Мелитопольский Профессиональный Лицей
По сварке
на тему:
Выполнил:
Учащийся группы ТУ-6
Проверил:
Иванов О.К
Мелитополь - 2014 г
Введение
Способы выполнения сварных швов по длине и сечению
Сварка стыковых швов
Сварка угловых швов
Сварка металла большой толщины
Сварка тонколистового металла
Строительные материалы: строительный кирпич и мелкие стеновые блоки
Строительный кирпич
Мелкие стеновые блоки
Требования, предъявляемые к системам отопления
Заключение
Список использованной литературы
Введение
В настоящее время рабочие профессии востребованы во всех отраслях промышленности. С развитием экономики государства повышается спрос на высококвалифицированных специалистов (сварщиков, строителей, монтажников и т.д.). Постоянное внедрение новых технологий, увеличение объема работ, расширение материальной базы требует повешенного внимания к подготовке, переподготовке, повышении квалификации специалистов данных профессий.
Сварка металла представляет собой технологический процесс получения неразъемного соединения за счет установления межатомных или межмолекулярных связей или диффузии. Применяют ее для соединения однородных и разнородных металлов и их сплавов, металлов с некоторыми неметаллическими материалами (керамикой, стеклом и др.), а также пластмасс. Сварка является экономически выгодным, высокопроизводительным и в значительной степени механизированным технологическим процессом. Она широко применяется практически во всех отраслях машиностроения и строительной промышленности, в судостроении при изготовлении цельносварных корпусов судов.
Все здания и инженерные сооружения возводятся из разнообразных строительных материалов, поэтому правильный их выбор, умение оценить их качество и степень сохранности и обеспечить нормальные условия эксплуатации конструкций из этих материалов - все это необходимо для строителей любой специальности.
Трудно назвать отрасль народного хозяйства, в которой не применялась бы тепловая энергия. Обеспечение нормальных микроклиматических условий в помещениях жилых, общественных зданий и зданий промышленного назначения, обеспечение нормального хода технологических процессов в промышленности, обеспечение чистоты атмосферы в помещениях и на рабочих местах - далеко не полный перечень сторон разнообразной деятельности и жизни человека, требующих применения тепловой энергии. Поэтому так остро поставлены вопросы развития техники теплогазоснабжения и вентиляции.
Дипломная работа состоит из введения, трех частей, заключения и списка использованной литературы. В первой части рассмотрим способы выполнения сварных швов по длине и сечению, а именно технику сварки стыковых и угловых швов, технику сварки металла большой толщины и тонколистового металла в различных пространственных положениях. Во второй - виды строительных материалов - строительные кирпичи и мелкие стеновые блоки (назначении, размеры, виды кладки, растворы). Третья часть посвящена требованиям, предъявляемым к системам отопления.
Способы выполнения сварных швов по длине и сечению
Сварка в различных пространственных положениях
Сварка начинается с зажигания сварочной дуги, которое происходит при кратковременном касании концом электрода изделия. Благодаря протеканию тока короткого замыкания - методом «впритык» или скользящим движением конца электрода с кратковременным касанием изделия - методом «спички» (рис. 1). При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении.
Рис. 1 Зажигание сварочной дуги: а - кратковременным прикосновением электрода к поверхности изделия; б - чирканьем конца электрода о поверхность изделия.
Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика. Дугу перемещают таким образом, чтобы обеспечивалось проплавление свариваемых кромок и получалось требуемое качество наплавленного металла при хорошем формировании шва. Это достигается поддержанием дуги постоянной длины и соответствующим перемещением конца электрода (рис. 2). При ручной сварке длина дуги в зависимости от марки и диаметра электрода, условий сварки составляет 0,5-1,2 диаметра электрода. Большое увеличение дуги приводит к снижению глубины провара, ухудшению качества шва, увеличению разбрызгивания, а иногда и к порообразованию; значительное уменьшение - к ухудшению формирования и короткому замыканию.
