- Каждые 3 месяца проверяйте, не ослаблены ли винтовые соединения и не отходят ли провода. При обнаружении проблемы сразу же устраните ее.
- Регулярно проверяйте газовую трубку и трубку охлаждения на предмет протечек. Устраните проблему при обнаружении.
- Вовремя доливайте масло в разбрызгиватель (подходит масло для швейной машины.)
- Добавляйте смазку в цилиндр и скользящую втулку каждые две недели.
- Содержите машины контактной сварки в чистоте, особенно сварочную платформу.
Обычные неполадки и способы их устранения
|
Проблема |
Способы устранения |
|
|
Не горит лампочка питания или не вращается вентилятор |
|
|
|
После запуска машины точечной сварки и нажатия кнопки сварки ничего не происходит. |
|
|
|
После нажатия переключателя сварки машина контактной точечной сварки начинает работать, но нет сварочного тока. |
|
|
|
Слабая точечная сварка |
|
|
|
Сварочный ток не регулируется либо слишком сильный |
|
|
Схема электрических соединений
调 регулировка
焊 сварка
Электрическая схема DNB- 40A (63A)
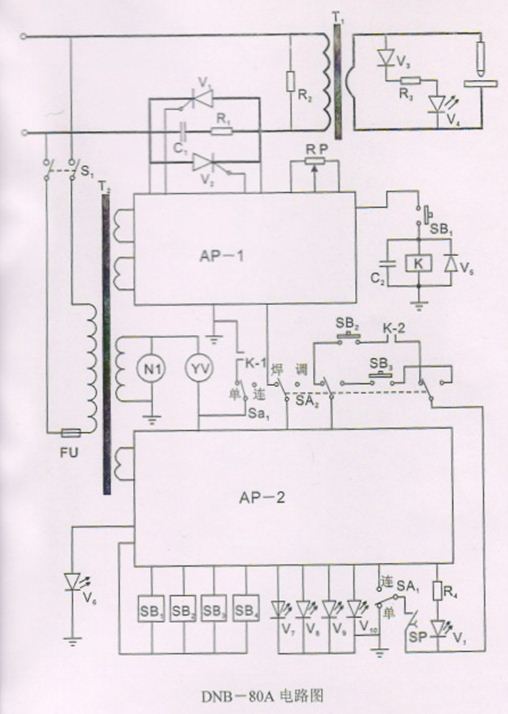
DNB-80A 电路图
Электрическая схема DNB-80A
Таблица элементов
|
Номер позиции |
Название или тип |
Количество |
Примечание |
Модификация |
|
|
Основной трансформатор |
По спецзаказу |
||||
|
Управляющий трансформатор |
|||||
|
Плата торможения |
По спецзаказу |
||||
|
Программная плата |
По спецзаказу |
||||
|
Кремний управления 200A/1600V |
По спецзаказу |
||||
|
Лампочка программного индикатора |
|||||
|
Индикатор питанияφ5 luminotron |
|||||
|
Лампочка индикатора охлаждения φ5 luminotron |
|||||
|
Предохранитель φ6X30/0.75A |
|||||
|
Резистор RJ-2W-15Ω |
|||||
|
Резистор RJ-100W-100Ω |
Серийный |
||||
|
Резистор RJ-0.3W-100Ω |
|||||
|
Резистор RJ-0.3W-620Ω |
|||||
|
Потенциаломер WX-Ⅲ-2W-4.7Ω |
|||||
|
Конденсатор CL-630V-0.47 |
|||||
|
Конденсатор CL-100V-0.47 |
|||||
|
Реле JQX-13F |
|||||
|
Сетевой выключатель LA18 |
|||||
|
Пневматический переключатель |
По спецзаказу |
||||
|
Переключатель сварки |
По спецзаказу |
||||
|
Шаговый переключатель |
|||||
|
Переключатель единичной/непрерывной сварки KN32 |
|||||
|
Переключатель подготовка/сварка |
|||||
|
Переключатель давления воды KSI-2 |
|||||
|
Электромагнитный клапан с двумя режимами, совместимый с 220В |
|||||
|
Вентилятор 200FYZ-D |
Комплектация
Машина: 1 шт.
Электрод: 3 шт.
Три части воздушной системы (фильтр, регулировка давления и распыление) 1 шт.
Предохранитель Φ6*30/0.75A 2 шт.
Инструкция (одна копия регистрируется, вторая для операторов) 2 экземпляра.
Компания «ЛИГА СВАРКИ» специализируется не только на продаже оборудования, мы также оказываем услуги по диагностике и ремонту сварочных аппаратов в Москве. Проверка гарантийных установок проводится бесплатно. Исправление дефектов и неисправностей, обозначенных специалистом вне гарантии, оплачивается вместе с диагностическими работами
Гарантийной и послегарантийной наладке подлежат агрегаты отечественного и зарубежного производства:
- Электростанции дизельного и бензинового типа;
- Инверторы ; сварочные инверторы (MMA, TIG, MIG);
- Сварочные трансформаторы;
- Оборудование для воздушно-плазменной резки (CUT);
Онлайн заявка
ЦЕНЫ на ремонт сварочных аппаратов
| Вид работ | Стоимость |
|---|---|
| Стандартная Диагностика аппарата, включая разборку, сборку | от 500 руб |
| Замена коммутационного элемента (сетевого выключателя, выходного гнезда, вентилятора) | от 400 руб |
| Замена платы инвертора | от 800 руб |
| Замена трансформатора | от 1 000 руб |
| Проверка аппарата на реостате | от 400 руб |
| Проверка аппарата на сварку | от 400 руб |
| Ремонт блока питания | от 2 000 руб |
| Ремонт выходного силового выпрямителя | от 2 000 руб |
| Ремонт платы управления | от 2 000 руб |
| Ремонт силового блока IGBT - преобразователя | от 2 000 руб |
