Температура плавления меди 1883°С
Марка |
Свариваемость |
Технологические особенности сварки |
Медь катодная |
Присадок БрКМц 3-1 МНЖКТ-5-1-0,2-0,2 БрОЦ 4-3, БрХ 0,7 При толщине более 8-10 мм необходим предварительный подогрев до 200-300°С |
|
М00к, М0к, М1к |
||
Медь раскисленная |
||
М1р, М2р, М3р |
||
Медь рафинированная |
||
Бронзы оловянные литейные |
Присадок той же марки, что и основной металл При толщине более 10-15 мм необходим предварительный подогрев до 500-600°С |
|
Бр03Ц12С5 Бр05Ц5С5, Бр08Ц4 Бр010Ф1, Бр010Ц2 |
Удовлетворительная |
|
Бр03Ц7С5Н1 |
||
Бронзы безоловянистые литейные |
||
БрА9Мц2Л |
Удовлетворительная |
|
Бронзы деформируемые |
||
Бр0ф7-0,2, БрХ1 БрКМцЗ-1, БрБ2 |
||
БрАМц9-2 БрАЖ9-4, БрСр1 |
Удовлетворительная |
|
БрА5, БрА7 |
||
Латуни деформируемые |
Присадок БрОЦ4-3 БрКМц 3-1, ЛК62-0,5 ЛК80-3, ЛМц 59-0,2 При толщине более 12 мм необходим предварительный подогрев до 300-350°С |
|
Л96, ЛА77-2, ЛК80-2 |
||
ЛМцС58-2, ЛС3 Л062-1 |
Удовлетворительная |
|
ЛС59, ЛС60-1 |
||
Трудности при сварке
Высокая теплопроводность меди (в 6 раз выше, чем у железа) требует применять сварочную дугу с увеличенной тепловой мощностью и симметричным отводом тепла из зоны сварки. Рекомендуемые типы сварных соединений - стыковые и схожие с ними по характеру теплоотвода.
Большая жидкотекучесть меди (в 2-2,5 раза выше,чем устали) осложняет сварку вертикальных и потолочных швов. Она возможна лишь при минимальных размерах сварочной ванны и коротком времени пребывания металла в жидком состоянии. При сварке стыковых соединений в нижнем положении с гарантированным проплавлением во избежание прожогов необходимо применять подкладки из графита, сухого асбеста, флюсовых подушек и т.н.
Активная способность поглощать при расплавлении газы (кислород и водород), приводящая к пористости шва и горячим трещинам, требует надежной защиты металла шва и сварочных материалов от загрязнений вредными примесями.
Из-за склонности меди к окислению с образованием тугоплавких окислов необходимо применять присадочный материал с раскисли гелями, главные из которых фосфор, кремний и марганец.
Большой коэффициент линейного расширения меди (в 1,5 раза выше, чем у стали) влечет за собой значительные деформации и напряжения, образование горячих трещин. Устранить их можно за счет предварительного подогрева конструкций: из меди до 250-300°С, из бронзы до 500-600°С

Подготовка к сварке
Медь или ее сплавы разрезают на мерные заготовки шлифовальной машиной, труборезами, на токарных и фрезерных станках, а также плазменно-дуговой резкой. Кромки под сварку подготавливают механическими способами. Свариваемые детали и присадочную проволоку очищают от окислов и загрязнений до металлического блеска и обезжиривают. Кромки обрабатывают мелкой наждачной бумагой, металлическими щетками и т.д. Использовать абразивы с крупным зерном не рекомендуется. Возможно травление кромок и проволоки в растворе кислот:
75 см 3 на 1 л воды азотной;
100 см 3 на 1 л воды серной;
1 см 3 на 1 л воды соляной
с последующей промывкой в воде и щелочи и сушкой горячим воздухом. Конструкции с толщиной стенки 10-15 мм предварительно подогревают газовым пламенем, рассредоточенной дугой и другими способами. Сборку стыков деталей под сварку ведут либо в приспособлениях, либо с помощью прихваток. Зазор между стыкуемыми заготовками соблюдают одинаковым на всем протяжении. Прихватки должны быть минимального сечения, чтобы в процессе сварки их можно было переплавить. Поверхность прихваток необходимо очистить и убедиться в отсутствии поверхностных горячих трещин.