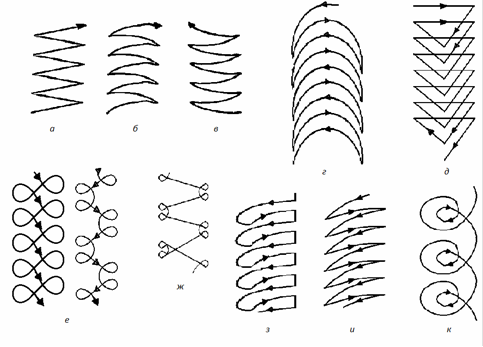
Рис. 2. Основные виды траектории поперечных движений рабочего конца электрода
При отсутствии поперечных колебательных движений конца электрода ширина валика равна 0,8-1,5 d электрода. Такие швы (или валики) называют узкими, или ниточными. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве. Получение средних швов (или валиков), ширина которых обычно не более 2-4 d электрода, возможно за счет колебательных движений конца электрода. Основные варианты колебательных движений конца электрода показаны на рисунке 2. Движения, не способствующие усиленному прогреву обеих свариваемых кромок - на рис. 2, в-ж; способствующие усиленному прогреву одной кромки - на рис. 2, з-и; способствующие прогреву корня шва - на рис. 2, к.
Сварку нужно стремиться выполнять в нижнем положении, так как при этом создаются наиболее благоприятные условия для получения швов хорошего качества. В этом положении расплавленный металл переносится в сварочную ванну, которая занимает горизонтальное положение, в направлении силы тяжести. Более того, сварку в нижнем положении выполнять удобнее и легче наблюдать за процессом.
Существуют различные способы сварки швов по длине и сечению. Выбор их зависит от длины шва и толщины свариваемого металла. Условно принято швы длиной до 250 мм называть короткими, 250-1000 мм - средними, более 1000 мм - длинными.
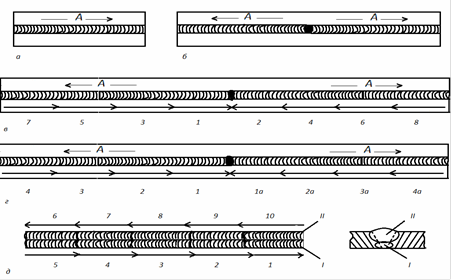
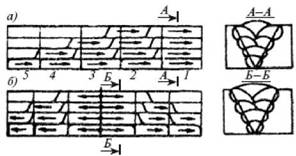
Рис. 3. Сварка швов различной протяженности: а - короткий шов; б - средний шов; в-д - длинные швы; I, II - слои шва; 1-10 - порядок и направление сварки участков шва; А - общее направление сварки
Короткие швы сваривают на проход, т. е. при неизменном направлении сварки, от одного конца шва к другому (рис. 3, а); швы средней длины - от середы соединения к концам (рис. 3, б); длинные швы - обратноступенчатой сваркой, при которой сварный шов выполняется следующими один за другими участками а направлении, обратном приращению шва (рис. 3, в). Длина ступени (участка) принимается в пределах 100-350 мм, причем более короткие ступени назначают при сварке тонкого металла и более длинные - при сварке толстого металла.
Обратноступенчатая сварка ведется преимущественно при общем направлении А от середины к концам и может выполнятся одним или двумя сварщиками (рис. 3, г, участки 1 и 1а, 2 и 2а и т.д.).
При многослойных швах (рис. 3, д) также используется обратноступенчатая сварка, при этом смежные участки вышележащих слоев выполняют в направлении обратном сварке нижележащих швов. Концы швов смежных участков должны быть смещены относительно друг друга на 25-30 мм.
Сварка швов в положении, отличных от нижнего, имеет ряд особенностей.
