- Проверявайте на всеки 3 месеца за разхлабени винтови връзки или разхлабени кабели. Ако се открие проблем, незабавно го отстранете.
- Редовно проверявайте газовата тръба и охлаждащата тръба за течове. Коригирайте проблема, когато бъде открит.
- Добавете масло към разпръскващото рамо навреме (Маслото за шевна машина е подходящо.)
- Добавяйте грес към цилиндъра и плъзгащата се втулка на всеки две седмици.
- Поддържайте машините за съпротивително заваряване чисти, особено платформата за заваряване.
Често срещани проблеми и решения
|
проблем |
Решения |
|
|
Индикаторът на захранването е изключен или вентилаторът не се върти |
|
|
|
След стартиране на машината за точково заваряване и натискане на бутона за заваряване нищо не се случва. |
|
|
|
След натискане на бутона за заваряване апаратът за точково заваряване започва да работи, но няма заваръчен ток. |
|
|
|
Заваряване на слаби места |
|
|
|
Заваръчният ток не се регулира или е твърде висок |
|
|
Електрическа схема
调 корекция
Заваряване
Електрическа схема DNB-40A (63A)
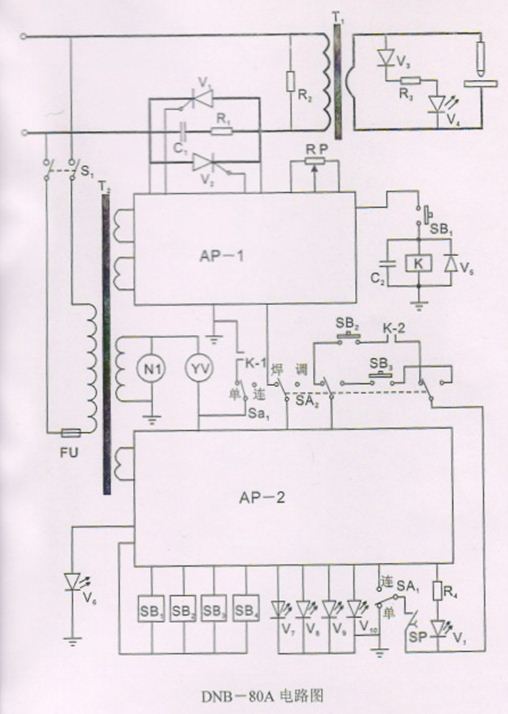
DNB-80A
Електрическа схема DNB-80A
Таблица на елементите
|
Номер на позицията |
име или тип |
Количество |
Забележка |
Модификация |
|
|
Главен трансформатор |
По специална поръчка |
||||
|
Контролен трансформатор |
|||||
|
Спирачен борд |
По специална поръчка |
||||
|
Програмно табло |
По специална поръчка |
||||
|
Силиконово управление 200A/1600V |
По специална поръчка |
||||
|
Програмен индикатор |
|||||
|
Индикатор за мощност φ5 луминотрон |
|||||
|
Индикаторна лампа за охлаждане φ5 луминотрон |
|||||
|
Предпазител φ6X30/0.75A |
|||||
|
Резистор RJ-2W-15Ω |
|||||
|
Резистор RJ-100W-100Ω |
Сериен |
||||
|
Резистор RJ-0.3W-100Ω |
|||||
|
Резистор RJ-0.3W-620Ω |
|||||
|
Измервател на потенциал WX-Ⅲ-2W-4.7Ω |
|||||
|
Кондензатор CL-630V-0.47 |
|||||
|
Кондензатор CL-100V-0.47 |
|||||
|
Реле JQX-13F |
|||||
|
Ключ за захранване LA18 |
|||||
|
Пневматичен превключвател |
По специална поръчка |
||||
|
ключ за заваряване |
По специална поръчка |
||||
|
Стъпков превключвател |
|||||
|
Превключвател за единично/непрекъснато заваряване KN32 |
|||||
|
Подготовка/заваряване на превключватели |
|||||
|
Превключвател за водно налягане KSI-2 |
|||||
|
Двурежимен електромагнитен вентил, съвместим с 220V |
|||||
|
Вентилатор 200FYZ-D |
Оборудване
Машина: 1 бр
Електрод: 3 бр.
Три части на въздушната система (филтър, регулиране на налягането и пулверизиране) 1 бр.
Предпазител Φ6*30/0.75A 2бр
Инструкция (един екземпляр е регистриран, вторият за оператори) 2 екземпляра.
Компанията "LIGA WELDING" е специализирана не само в продажбата на оборудване, но също така предоставя услуги за диагностика и ремонт на заваръчни машини в Москва. Проверката на гаранционните инсталации се извършва безплатно. Коригирането на дефекти и неизправности, посочени от специалист извън гаранцията, се заплаща заедно с диагностичната работа
Единиците от местно и чуждестранно производство подлежат на гаранционна и следгаранционна корекция:
- Електрически централи от дизелов и бензинов тип;
- инвертори ; заваръчни инвертори (MMA, TIG, MIG);
- Заваръчни трансформатори;
- Оборудване за въздушно-плазмено рязане (CUT);
Онлайн кандидатстване
ЦЕНИ за ремонт на заваръчни апарати
| Вид работа | Цена |
|---|---|
| Стандартна диагностика на устройството, включително демонтаж, монтаж | от 500 rub |
| Смяна на превключващия елемент (мрежов ключ, изходящ контакт, вентилатор) | от 400 rub |
| Смяна на инверторната платка | от 800 rub |
| Смяна на трансформатор | от 1000 rub |
| Проверка на устройството на реостат | от 400 rub |
| Проверка на машината за заваряване | от 400 rub |
| Ремонт на захранване | от 2000 rub |
| Ремонт на токоизправител на изходна мощност | от 2000 rub |
| Ремонт на табло за управление | от 2000 rub |
| Ремонт на захранващия блок IGBT - Преобразувател | от 2000 rub |