Если сварка ведется в нижнем положении, то для улучшения теплоотвода используют специальные приспособления из графита или меди

При сварке на открьтом воздухе стык обустраивают съемными экранами
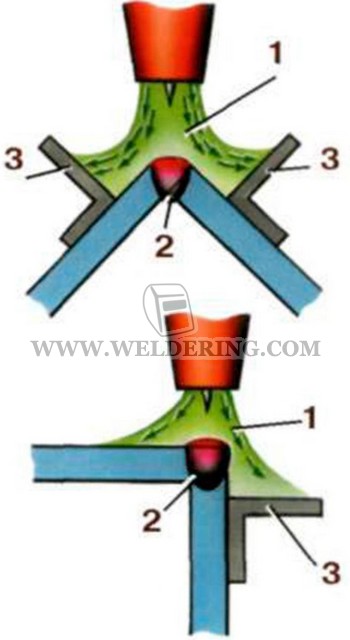
1 - поток газа; 2 - шов; 3 - экран.
Выбор параметров режима
Сварку ведут на постоянном гоке прямой полярности. Сварочный ток (А) ориентировочно определяют по формуле:
Iсв=100×S,
где S - толщина металла, мм
Защитными газами могут быть аргон, гелий, азот и их смеси. Длина дуги в аргоне и гелии должна быть не более 3 мм. В азоте ее увеличивают до 12 мм. Поэтому возрастают напряжение на дуге и ее мощность (в 3-4 раза) но сравнению со сваркой в аргоне. В гелии же мощность дуги по сравнению со сваркой в аргоне повышается вдвое.
Расход защитного газа:
- аргон - 8-10 л/мин
- гелий -10-20 л/мин
- азот - 15-20 л/мин
Скорость сварки выбирают из условий формирования шва с нужной геометрией. Конструкции толщиной 4-6 мм сваривают без предварительного подогрева в аргоне, а до 6-8 мм - в гелии и азоте. Для сварки металла большей толщины требуется предварительный подогрев от 200 до 300°С.
Техника сварки
Сварку в аргоне ведуг "углом вперед" при выпуске электрода 5-7мм. В качестве присадочной проволоки используют:
- раскисленную медь
- медно-никелевый сплав МНЖКТ-5-1-0,2-0,2
- бронзы БрКМц 3-1, Бр ОЦ 4-3
- специальные сплавы с эффективными раскислителями.
Для повышения стойкости металла шва против горячих трещин применяют сварочные проволоки:
- БрАЖНМн 8,5-4-5-1,5
- БрМц АЖН 12-8-3-3
- М Мц 40
Чтобы расплавленный металл не попал на конец W-электрода, присадочную проволоку вводят не в столб дуги, а подают к краю сварочной ванны и несколько сбоку

ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ МЕДИ В АРГОНЕ
Вид разделки кромок |
Толщина металла, мм |
Сварочный ток, А |
Диаметр электрода, мм |
Диаметр присадка, мм |
Расход аргона, л/мин |
Число проходов без подварочного шва |
 |
||||||
 |
1-й проход 200-350 2-й проход 200-350 3-й проход 200-400 Подварочный шов 250-350 |
|||||
1-й проход 250-350 2-й проход 250-400 3-й проход 300-450 4-й проход 300-450 Подварочный шов 250-350 |
||||||
 |
1 и 2-й проходы 250-400 3 и 4-й проходы 250-450 5 и 6-й проходы 300-550 Подварочный шов 250-350 |
|||||
1 и 2-й проходы 250-400 3 и 4-й проходы 300-450 5 и 6-й проходы 300-550 7 и 8-й проходы 350-600 Подварочный шов 250-350 |
Сварка в азоте , который по отношению к меди является инертным газом, ведется угольным или графитовым стержнем. Использовать W-электроды нецелесообразно, так как их расход в азоте слишком велик. Азотнодуговую сварку угольным электродом ведут на постоянном токе прямой полярности при напряжении дуги 22-30 В. При токе 150-500 А диаметр электрода должен быть 6-8 мм. Расход азота - 3-10 л/мин
Сварка цветных металлов значительно отличается от сварки сталей. Цветные материалы, как правило, имеют более высокую теплопроводность, в расплавленном состоянии активно реагируют с газами, содержащимися в атмосферном воздухе.