При сварке в вертикальном положении металл в сварочную ванну переносится перпендикулярно силе тяжести. Поэтому сварка покрытыми электродами должна выполняться по возможности наиболее короткой дугой. При этом диаметр электродов должен быть не более 4-5 мм, а ток на 15-20% ниже значений тока при сварке в нижнем положении. При переходе металла электрода в сварочную ванну количество жидкого металла в ней увеличивается и под действием силы тяжести металл может вытечь. Поэтому электрод необходимо быстро отвести в сторону, чтобы металл затвердел. Сварку вертикальных швов веду сверху вниз (рис. 4 а) или снизу вверх (рис. 4 б).
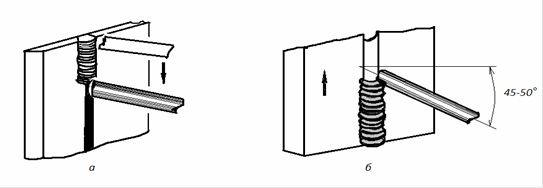
Рис. 4. Схема сварки вертикальных швов: а - сверху вниз; б - снизу вверх
Более удобной является сварка снизу вверх, когда дуга возбуждается в самой нижней точке, где образуется площадка для затвердевшего металла, на которой удерживаются следующие капли расплавленного металла. Выполнять сварку сверху вниз значительно труднее, чем снизу вверх. Обычно этот метод применяется для сварки тонкого металла. В начале сварки электрод располагают перпендикулярно поверхности и дуга возбуждается в верхней точке шва. После появления заметной капли жидкого металла на свариваемой поверхности электрод наклоняют вниз под углом 10-15˚, а дугу направляют на расплавленный металл.Горизонтальные швы сваривать труднее, чем вертикальные, поэтому их выполняют сварщики более высокой квалификации. Чтобы расплавленный металл не мог стечь, кромки на нижнем листе не скашивают, а сварку начинают на кромке нижнего листа, затем проваривают корень шва и переносят дугу на кромку верхнего листа (рис. 5). При наложении верхних уширенных валиков поперечные колебания конца электрода совершают под углом 45˚ к оси шва. Сварку ведут электродами тех же диаметров и на тех же режимах, что и сварку вертикальных швов.
По технике выполнения сварка потолочных швов наиболее трудная. В данном случае сила тяжести препятствует переносу капель металла электрода в сварочную ванну и они стремятся стечь вниз. Преодолеть силу тяжести и удержать расплавленный металл от вытекания можно при небольшом объеме сварной ванны. Для этого сварку осуществляют электродами диаметром не более 4 мм при силе тока на 20-25% меньше, чем при сварке в нижнем положении короткой дугой и узкими валиками. Дуга должна быть как можно короче для перехода капель металла электрода в металл шва (рис. 6).
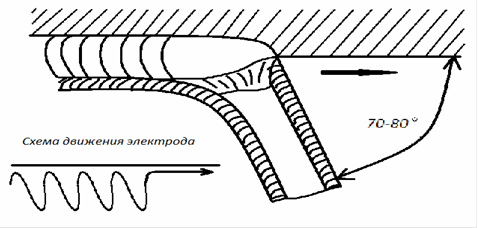
Рис. 6. Сварка потолочных швов
Сварка стыковых швов
Стыковые соединения без скоса кромок сваривают уширенным швом с одной или двух сторон стыка.
Стыковые соединения с разделкой кромок выполняют однослойными (однопроходными) или многослойными (многопроходными), в зависимости от толщины металла и формы подготовки кромок (рис. 7).
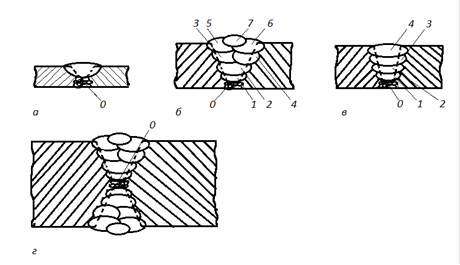
Рис. 7. Сварка стыковых швов: а-г - формы поперечных сечений швов; 1-7 - порядок выполнения слоев шва; 0 - подварочный шов
Таблица 1 Число слоев при сварке стыковых и угловых швов
Сварку многослойных швов начинают, тщательно проваривая корень шва электродом диаметром не более 4 мм, а последующие швы направляют уширенными валиками, используя электроды большего диаметра.