| Почистване на машината | от 500 rub |
| механична работа | от 1500 рубли |
| Ремонт на вторично захранване | от 2000 rub |
| Ремонт на осцилаторна платка | от 1200 rub |
| Смяна на газов клапан | от 720 рубли |
| Ремонт на телоподаващо устройство (MIG) | от 1500 рубли |
Ремонт на агрегати в гаранция
Гаранционният ремонт на заваръчните машини се извършва само при наличие на правилно попълнена гаранционна карта. Заваръчните генератори, които показват признаци на външна повреда или счупени уплътнения, не се покриват от гаранцията. Диагностиката и отстраняването на повреда на устройството може да продължи от 1 час или повече - всичко зависи от степента на сложност на повредата и необходимостта от частично или пълно разглобяване на устройството.
Ремонт на заваръчна техника извън гаранция
Срокът и цената на ремонта на инверторни заваръчни машини от руско и чуждестранно производство без гаранционна карта се съгласува с клиента след задължителен подробен анализ и диагностика. Заваръчната машина трябва да бъде почистена от прах и мръсотия. Качественото заваряване след ремонта на заваръчния инвертор ще съответства на високо ниво.
Най-честите причини за повреда на генераторите
Статистиката, която се формира въз основа на заключенията от резултатите от диагностиката на заваръчното оборудване, показва, че най-честите причини за дефекти в работата им са неправилното боравене с устройството по време на работа. Важно е да знаете и разбирате следното:
- Обикновено се изисква ремонт на заваръчни агрегати, при работа с които редовно се нарушава установеният цикъл на редуващо се заваряване под товар и на празен ход. Продължителността на включване на устройството не трябва да надвишава максималната стойност, посочена в паспорта на продукта.
- Мощността на свързания електрически генератор трябва да надвишава мощността на заваръчния агрегат поне 2 пъти. Колебанията в мрежата и внезапните пренапрежения на захранването причиняват затваряне на устройството.
- Непрофесионално боравене с инсталацията, пренебрегване на очевидни неизправности, ненавременно почистване и прочистване - всичко това води до сериозни последствия и има отрицателно въздействие върху крайния резултат без навременен ремонт на заваръчната машина.
Сервизна поддръжка на заваръчни машини
Нашата компания провежда адекватна и лоялна ценова политика по отношение на ремонта на заваръчно оборудване. Например, цената за анализ на неизправност на устройството е от 900 рубли (демонтажът и монтажът на оборудването са включени в цената), а подмяната на инверторната платка е от 800 рубли.
Високата функционалност на спотърите вече е оценена не само от собствениците на автосервизи и сервизи, но и от многобройните им клиенти. Висококачественото възстановяване на повредени елементи на тялото, високата скорост и достъпната цена на работа са основните предимства на използването на машини за точково заваряване.
Фирмата ни извършва гаранционен и следгаранционен ремонт на електросъпротивителни заваръчни апарати GYS, Tecna, Nordberg, Cebora, Telwin, BlueWeld и други производители.
Функции за ремонт на спотър
Производителите предлагат широка гама от машини за съпротивително заваряване:
- за направа на челни съединения;
- за връзка между отделни точки на листове, артикулация на щамповани части;
- извършване на манипулации по релефно заваряване;
- универсален тип.
Всеки сорт има конструктивни характеристики, така че ремонтът на спотери се различава в реда на операциите, степента на сложност. Стационарните заваръчни машини са масивни единици, приличат на големи машини. Ремонтът на апарати за съпротивително заваряване от този тип се извършва на мястото на експлоатацията им с напускане на нашите специалисти.
Преносимите модели с ниска мощност, които се използват за свързване на тънки метални листове, лесно се доставят в нашия сервизен център. Ремонтът на спотър отнема минимално време.