Чтобы исключить негативные последствия, приходится более тщательно готовить изделие к сварке, подбирать и правильно выполнять сам процесс получения неразъемного соединения.
Оборудование техника и технология электросварки цветных металлов достаточно специфичны и во многом зависят от их физико-механических свойств.
Техническая часть сварочных работ
Свойства меди, влияющие на качество
Технология работы с медью – достаточно сложный процесс. Затруднения вызывают следующие свойства материала:
- легкая окисляемость в расплавленном состоянии;
- пониженная стойкость металла шва против возникновения пор. Поры образуются в результате выделения водяного пара и, возможно, водорода в процессе кристаллизации ;
- высокая теплопроводность Cu;
- высокий коэффициент линейного расширения Cu. Этот показатель выше в 1,5 раза, чем у стали;
- повышенная текучесть.
Тем не менее, во многих отраслях промышленности широко применяются медные изделия, поэтому было разработано несколько способов сваривания этого материала, в том числе газовая и .
Газовая сварка меди
В качестве защитного газа применяется аргон высшего сорта (ГОСТ 10157-79) или смесь аргона с гелием (50-75% аргона).
Наиболее часто сварку меди в домашних условиях и на производстве производят вольфрамовым (неплавящимся) электродом.
В качестве присадки используют проволоку или узкую профилированную проставку, закладываемую в стык, а также с применением технологического бурта на одной из свариваемых деталей.
Сварка меди аргоном неплавящимся электродом характеризуется хорошей устойчивостью дуги. Аргонодуговую сварку применяют при соединении деталей малой толщины (до 4 мм) и в труднодоступных местах.
Техника сварочных работ
1. Сварка вольфрамовым электродом выполняется при постоянном токе прямой полярности.
2. Электрод должен быть сориентирован строго в плоскости стыка, наклоняя его углом назад на 60-80 градусов.
3. В случае сварки меди толщиной более 4-5 мм требуется предварительный подогрев до 300-400 градусов Цельсия.
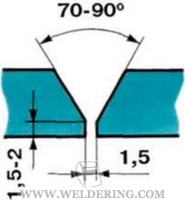
4. Электродную проволоку и кромки основного металла перед сваркой зачищают до свежего металла. Медь толщиной до 5-6 мм можно варить без разделки кромок.
- Зазоры между кромками в мм:
- При h листов равной 2 мм – до 0,5;
- При h листов равной 3 мм – от 0,5 до 1;
- При h листов равной 4 мм – от 1 до 1,5;
- Ток, А:
- При h равной 2 мм – 100-120А;
- При h равной 3 мм – 200-230 А;
- При h равной 4 мм – 380-400 А.
- Скорость ручной дуговой сварки:
- При h основного металла 2 и 4 мм – от 25 до 30 м/ч;
- При h основного металла 4 мм – от 30 до 35 м/ч.
- Расход аргона:
- При h равной 2 мм – от 10 до 12 л/мин;
- При h равной 3 и 4 мм – от 12 до 14 л/мин.
При соединении деталей толщиной от 2 до 3 мм подогрев основного металла не требуется. Техника электросварки меди толщиной 4 мм предусматривает подогрев до 300-400С.
Технология работы с цветными металлами и сплавами допускает использование плавящихся электродов.
При сварке меди электродом такого типа в аргоне (как и в других защитных газах) капли металла перегреваются, проходя через дуговой промежуток. В результате материал подвергается более сильному окислению за счет воздуха, попадающего в струю защитного газа.
Поэтому в качестве электродного материала используют медные сплавы марок БрКМц3-1 и МНЖКТ5-0,2-0,2. При этом металл шва будет отличаться по составу от чистой меди, но, тем не менее, механические свойства сварных соединений при этом получаются удовлетворительные. Следует отметить, что в случае огневых работ плавящимся электродом в аргоне дуга не отличается стабильностью.
Сварка меди аргоном — это самое эффективное соединение медных сплавов.