В ответственных конструкциях корень шва удаляют вырубкой, зубилом или газовым резаком для поверхностной резки, а затем накладывают подварочный шов.
Сварка угловых швов
Наилучшие результаты при сварке угловых швов обеспечиваются при установке плоскостей соединяемых элементов в положении «в лодочку» (рис. 8, а), т.е. под углом 45 к горизонтали. При этом достигается хорошее проплавление угла и стенок элементов без опасности подреза или непровара, а также создается возможность наплавлять за один проход швы большего сечения. Однако не всегда можно установить соединяемые элементы в положение «в лодочку».
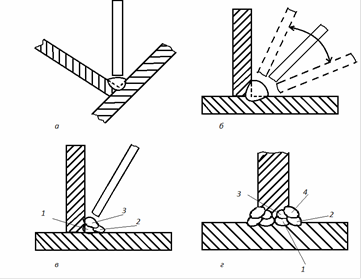
Рис. 8. Сварка угловых швов: а-г - формы поперечных сечений и положение деталей при сварке; 1-4 - порядок выполнения слоев шва
В ряде случаев соединяемые элементы занимают иное (рис. 8, б-г) положение в пространстве. Сварка таких угловых швов сопровождается дополнительными сложностями, так как возможны непровары вершины угла соединения или горизонтальной стенки, а также подрезы стенки вертикального элемента. В этих случаях катеты однослойного углового шва не должны превышать 8 мм. Швы с катетами свыше 8 мм выполняют в два слоя и более.
Угловые швы таврового соединения с двумя симметричными скосами одной кромки сваривают в один слой или в несколько слоев в зависимости от толщины свариваемого металла.
Технология сварки угловых швов в вертикальном и потолочном положениях существенно не отличается от сварки стыковых швов со скосом кромок. Для обеспечения необходимого провара вершины угла первый слой выполняют электродами диаметром 3-4 мм.
При сварке угловых швов нахлесточных соединений нельзя допускать излишнего проплавления (подреза) кромки верхнего элемента и наплыва металла (при недостаточном сплавлении) на плоскость нижнего элемента.
Способы выполнения сварочных швов по длине и сечению
Для сварщика очень важно овладеть навыком зажигания дуги. Зажигание дуги выполняется кратковременным прикосновением конца электрода к изделию или чирканьем концом электрода о поверхность металла.
«Ведут» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва.
Существуют различные способы выполнения швов по длине и сечению. Выбор способа выполнения швов определяется длиной шва и толщиной свариваемого металла. Условно считают швы длиной до 250 мм короткими, длиной 250-1000 мм - средними, а более 1000 мм - длинными.
Короткие швы по длине обычно сваривают "на проход". Швы средней длины сваривают от середины к краям либо обратноступенчатым способом. Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом, а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом.
Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных напряжений и деформаций.
Предыдущий шов остывает до температуры 200-300 градусов. При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными.
При сварке стыковых или угловых швов большого сечения шов выполняется несколькими слоями. При этом каждый слой средней и верхней части шва может выполняться как за один проход, так и за 2 и более проходов.
С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14-16 мм, то чаще применяется многопроходный способ сварки швов.
При сварке металла большой толщины - более 15 мм выполнение каждого слоя "на проход" является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин на первых слоях, т. к. первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при ручной дуговой сварке следует производить каскадным методом или "горкой". В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий сдой, что позволяет снизить сварочные напряжения и деформации.
При каскадном методе заполнения шва, весь шов разбивается на короткие участки в 200 мм, и сварка каждого участка проводится таким методом. По окончании сварки первого слоя первого участка, не останавливаясь, продолжают выполнение первого на соседнем участке. При этом каждый последующий слой накладывается на неуспевший остыть металл предыдущего слоя.