Ремонтираме също кондензаторни точкови заварчици. Най-често в тях излиза захранването, което се заменя с оригинално по технология на производителя.
Диагностиката на всякакъв вид апаратура е безплатна. Основните видове ремонтни дейности:
- отстраняване на неизправности в таблото за управление;
- ремонт на силовия блок;
- подмяна на тиристори и транзистори, телоподаващ механизъм;
- подмяна на трансформатор.
Професионален ремонт със съпротивително заваряване
Причината за свързване с услугата е намаляване на качеството на заваръчната работа, извършена от машината, появата на "недостатъчни продукти" или "изгаряния". Разполагаме с пълна гама диагностични инструменти и бързо определяме неизправността. Обърнете внимание на основните предимства на ремонта на машини за съпротивително заваряване от опитни специалисти:

- пълно възстановяване на ефективността и качеството на манипулациите;
- минимално време;
- гаранция за извършената работа и доставените компоненти (само в оригинален вариант);
- лоялна ценова политика;
- възможността за заминаване на специалисти до мястото на работа на блоковете.
В SC Welding работят квалифицирани и знаещи майстори. Свързването с нас е ключът към безпроблемната и ефективна работа на спотерите.
Всяка поръчка, която поемаме, е до известна степен тест и изпит за нашите служители. Въпреки дългогодишния опит в ремонта на инсталации за контактно заваряване в Москва и Московска област, ние продължаваме да откриваме нещо ново за себе си, тъй като технологията не стои неподвижна и производителите непрекъснато подобряват своите устройства.
Заедно с тях ние се усъвършенстваме и досега не е имало нито един случай, когато някаква иновация от производителя да обърка нашите майстори. Поради факта, че всички те са професионалисти в своята област, всички нови проблеми, с които трябва да се сблъскаме, се анализират бързо и се избира оптималното решение за тях, което ни позволява да бъдем един от най-добрите сервизни центрове в Москва.



Ние гарантираме високо качество и минимални срокове за изпълнение.
Само благодарение на подробно проучване на пълната картина на състоянието на вашия апарат за съпротивително заваряване, който попадне в ръцете на нашите майстори, можем да гарантираме, че след нашия ремонт той няма да излезе от строя отново. Поради тази причина, дори и при незначителни повреди, ние извършваме пълна, задълбочена диагностика на вашето оборудване, така че след нашия ремонт ще можете да го използвате дълго време без повторни инциденти, особено ако следвате издадените препоръки за експлоатация от нашите майстори.
Ремонтът на апарати за съпротивително заваряване ще се извършва от специалисти на нашия сервизен център на високо професионално ниво и с фирмена гаранция.
Точковото заваряване е подвид на контактното заваряване. При този вид заваряване металните елементи се закрепват на едно или повече места.
Този метод на повърхностно заваряване има висока производствена технология и разнообразни приложения в различни индустрии и може да се прилага за производството на електронни устройства, автомобили, морски и самолетни и други индустриални производства.