| Чистка аппарата | от 500 руб |
| Механические работы | от 1 500 руб |
| Ремонт вторичного блока питания | от 2 000 руб |
| Ремонт платы осциллятора | от 1 200 руб |
| Замена газового клапана | от 720 руб |
| Ремонт механизма подачи проволоки (MIG) | от 1 500 руб |
Ремонт агрегатов по гарантии
Гарантийный ремонт сварочных аппаратов проводится только при наличии правильно заполненного гарантийного талона. Сварочные генераторы, на которых имеются следы внешних повреждений или сорваны пломбы, не обслуживаются по гарантии. Диагностика и устранение поломки аппарата может длиться от 1 часа и более — все зависит от степени сложности повреждений и необходимости частичной или полной разборки устройства.
Ремонт сварочного оборудования вне гарантии
Срок и цена ремонта инверторных сварочных аппаратов российского и иностранного производства без гарантийного талона согласуется с заказчиком после обязательного детального анализа и диагностики. Сварочный аппарат должен быть очищен от пыли и загрязнений. Сварка по качеству после ремонта сварочного инвертора будет соответствовать высокому уровню.
Наиболее частые причины повреждения генераторов
Статистика, которая сформировалась на основе заключений результатов диагностики сварочного оборудования, свидетельствует о том, что самые распространенные причины появления дефектов в их работе это некорректное обращение с агрегатом в процессе эксплуатации. Стоит знать и понимать следующее:
- Обычно ремонт требуется сварочным агрегатам, в работе с которыми регулярно нарушается установленный цикл чередования сварки под нагрузкой и с холостым ходом. Продолжительность включения агрегата не должна превышать указанного в паспорте товара максимального значения.
- Мощность подключаемого электрогенератора должна превышать мощность сварочной установки не менее чем в 2 раза. Колебание в сети и резкие скачки напряжения становятся причиной замыкания устройства.
- Непрофессиональное обращение с установкой, игнорирование очевидных неисправностей, несвоевременная очистка и продувка — всё это влечет серьезные последствия и оказывает отрицательное влияние на конечный результат без своевременного ремонта сварочного аппарата.
Сервисное обслуживание сварочных аппаратов
Наша компания ведет адекватную и лояльную ценовую политику относительно ремонта сварочного оборудования. Например, стоимость анализа неисправности аппарата — от 900 руб (разборка и сборка оборудования входят в стоимость), а замена платы инвертора — от 800руб.
Высокие функциональные возможности споттеров уже оценили не только владельцы автомобильных сервисов и мастерских, но и их многочисленные клиенты. Качественное восстановление поврежденных кузовных элементов, высокая скорость и доступная стоимость работ - основные преимущества использования аппаратов точечной сварки.
Наша компания проводит гарантийный и послегарантийный ремонт аппаратов контактной сварки GYS, Tecna, Nordberg, Cebora, Telwin, BlueWeld и других производителей.
Особенности ремонта споттеров
Производители предлагают широкий спектр аппаратов контактной сварки:
- для выполнения стыковых соединений;
- для соединения между отдельными точками листов, сочленения штампованных деталей;
- для выполнения рельефных сварочных манипуляций;
- универсального типа.
Каждая разновидность имеет конструктивные особенности, поэтому ремонт споттеров отличается порядком операций, степенью сложности. Стационарные сварочные аппараты - массивные агрегаты, они напоминают большие станки. Ремонт аппаратов контактной сварки данного типа выполняется на месте их эксплуатации с выездом наших специалистов.
Переносные модели небольшой мощности, которые применяются для соединения тонких металлических листов, несложно привезти в наш сервисный центр. Ремонт споттера занимает минимальное время.

