوط لوله، ساخت زنجیر لنگر برای کشتی ها استفاده می شوند.

ویژگی های طراحی
فرصت های عالی برای جوشکاری نقطه ای در تولید صنعتی مورد تقاضا است. برای اجرای آنها ماشین آلات تولیدی و واحدهای قابل حمل دستی ایجاد شده است.

هنگام حل مشکلات جوشکاری عناصر فلزی، باید به خاطر داشت که این فرآیند به فلزی که محصول از آن ساخته شده و چگالی آن بستگی دارد.

الزامات فناوری برای انجام این نوع کار:
- ارائه ولتاژ کم، حداکثر 10 وات؛
- ارائه زمان کوتاهی برای عبور یک پالس الکتریکی در نقطه جوش.
- تامین جریان الکتریکی زیاد در محل جوشکاری؛
- ارائه حداقل مناطق مذاب در مکان های چفت و بست سازه؛
- اطمینان از استحکام با کیفیت بالای جوش

یک دستگاه جوش نقطه ای مدرن می تواند طراحی متفاوتی داشته باشد. در تولیدات مدرن از دستگاه های جوش نقطه ای ترانسفورماتور یا خازن استفاده می شود.


ماشینهای ترانسفورماتور باید سطوح جوشکاری را با دمای بالا گرم کنند. عملکرد تجهیزات جوشکاری در زندگی روزمره را می توان با جریان الکتریکی تا 5 کیلو آمپر و صنعتی از سیصد تا پانصد کیلو آمپر تضمین کرد.






در ماشین آلات تولید صنعتی از ترانسفورماتورهای قدرتمند استفاده می شود. عیب اصلی چنین دستگاه هایی عدم وجود بار همگن است که منجر به اضافه بارهای زیاد شبکه صنعتی و خرابی های مکرر می شود.

بارگذاری شبکه های الکتریکی ماشین های خازن به صورت اندازه گیری شده است. استفاده از خازن در ماشین ابزار باعث می شود از اضافه بارهای ناگهانی منبع تغذیه صنعتی جلوگیری شود.

دستگاه های خازن برای جوشکاری دستی ابعاد حداقلی دارند و به طور گسترده برای حل مسائل روزمره استفاده می شوند. مزایای آنها ابعاد کوچک و قابلیت عملکرد در هنگام اتصال به منبع تغذیه خانگی است.

مزایای:
- بدون نیاز به خرید مواد جوشکاری؛
- سهولت ساخت؛
- سهولت مدیریت؛
- تمیزی و مرتب بودن درزها یا نقاط جوش؛
- رعایت الزامات زیست محیطی؛
- حداقل مصرف برق؛
- عملکرد بالا

ما خودمان جوشکاری می کنیم
این نوع ابزار جوش ابزار ارزان قیمتی نیست. ساختن دستگاه جوش نقطه ای با دستان خود عملی تر است.

عنصر اصلی چنین دستگاهی یک ترانسفورماتور (مورد استفاده در لوازم خانگی مختلف) است. برای تامین جریان الکتریکی لازم برای این نوع کارها باید سیم پیچ های آن را به عقب برگردانید. در طول ایجاد سیم پیچ 1، نتایج میانی نیز تهیه می شود. سیم روی سیم پیچ ها باید با لاک آغشته شده و با کاغذ مخصوص پیچیده شود.

اجزای دستگاه با توجه به پارامترهای ترانسفورماتور انتخاب می شوند. طراحی آن به جزئیات (سطوح) که روی آن کار می شود بستگی دارد. قطعات الکتریکی باید با درجه بالایی از قابلیت اطمینان ساخته شوند.

انبرها می توانند دو نوع باشند: ثابت و از راه دور. ثابت - ساخت ساده تر، محکم به هم چسبانده شده و به طور قابل اعتماد عایق بندی شده اند. ریموت - برای استفاده در کارهای مختلف مناسب تر است. آنها آزادانه نصب و حذف می شوند. آوردن آنها به محل جوش مستقیم راحت است.

هنگام استفاده از انبر از راه دور، لازم است از اتصال قابل اعتماد آنها با خود دستگاه و ضد آب بودن آنها اطمینان حاصل شود. برای ساخت الکترودها می توان از میله های مسی، برنزی یا نوک آهن لحیم کاری قدیمی استفاده کرد.

نمودار سیم کشی برای اتصال چنین دستگاهی را می توان به راحتی در اینترنت پیدا کرد.

ایمنی
برای اطمینان از ایمنی خود، کارگر باید الزامات دستورالعمل های ایمنی جوش نقطه ای را بداند و رعایت کند:
- برای جلوگیری از برق گرفتگی، دستگاه را زمین کنید.
- قبل از شروع کار، بررسی قابلیت سرویس دهی آن ضروری است.
- استفاده از تجهیزات حفاظت فردی دست، چشم و بدن؛
- عدم تامین ولتاژ بالا به عناصر کنترل دستگاه
- فقط از سیم های سطح مقطع تعیین شده در دستگاه استفاده کنید.
- در اتاقی با تهویه مجهز کار کنید یا از ماسک های مخصوص برای محافظت از سیستم تنفسی استفاده کنید.
- قفل ها و کلیدهای ضامن (دکمه ها) برای روشن یا خاموش شدن باید در وضعیت خوبی باشند، به وضوح قابل مشاهده و به راحتی قابل دسترسی باشند.
- در طول تولید کار، ناحیه مکانیسم های گیره باید با سپر بسته شود.

رعایت این اقدامات ایمنی حفظ سلامت کارمند و دیگران را تضمین می کند، به شما امکان می دهد تا میزان لازم کار را به طور دقیق و به موقع انجام دهید.

عکس آموزش ساخت دستگاه جوش نقطه ای