При използването на този вид заваряване се постига много висока якост на свързване на структурните части един към друг. Степента на якост на кръстовището се определя от усилията за притискане на повърхностите на закрепените елементи и физическата сила на електрическия ток на устройството.






В съвременното производство се използват различни версии на тези устройства от стационарни машини до лесно транспортируеми устройства. Като пример, снимката показва снимка на машина за ръчно точково заваряване.

Хардуерни характеристики
Този тип заваряване се основава на метода за нагряване на метална част (плоча) с импулс на електрически ток. За да се осигури ефектът от заваряването, частите (елементите) са силно притиснати един към друг.

В мястото на най-голяма компресия се извършва точково заваряване на части чрез преминаване на електрически заряд между електродите на устройството. В точката на контакт се образува разтопен метал с размер не по-голям от дванадесет mm.

Методи за точково заваряване
Този тип заваряване е условно разделен на два метода: мек и твърд.

Мек режим. В този режим при заваряване частите се нагряват постепенно с помощта на слаб ток. Заваряването на метални повърхности в този режим отнема около три секунди.

В този режим консумацията на ток от машината (устройството) се намалява. Режимът, като правило, се използва при заваряване на метали с втвърдяващи свойства.

Твърд режим. Обуславя се от краткотрайността на голям електрически ток и мощното притискане на заваряваните елементи в точката на заваряване. Плътността на консумирания електрически ток в този режим достига 300А на 1mm2. Производството на процеса на заваряване отнема до една и половина секунди.






Основният недостатък на този метод е голямата нужда от електричество (машини) и големите претоварвания на индустриалната мрежа. Предимството е минималното време за заваряване на повърхности.

Този режим обикновено се използва при заваряване на повърхности с добра топлопроводимост, високолегирана стомана или свързване на повърхности с различна дебелина.

Опции за заваряване
Видовете точково заваряване се определят от броя на съединителните пиксели, образувани в даден момент. В производството се използват: едноточкови, двуточкови и многоточкови.

Изгледът в една точка се използва при свързване на няколко листа, докато качеството на заваряване намалява с всеки слой листове (части). Двуточковият тип заваряване се използва при свързване на части с широки повърхности.

Многоточковият изглед се използва за закрепване на различни щамповани конструкции. Тя може да бъде двустранна и едностранна, всичко зависи от разположението на електродите по отношение на закрепените възли.

Този тип заваряване може да се различава и в циклите на преминаване на електрически импулси. Цикличността зависи от дебелината на заваряваните части.


При дебелина на металната повърхност до пет милиметра е достатъчен един импулс на електрически ток, а при голяма дебелина са необходими няколко краткотрайни електрически импулса. При заваряване на метални елементи с голяма дебелина и твърдост се използват цикли с повишено изстискване.






Методи на заваряване
Има няколко метода за точково заваряване:

Точковото заваряване на елементи се извършва на едно или много места. Използва се в уредостроенето, автомобилостроенето, строителството на морски, речни и самолетни кораби.

Осигурява заваряване на стоманени листове с дебелина до двадесет милиметра.

Релефен метод - конструктивните елементи се заваряват на едно или повече подготвени места. Разликата между този метод и предишния се дължи на формата на закрепените елементи на мястото на заваряване.

Метод на шев - елементите, които трябва да бъдат заварени, се закрепват заедно с поредица от заварки. Шевът може да се състои от отделни заваръчни пиксели или припокриващи се. Използва се за производството на различни резервоари, изискващи висока степен на плътност.


Докинг - елементите са заварени по протежение на съседната зона на контакт под въздействието на висока температура. Използват се при полагане на тръбопроводи, изработка на котвени вериги за кораби.

Характеристики на дизайна
В промишленото производство се търсят големи възможности за точково заваряване. За тяхното изпълнение са създадени производствени машини и ръчни преносими агрегати.