Каждому любителю металлообработки приходится сталкиваться с пайкой и сваркой медных изделий. Сегодня рассмотрим, как сваривать медь аргоном!
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
А вот теплопроводность медного сплава уже поменьше, значит отпадает необходимость повышенного нагрева.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для сварки меди аргоном представленны в таблице.

Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.

Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.

Подготовка материала — это важная процедура
Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:

Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.

Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.
Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой.
Сварка меди аргоном. Видео в конце предложенной статьи, является подробной инструкцией по проведению работ при помощи аргонодуговой сварки. Подобное сваривание обеспечивает образование качественного и надежного шва. Количество различных примесей, которое содержится в свариваемом материале, то есть, меди, определяет непосредственный способ соединения конструкции. К примеру, чтобы сварить чистую медь, используется присадочная проволока и вольфрамовые электроды. Аргоновая защитная среда дает возможность уменьшить дуговой разряд, а это крайне важно для тонких конструкций.
Как осуществляется сварка меди аргоном – основные правила.
Дуговая аргоновая сварка широко используется для изготовления сварных медных конструкций. Чтобы получить высококачественный шов, желательно пользоваться защитными газами, в их числе наилучшими свойствами отличается высшесортный аргон, либо смесь из гелия и аргона (последнего не менее 50-75 процентов). В домашних условиях сваривание меди производят зачастую с помощью вольфрамового электрода. В роли присадки отлично выступает профилированная, узкая проставка либо проволока, закладывающаяся встык. Аргоновая медная сварка неплавящимся вольфрамовым электродом характеризуется прекрасной устойчивостью дуги. Такой вид сварки применяется при соединении тонких элементов (до четырех миллиметров) либо в труднодоступных местах.
Медные детали, толщиной до шести миллиметров, можно сваривать без разделки кромок. Если толщина медных заготовок составляет два – три миллиметра, то основной металл не нужно подогревать. Техника аргоновой сварки меди, толщина которой превышает четыре миллиметра, нуждается в подогреве материала до 400С. Технология сваривания цветных металлов (также и меди) допускает использование плавящихся электродов.
Как производится сварка меди в домашних условиях – принцип выполнения сварочных работ.
Обычно в домашних условиях возникает необходимость сварить медные детали при монтаже водопроводов либо систем отопления. Медь является отличным материалом для труб водопровода, поскольку материал имеет ровную, гладкую поверхность, он не поддается возникновению коррозии, обеспечивает достаточный водяной ток, не содержит в составе вредных веществ, не зарастает различными отложениями, а также обладает прекрасными бактерицидными свойствами. Водопроводы из меди могут прослужить больше пятидесяти лет. Однако технология медной сварки является крайне сложным процессом.
Сварка меди в домашних условиях газовым методом.
Если соблюдать все , то медь прекрасно сваривается при помощи газовых баллонов, заправленных ацетиленом. После выполнения правильной сварки и проковки шва, получается высококачественное соединение. Предел прочности сварного шва при этом равен 17-22 кгс на миллиметр квадратный. Поскольку медь обладает довольно высокой теплопроводностью (в пять раз превышающую теплопроводность железа), то для ее сваривания необходимо использовать пламя повышенной мощности. Слишком толстые агрегаты следует варить посредством двух горелок.
Чтобы уменьшить нижний и верхний отводы теплоты, свариваемый материал желательно проложить асбестовыми листами. При домашней сварке меди рекомендуется применять восстановительное пламя, поскольку его ядро ориентировано к металлическим кромкам фактически под прямым углом. Для уменьшения формирования медной закиси, и предотвращения образования горячих трещин, надо вводить сварку по максимуму быстро, не делая перерывов. Не забывайте во время работы следить за сохранением пламени.
Распределять тепло при сварке нужно так, чтобы проволока плавилась первее кромок меди. При этом присадочный материал будет направлен на плавящиеся кромки. Кромочный скос на листах, более трех миллиметров в толщину, нужно выполнять под 45 градусов. Непосредственно перед сваркой кромки следует зачистить до яркого блеска, либо протравить их при помощи азотного раствора и промыть водой.
«Аврора 180» - полуавтомат инверторный. Сварка алюминий-медь при помощи данного аппарата.