Мы также выполняем ремонт аппаратов точечной сварки конденсаторного типа. Чаще всего в них выходит из строя блок питания, который заменяется на оригинальный по технологии производителя.
Диагностика всех вариантов оборудования производится бесплатно. Основные виды ремонтных работ:
- устранение неисправностей платы управления;
- ремонт силовой части;
- замена тиристоров и транзисторов, механизма подачи проволоки;
- замена трансформатора.
Профессиональный ремонт контактной сварки
Поводом обратиться в сервис является снижение качества выполняемых аппаратом сварочных работ, появление «недоваров» или «прожигов». Мы располагаем полным комплексом приборов для диагностики и быстро определяем неисправность. Обратите внимание на ключевые преимущества выполнения ремонта аппаратов контактной сварки опытными специалистами:

- полное восстановление рабочих характеристик и качества манипуляций;
- минимальное время;
- гарантия на выполненные работы и поставленные комплектующие (только в фирменном варианте исполнения);
- лояльная ценовая политика;
- возможность выезда специалистов к месту эксплуатации агрегатов.
В компании «СЦ Сварки» работают умелые и знающие мастера. Обращение к нам - залог беспроблемной и эффективной эксплуатации споттеров.
Каждый заказ, за который мы берёмся, в определённой степени является проверкой и экзаменом для наших сотрудников. Несмотря на многолетний опыт ремонта установок контактной сварки в Москве и в Подмосковье, мы продолжаем открывать для себя что-то новое, так как техника не стоит на месте и производители постоянно совершенствуют свои аппараты.
Вместе с ними совершенствуемся и мы, и пока не было ни одного случая, когда какое-нибудь нововведение от производителя ставило бы в тупик наших мастеров. Благодаря тому, что все они являются профессионалами своего дела - любые новые проблемы, с которыми нам приходится сталкиваться, быстро анализируются и под них подбирается оптимальное решение, что и позволяет нам быть одними из лучших сервисных центров в Москве.



Мы гарантируем высокое качество и минимальные сроки исполнения.
Только благодаря детальному изучению полной картины состояния Вашего аппарата контактной сварки, которая попадает в руки нашим мастерам, можно гарантировать, что после нашего ремонта он опять не выйдет из строя. По этой причине даже при небольших поломках мы проводим полную, глубокую диагностику Вашей техники, поэтому после нашего ремонта Вы сможете ещё долго им пользоваться без повторных эксцессов, особенно если будете следовать выданным нашими мастерами рекомендациям по эксплуатации.
Ремонт аппаратов контактной сварки будет выполнен специалистами нашего сервисного центра на высоком профессиональном уровне и с фирменной гарантией.
Точечные сварные работы являются подвидом контактной сварки. При этом виде сварных работ металлические элементы скрепляются в одной или нескольких местах.
Этот метод сварки поверхностей обладает высокой технологией производства и разнообразием применения в различных областях промышленности и может применяться как при производстве электронных приборов, так и автомобилей, морских и воздушных судов и в других областях промышленного производства.