Сварка "горкой" является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва.
Прежде чем приступить к сварке, необходимо ознакомиться с технической документацией. Процесс изготовления любой конструкции представлен в технологических картах. Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов.
При ручной дуговой сварке малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 и Э46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42А и Э46А. Например, УОНИ-13/45, СМ-11, Э-138/45Н и др.
Вопрос 1. Устройство и назначение сварочного трансформатора.
Для дуговой сварки используют как переменный, так и постоянный сварочный ток. В качестве источника переменного сварочного тока применяют сварочные трансформаторы, а постоянного - сварочные выпрямители и сварочные преобразователи.
Источник питания сварочной дуги – сварочный трансформатор - обозначается следующим образом:
ТДМ-317, где:
Т - трансформатор;
Д - для дуговой сварки;
М - механическое регулирование;
31 - номинальный ток 310 А;
7 - модель.
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока.
Трансформатор (рис. 22) имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, - вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В.
8 нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка - подвижная и может перемещаться по сердечнику при помощи винта 4, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока - 65-460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-180 А. Диапазоны тока переключают выведенной на крышку рукояткой.
Рис. 22. Сварочный трансформатор:
а - внешний вид; б - схема регулирования сварочного тока
Свойства источника питания определяются его внешней характеристикой, представляющей кривую зависимости между током (I) в цепи и напряжением (U) на зажимах источника питания.
Источник питания может иметь внешнюю характеристику: возрастающую, жесткую, падающую.
Источник питания для ручной дуговой сварки имеет падающую вольт-амперную характеристику.
Напряжение холостого хода источника питания - напряжение на выходных клеммах при разомкнутой сварочной цепи.
Номинальный сварочный ток и напряжение – ток и напряжение, на которые рассчитан нормально работающий источник.
Вопрос 2. Способы заполнения шва по сечению.
По способу заполнения по сечению швы:
однопроходные, однослойные (рис. 23, а);
многопроходные многослойные (рис. 23, б);
многослойные (рис. 23, в).

Рис. 23. Сварные швы по заполнению сечения шва
Если число слоев равно числу проходов дугой, то такой шов называют многослойным .
Если некоторые из слоев выполняют за несколько проходов, то шов многопроходный .
Многослойные швы чаще применяют в стыковых соединениях, многопроходные - в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняют:
двойным слоем;
каскадом;
блоками;
горкой.
В основу всех этих способов положен принцип обратно-ступенчатой сварки.
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака: сварка на длине 200-400 мм ведется в противоположных направлениях. Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15-20 мм, обладающего значительной жесткостью.
При толщине стальных листов 20-25 мм и более для предотвращения трещин применяют сварку:
каскадом;
блоками;
поперечной горкой.
Заполнение многослойного шва для сварки горкой и каскадом производится по всей свариваемой толщине на определенной длине ступени. Длина ступени подбирается такой, чтобы металл в корне шва имел температуру не менее 200°С в процессе выполнения шва по всей толщине. В этом случае металл обладает высокой пластичностью, и трещин не образуется. Длина ступени при каскадной сварке равна 200-400 мм (рис. 24, а).
При сварке блоками многослойный шов сваривают отдельными ступенями, промежутки между ними заполняют по всей толщине слоями (рис. 24, б).
При соединении деталей из закаливающихся при сварке сталей рекомендуется применять сварку блоками. Из незакаливающихся (низкоуглеродистых) сталей - лучше выполнить сварку каскадом.
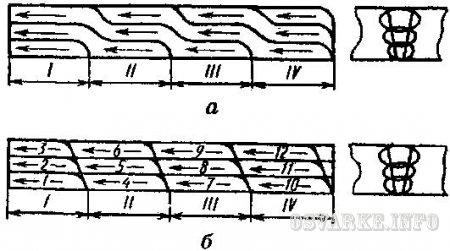
Рис. 24. Заполнение шва по сечению:
а - каскадом; б – блоками
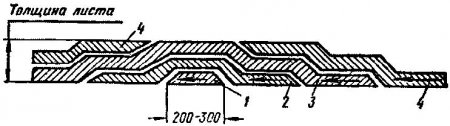
Рис. 25. Сварка горкой
Таким образом, выполняют сварку (заполнение разделки) в обе стороны от центральной горки короткими швами. Каскадный метод является разновидностью метода горки.