Аппарат «Аврора 180» предназначается для дуговой, механизированной сварки посредством электрического, плавящегося электрода (либо проволоки) в среде активного или инертного защитного газа. При этом присадочная проволока подается автоматически. Выполнен полуавтомат по самым современным инверторным технологиям. Данный сварочный аппарат характеризуется надёжной, стабильной и крайне эффективной работой, при сварке он выдает низкий уровень шума. Применять «Аврору 180» можно для сваривания:
- нержавеющей и углеродистой сталей,
- всевозможных стальных сплавов,
- алюминия и меди,
Настоящая инструкция распространяется на ручную аргонодуговую сварку меди.
Инструкцией надлежит руководствоваться при проектировании, разработке технологических процессов, изготовление, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления, инструмент даны в приложениях №1 и №2.
Выполнение аргонодуговой сварки меди должно производиться дипломированными сварщиками при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
Подготовка деталей и сварочной проволоки к сварке
Обезжирить поверхность деталей, а также сварочную проволоку, методом протирки хлопчатобумажной тканью, смоченной в бензине. Разрешается выполнять обезжиривание деталей в соответствии с соответствующей технологической инструкцией.
Удалить напильником заусеницы с кромок свариваемых деталей.
Зачистить стальной щеткой до металлического блеска, с обеих сторон на ширину 15-20 мм, кромки деталей, изготовленных из листа или штамповкой.
Разрешается вместо зачистки выполнять травление по соответствующей технологической инструкции.
Присадочную проволоку травить по соответствующей технологической инструкции.
Обезжирить методом протирки хлопчатобумажной тканью, смоченной в бензине поверхность деталей после механической обработки.
Хранить детали и проволоку после обработки в чистом и сухом помещении не более трех суток до сварки. Если до сварки прошло более трех суток операции обезжиривания повторить.
Сборка, прихватка и сварка
Подготовить пост аргонодуговой сварки к работе, выполняя требования инструкции ТБ.
Подключить сварочную горелку к источнику постоянного тока для выполнения работ на прямой полярности.
Установить на оборудовании ориентировочной режим сварки согласно таблице 1.
Закрепить вольфрамовый электрод в горелке таким образом, чтобы вылет его из сопла горелки не превышал 5-12 мм.
Выключить подачу аргона за 6-10 с до начала сварки и приступить к работе.
Выполнить сварку технологических образцов.
Выключить подачу аргона на ранее чем через 10-15 с после окончания сварки.
Проверить качество сварки технологических образцов в соответствии с требованиями раздела «Контроль качества сварки» и произвести корректировку режима сварки, если в этом будет необходимость.
Установить свариваемый узел на рабочем столе сварщика в положении удобном для сварки.
Подать охлаждение на свариваемый узел, если это предусмотрено маршрутной картой.
Протереть кромки деталей бязевым тампоном, смоченным в растворителе.
Произвести прихватку кромок свариваемых деталей, если сборка узла выполнена с зазором более 0,5 мм, или если сборочно-сварочное приспособление не обеспечивает жесткой фиксации свариваемых деталей друг относительно друга.
Выполнить прихватку в виде отдельных точек начиная с участков наилучшего сопряжения кромок свариваемых деталей. Присадочный материал применять по мере надобности.
Произвести прихватку по всей длине свариваемого шва. Шаг между прихватами установить опытным путем.
Зачистить механическим путем до металлического блеска зону прихваток и сами прихватки.
Протереть зачищенные участки бязевым тампоном, смоченным в растворителе.
Приступить к сварке узла соблюдая следующие требования:
Производить сварку необходимо путем непрерывного перемещения вольфрамового электрода вдоль оси шва без остановок.
Наклонять горелку при сварке в сторону противоположную направления сварки таким образом, чтобы ось вольфрамового электрода составляла с осью сварного шва 60-80°.
Применять сварочную проволоку необходимо по мере надобности для выполнения расчетного размера шва.
Вносить, в зону сварки присадочную проволоку таким образом, чтобы угол между вольфрамовым электродом и присадкой составлял 90°.
Производить перекрытие начала шва при окончании сварки 10-20 мм, при возобновлении сварки, после случайного и вынужденного обрыва дуги, окончание шва перекрыть на 15-20 мм.