При использовании этого вида сварки, достигается очень высокая прочность соединения деталей конструкции между собой. Степень прочности в месте соединения определяется усилиями по стискиванию поверхностей скрепляемых элементов и физических силы электротока устройства.






В современном производстве используются разные варианты этих приборов от стационарных станков до легко транспортируемых аппаратов. В качестве примера на картинке представлено фото ручного аппарата точечной сварки.

Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.

В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.

Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.

Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.

В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.

Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.






Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.

Этот режим, как правило, используют при сваривании поверхностей с хорошей теплопроводностью, высоколегированной стали или скреплении поверхностей разной толщины.

Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.

Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.

Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.

Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.


При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.






Способы сваривания
Существует несколько способов точечного сваривания:

Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.

Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.

Рельефный способ – элементы конструкции свариваются в одном или нескольких подготовленных местах. Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.

Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.


Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.

Особенности конструкции
Большие возможности точечной сварки востребованы в промышленном производстве. Для их реализации созданы производственные станки и ручные переносимые агрегаты.

Решая задачи сваривания металлических элементов нужно помнить, что этот процесс зависит от металла из которого изготовлено изделие и его плотности.

Требования к технологии выполнения этого вида работ:
- обеспечение низкого напряжения, не более 10Вт;
- обеспечения короткого времени прохождения электрического импульса в точке сваривания;
- обеспечения большой силы электротока в месте сваривания;
- обеспечение min области расплава в местах скрепления конструкции;
- обеспечение высокого качества прочности сварочного шва.

Современный аппарат для точечной сварки может иметь различную конструкцию. В современном производстве применяются трансформаторные или конденсаторные станки точечной сварки.


Трансформаторные станки должны осуществлять высокую температуры подогрева свариваемых поверхностей. Работоспособность сварочного оборудование в быту может обеспечиваться силой электротока до 5 кило ампер, а промышленного от трехсот до пятисот кило ампер.






В станках промышленного производства применяются мощные трансформаторы. Основным недостатком таких приборов является отсутствие однородной нагрузки, что приводит к большим перегрузкам промышленной сети и частым поломкам.

Конденсаторные станки электрические сети нагружают размеренно. Использование конденсаторов в станках позволяет избежать резких перегрузок промышленной электросети.

Конденсаторные аппараты ручной сварки имеет min габариты и широко применяются для решения бытовых вопросов. Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.

Достоинства:
- нет необходимости приобретать сварочные материалы;
- простота в изготовлении;
- удобство при управлении;
- чистота и опрятность швов или сварных точек;
- соблюдение требований экологии;
- min расход электроэнергии;
- высокая производительность.

Изготавливаем сварку сами
Инструмент этого вида сварки не является дешевым инструментом. Практичнее сделать аппарат точечной сварки своими руками.

Главный элемент такого аппарата – трансформатор (применяется в различных бытовых приборах). Для обеспечения необходимого электрического тока для этого вида работ нужно осуществить перемотку его обмоток. Во время создании 1-й обмотки подготавливаются и промежуточные выводы. Провод на обмотках обязательно пропитывается лаком и обматывается специальной бумагой.

Составные части прибора подбираются под параметры трансформатора. Его конструкция зависит от деталей (поверхностей) над которыми предстоит работать. Электрические элементы должны быть исполнены с высокой степенью надежности.

Клещи могут быть двух типов: стационарные и выносные. Стационарные – более просты при изготовлении, они прочно скрепляются между собой и надежно изолируются. Выносные – более приспособлены для использования при выполнении различных работ. Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.

При использовании выносных клещей необходимо обеспечить их надежное соединении с самим аппаратом и их гидроизоляцию. Для изготовления электродов, возможно использование медных прутьев, бронзы или старого жала паяльника.

Электрическую схему подключения такого устройства можно с легкостью найти в интернете.

Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.

Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.

Фото-инструкция, как сделать аппарат точечной сварки