При сварке методом горки (рис. 25) на участке 200-300 мм накладывают первый слой, после очистки его от шлака на него накладывают второй слой, по длине в 2 раза больший, чем первый. Затем, отступив от начала второго слоя на 200-300 мм, производят наплавку третьего слоя и т. д.
3. Задача. Объясните влияние серы и фосфора на качество сварного шва.
Сера и фосфор являются вредными примесями стали и чугуна. Их избыточное количество вызывает образование трещин в сварном шве. Сера вызывает трещины в горячем состоянии шва (явление красноломкости), фосфор - в холодном (явление хладноломкости).
Для начинающего сварщика очень важно овладеть навыком зажигания дуги. Зажигание дуги выполняется кратковременным прикосновением конца электрода к изделию или чирканьем концом электрода о поверхность металла (рис. 64). «Ведут» дугу таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Основные, наиболее широко применяемые способы перемещения конца электрода при РДС приведены на рис. 65. Существуют различные способы выполнения швов по длине и сечению. Выбор способа выполнения швов определяется длиной шва и толщиной свариваемого металла. Условно считают швы длиной до 250 мм короткими, длиной 250-1 000 мм - средними, а более 1 000 мм - длинными (рис. 66).
Рис. 66. Способы выполнения шва: а - сварка швов «на проход»; б - сварка швов средней длины; в - сварка швов обратноступенчатым способом; г, д - сварка длинных швов
Короткие швы по длине обычно сваривают «на проход» (рис. 66,
|
Рис. 68. Схема заполнения разделки кромок при РДС металла большой толщины: а - каскадный метод; б - метод заполнения разделки «горкой» При каскадном методе заполнения шва весь шов разбивается на короткие участки в 200 мм, и сварка каждого участка производится таким методом. По окончании сварки первого слоя первого участка, не останавливаясь, продолжают выполнение первого слоя на соседнем участке. При этом каждый последующий слой накладывается на неуспевший остыть металл предыдущего слоя. Сварка «горкой» является разновидностью каскадного способа и ведется двумя сварщиками одновременно, от середины к краям. Эти оба метода выполнения шва представляют собой обратноступенчатую сварку не только по длине, но и по сечению шва. Прежде чем приступить к сварке, необходимо |
а). Швы средней длины сваривают от середины к краям (рис. 66, б) либо обратноступенчатым способом (рис. 66, в). Длинные швы однопроходных стыковых соединений и первый проход многопроходных швов сваривают от середины к концам обратноступенчатым способом (рис. 66, г), а в соединениях с угловыми швами также от середины к концам обратноступенчатым способом (рис. 66, д). Обратноступенчатая сварка является наиболее эффективным методом уменьшения остаточных напряжений и деформаций. Предыдущий шов остывает до температуры 200-300 °С. При охлаждении одновременно с уменьшением ширины шва уменьшается и первоначально расширенный зазор, именно поэтому остаточные деформации становятся минимальными. При стыковых или угловых швов большого сечения шов выполняется несколькими слоями (рис. 67). При этом каждый слой средней и верхней части шва может выполняться как за один проход (рис. 67, а), так и за два и более проходов (рис. 67, б). С точки зрения уменьшения остаточных деформаций сварка за один проход предпочтительнее. Если ширина шва достигает 14-16 мм, то чаще применяется многопроходный способ сварки швов. При сварке металла большой толщины (> 15 мм) выполнение каждого слоя «на проход» является нежелательным. Такой способ приводит к значительным деформациям и образованию трещин в
первых слоях, так как первый слой успевает остыть. Для предотвращения образования трещин заполнение разделки кромок при РДС следует производить каскадным методом или «горкой». В этом случае каждый последующий слой накладывается на еще не успевший остыть предыдущий слой, что позволяет снизить сварочные напряжения и деформации. Схемы заполнения разделки кромок каскадным методом и «горкой» приведены на рис. 68, а, б.