При решаването на проблемите със заваряването на метални елементи трябва да се помни, че този процес зависи от метала, от който е направен продуктът, и неговата плътност.

Изисквания към технологията за извършване на този вид работа:
- осигуряване на ниско напрежение, не повече от 10W;
- осигуряване на кратко време за преминаване на електрически импулс в точката на заваряване;
- осигуряване на голям електрически ток в мястото на заваряване;
- осигуряване на минимални площи на стопилката в местата на закрепване на конструкцията;
- осигуряване на висококачествена якост на заваръчния шев.

Модерна машина за точково заваряване може да има различен дизайн. В съвременното производство се използват трансформаторни или кондензаторни машини за точково заваряване.


Трансформаторните машини трябва да извършват високотемпературно нагряване на повърхностите, които ще бъдат заварени. Ефективността на заваръчното оборудване в ежедневието може да се осигури от електрически ток до 5 килоампера, а промишленото от триста до петстотин килоампера.






В машините за промишлено производство се използват мощни трансформатори. Основният недостатък на такива устройства е липсата на хомогенен товар, което води до големи претоварвания на индустриалната мрежа и чести повреди.

Кондензаторните машини натоварват премерено електрическите мрежи. Използването на кондензатори в машинните инструменти позволява да се избегнат внезапни претоварвания на индустриалното захранване.

Кондензаторните устройства за ръчно заваряване имат минимални размери и се използват широко за решаване на ежедневни проблеми. Техните предимства са малки размери и работоспособност при свързване към домакинско захранване.

Предимства:
- няма нужда от закупуване на заваръчни материали;
- лекота на производство;
- лекота на управление;
- чистота и спретнатост на шевовете или заваръчните точки;
- съответствие с екологичните изисквания;
- мин. консумация на енергия;
- висока производителност.

Извършваме собствени заварки
Инструментът за този тип заваряване не е евтин инструмент. По-практично е да направите машина за точково заваряване със собствените си ръце.

Основният елемент на такова устройство е трансформатор (използван в различни домакински уреди). За да осигурите необходимия електрически ток за този вид работа, е необходимо да пренавиете намотките му. По време на създаването на 1-ва намотка се подготвят и междинни заключения. Жицата на намотките трябва да бъде импрегнирана с лак и увита със специална хартия.

Компонентите на устройството се избират според параметрите на трансформатора. Дизайнът му зависи от детайлите (повърхностите), върху които се работи. Електрическите компоненти трябва да бъдат направени с висока степен на надеждност.

Клещите могат да бъдат два вида: стационарни и дистанционни. Стационарни - по-лесни за производство, те са здраво закрепени заедно и надеждно изолирани. Дистанционно - по-подходящо за използване в различни дейности. Монтират се и демонтират свободно. Удобно е да ги донесете до мястото на директно заваряване.

При използване на дистанционни клещи е необходимо да се осигури надеждната им връзка със самия апарат и тяхната хидроизолация. За производството на електроди е възможно да се използват медни пръти, бронз или стар накрайник на поялник.

Електрическата схема за свързване на такова устройство може лесно да бъде намерена в Интернет.

Безопасност
За да гарантира собствената си безопасност, работникът трябва да знае и да спазва изискванията на инструкциите за безопасност при точково заваряване:
- за да предотвратите токов удар, заземете устройството;
- преди да започнете работа, е задължително да проверите неговата изправност;
- използвайте лични предпазни средства за ръцете, очите и тялото;
- изключете подаването на високо напрежение към управляващите елементи на устройството
- използвайте само проводници с установеното напречно сечение в устройството;
- работете в помещение с добре оборудвана вентилация или използвайте специални маски за защита на дихателната система.
- бравите и превключвателите (бутоните) за включване и изключване трябва да са изправни, ясно видими и лесно достъпни;
- по време на производството на работа зоната на затягащите механизми трябва да бъде затворена с щит.

Спазването на тези мерки за безопасност ще гарантира запазването на здравето на служителя и другите, ще ви позволи да извършите необходимото количество работа точно и навреме.

Фото инструкция как да направите машина за точково заваряване