Произвести контроль ОТК сварных узлов и деталей после окончания работ согласно разделу «Контроль качества сварки».
Ориентировочные режимы сварки даны в таблице 1.
| Толщина, мм | Сварочный ток, А | Диаметр вольфрамового электрода, мм | Диаметр сварочной проволоки, мм | Расход аргона, л/мин | |
|---|---|---|---|---|---|
| для меди | для латуни | ||||
| 1,0 | 60-70 | 50-75 | 2,0 | 1,6-2,0 | 6-8 |
| 1,5 | 75-90 | 60-90 | 2,0 | 1,6-2,0 | 8-10 |
| 2,0 | 90-105 | 75-105 | 2,0 | 2,0-2,5 | 9-11 |
| 2,5 | 90-115 | 90-115 | 3,0 | 2,0-2,5 | 11-12 |
| 3,0 | 115-130 | 115-130 | 3,0 | 2,0-3,0 | 11-12 |
| 4,0 | 115-145 | 115-145 | 3,0 | 2,0-3,0 | 11-12 |
| 5,0 | 130-145 | 130-145 | 3,0 | 2,0-3,0 | 12-14 |
| 6,0 | 145-160 | 130-160 | 3,0 | 2,5-3,0 | 12-14 |
Контроль качества сварки
Выполнять сплошной контроль качества сварки внешним осмотром.
Производить осмотр сварных швов по всей длине с обеих сторон.
Произвести разбраковку дефектов сварных швов согласно требованиям таблицы 2.
Подваривать дефектные участки сварных швов допускается не более двух раз.
| Наименование дефекта | Результат разбраковки |
|---|---|
| Непровары | |
| Поры, раковины диаметром 0,3-1 мм, но не более 5 шт на длине 100 мм шва | Не допускаются. Устраняются повторной сваркой |
| Прожоги суммарной длиной не более 10% длины шва и шириной или диаметром не более ширины шва | Не допускаются. Устраняются повторной сваркой |
| Трещины | Не допускаются. Устраняются повторной сваркой |
| Скопление мелких пор диаметром не более 0,3 мм, но не более одного скопления на длине шва, при этом превышать 10 % швов длиной до 100 мм и 20 % для швов длиной более 100 мм | Допускаются |
| Проплав в стыковых, угловых швах, не мешающий элементам дальнейшей сборки и не представляющий пористого провисания металла | Допускаются |
Вспомогательные материалы
- Вольфрам лантанированный в виде прутков ТУ-48-19-27-72.
- Аргон газообразный высший сорт или первый сорт ГОСТ 10157-73.
- Проволока сварочная марки М1 или М2 ГОСТ 16130-72.
- Бензин авиационный Б70 ГОСТ 1012-72.
- Ткань хлопчатобумажная бязевой группы ГОСТ 11680-76.
- Перчатки трикотажные ГОСТ 1108-74.
- Шкурка шлифовальная бумажная водостойкая ГОСТ 10054-75
- Бензин А-76 ГОСТ 2084-77 и «Галоша» ТУ 38-401-67-108-92.
Оборудование, приспособления, инструмент
- Источник питания для сварки в среде защитных газов типа ПС-300, ПСО-300, ПСО-500, ВКСМ-1000 или УДГ-101 с комплектом сварочных горелок, цанг, сопел.
- Реостат балластный типа РБ-200 или РБ-300.
- Ротаметр марки РМ-II или РМ-IV ГОСТ 13045-67.
- Редуктор кислородный типа РК-30, РК-50 или РК-14 ГОСТ 6268-78.
- Набор трубок резиновых технических тип 4 для подачи защитных газов и воды в горелку ГОСТ 5496-78.
- Шлем маска защитная сварочная с набором защитных сварочных стекол ЭС-100, ЭС-300, ЭС-500 ГОСТ 1361-69.
- Очки герметичные защитные ГОСТ 9496-60.
- Сборочно-сварочные приспособления.
- Напильник ГОСТ 1465-69.
- Щетки стальные из нержавеющей проволоки ∅0,2-0,3 мм для зачистки металла шва и деталей.
- Штангенциркуль ГОСТ 166-73.