ознакомиться с технической документацией. Процесс изготовления любой конструкции представлен в технологических картах. Кроме технологических карт к технологическому процессу прилагаются чертежи изделия: общий вид и деталировка с необходимыми пояснениями и техническими условиями. На общем виде указываются обозначения сварных швов. При РДС малоуглеродистых сталей в зависимости от прочностных показателей металла широко используют электроды с рутиловым покрытием типов Э42 иЭ46, например, АНО-6, АНО-4 и др. Для сварки ответственных стальных конструкций применяют электроды с основным покрытием типов Э42АиЭ46А, например: УОНИ- 13/45, СМ-11, Э-138/45Н и др.
Для предупреждения пожаров необходимо соблюдать следующие противопожарные мероприятия. Постоянно следить за наличием и исправным состоянием противопожарных средств (огнетушителей, ящиков с сухим песком, лопат, пожарных рукавов, асбестовых покрывал и т. д.). …
Способы заполнения шва по длине и сечению.
Швы по длине и сечению выполняют на проход и обратно ступенчатым способом. Сущность способа сварки на проход заключается в том, что шов выполняется до конца в одном направлении. Обратно- ступенчатый способ состоит в том, что длинный предполагаемый к исполнению шов делят на сравнительно короткие ступени.
По способу заполнения швов по сечению различают однопроходные, однослойные швы, многопроходные и многослойные. Если число слоев равно числу проходов дугой, то такой шов называют многослойным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные- в угловых и тавровых. Для более равномерного нагрева металла шва по всей его длине выполняют двойным слоем, секциями, каскадом и блоками, причем в основу всех этих способов положен принцип обратноступенчатой сварки.
Окончание шва.
В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла шва кратер.
Кратер может вызвать появлений трещины в шве в следствии содержания в нем примесей, прежде всего, серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл.
При сварке стали, склонной к образованию закалочных микроструктур, вывод кратер в сторону недопустим ввиду возможности образования трещин.
Лучшим способом окончания шва будет заполнения кратера металлом в следствии прекращения поступательного движения электродов в дугу и медленного удлинения дуги до ее обрыва.
10. Предупреждение деформации.
Деформацией называется изменение формы и размеров изделия под действием внутренних и внешних сил. Деформации могут быть упругими и пластическими.
Они подразделяются на деформации растяжения, сжатия, кручения, изгиба, среза. Деформации при сварке возникают при неравномерном нагреве и охлаждении металла. Уменьшение деформаций производят конструктивным и технологическим способом.
Конструктивным- уменьшение количества сварных швов и их сечений, что снижает количество вводимой теплоты. Между количеством теплоты и деформации существует прямая зависимость.
Технологический способ- применение силовой обработки металла сварочного изделия в процессе его сварки.
Виды применяемых сил:
1) Внешняя статическая или пульсирующая сила, приложенная к собранному под сварку изделию
2) Местная проковка и обкатывание металла шва, околошовного металла.
Деформации выражаются в изменении формы и размеров детали по сравнению с намеченными до резки.
Способы борьбы с деформациями при кислородной резке:
Рациональная технология резки, применение жесткого закрепления концов реза, предварительный подогрев вырезаемой детали, применения искусственного охлаждения и др.
В рациональную технологию резки входят, правильный выбор начала резки, установление правильной последовательности резки, выбор наилучшего режима резки. Защемлением концов реза можно снизить деформацию по кромкам. Уменьшать деформацию можно предварительным подогревом места вырезки детали, что приводит к более равномерному охлаждению металла.
Уменьшение деформаций достигается также непрерывным охлаждением струей воды по зоне термического влияния у разрезаемой части.
Что бы не образовалось деформаций вне плоскости листа, нельзя допускать провисания его под действием нагрева при резке. Поэтому резку надо выполнять на стеллажах с большим числом опор.
11. Прогрессивные методы сборки и сварки узла.
Чтобы повысить производительность труда и облегчить труд сварщика применяют различные высокопроизводительные способы сварки.
Сварка пучком (гребенкой) электродов.
Принцип этого способа состоит в том, что два или несколько электродов соединяет пучок, которым с помощью обычного электрода-держателя ведут сварку.
При сварке пучком электродов дуга возникает между свариваемым изделием и одним из его стержней по мере оплавления последнего, переходит на соседний, то есть дуга горит попеременно между каждым из электродов пучка и изделия.
В результате этого нагрев стержней электродов внутренней теплотой будет меньше, чем при сварке одним электродом при той же величине тока.
Поэтому при сварке пучком можно устанавливать большую величину тока, чем при сварке одинарным электродом того же диаметра, а это в свою очередь позволяет увеличить производительность труда.
Сварка с глубоким проплавлением
Составы некоторых покрытий, нанесенные на стержень электрода более толстым слоем,чем обычно, позволяет сконцентрировать теплоту сварочной дуги, повысить ее проплавляющие действия: увеличить глубину проплавления основного металла.
Сварка в таких случаях ведется короткой дугой, горение которой поддерживается за счет опирания козырьком покрышки на основной металл.
При сварке наклонным электродом оплавляющийся конец электрода опирается о свариваемые кромки, а сам электрод перемещается вдоль линии соединения по мере заполнения разделки кромок.
12. Контроль качества сварки.
В производстве сварных изделий различают дефекты:
наружные, внутренние и сквозные, исправимые и неисправимые, внутрицеховые и внешние.
а) наружные дефекты: трещины, микротрещины, осадочные раковины, утяжины, вогнутости корня, несквозные свищи, пары, брызги металла и.т.д.
б) внутренние дефекты: непровар, внутренняя пора и.т.д.
в) сквозные дефекты: свищи, прожоги, трещины, сплошные непровары.
Исправимые дефекты- дефекты, устранение которых технически возможны и экономически целесообразно.
Основные виды контроля классифицируются по форме воздействия на производство, активный и пассивный. По охвату продукции на сплошной и выборочный. По месту проведения на стационарный и подвижной.
Различают следующие виды контроля за качеством сварки:
Внешний осмотр-
служит для определения наружных дефектов в сварных швах и производится невооруженным глазом или с помощью лупы, увеличивающий в 5-10 раз.
Испытание керосином-
применяется для определения плотности сварных швов. Доступную для осмотра сторону шва покрывают водной суспензией мела или каолина и подсушивают. Другую сторону смазывают керосином. Появление жирного пятна на меле выявляет место дефекта.
Испытание обдувом воздуха-
состоит в том, что одна сторона обдувается сжатым воздухом, а другая покрывается водным раствором с мылом. Появление пузырей показывает место дефекта шва.
Испытание вакуумом-
определенный участок шва покрывают мыльным раствором и устанавливают вакуумную камеру, появление пузырей или пены показывает место дефекта шва.
Испытание водой-
под давлением одну сторону шва обливают водой, если с другой стороны появляются течи, капли, это значит, что шов с дефектом.
Также проводятся испытания воздушным давлением, гидравлическим давлением, просвечиванием сварных соединений, ультразвуком, магнитографическим методом, технологические, химические и механические испытания.
13. Техника безопасности и противопожарная безопасность при
сварке.
1. Сварочные работы должны производиться в электросварочных цехах или на специально оборудованных площадках.
2. Сварочный пост находящийся как в помещении, так и на открытом воздухе, должен быть огражден щитами либо ширмами для защиты окружающих от вредного действия электрической дуги.
3. При сварке изделий массой более 20 кг., должны быть установлены подъемно-транспортные механизмы.






